
【16】清酒醸造の微生物(1) -酵母③-

一度に読む(書く)文量を超えたので、記事を分割しています。
-酵母①-では「きょうかい酵母」の清酒用6号まで、-酵母②-では同7号から14号について触れました。今回は14号までの間に並行して分離・頒布された「泡なし酵母」について、それから15号(1501号)以後の「カプロン酸エチル高生産酵母」を紹介します。低尿素生産性酵母や酸高生産性酵母などは-酵母④-へ収録予定です。
泡なし酵母について
きょうかい酵母ではナンバリングにおいて「_01」を付記したものが「泡なし」としています。15号以後は初めから泡なし酵母を選抜しているため、いずれも「_01」が付いています。急に4桁になったわけではありません。
そして私も気付いていなかったのですが、平成26年に「1101号酵母」もラインナップに加わったため、日本醸造協会が現在も引き続き頒布している酵母(6・7・9・10・11・14号)はいずれも泡あり・泡なしが揃ったことになります。
泡なし酵母の発見
そもそも「泡なし」って?というところから始まるのですが。清酒酵母は「高泡形成能」を持っており、発酵に伴い泡が発生するものなのです。
1. もろみの進行と泡の様子
清酒もろみで、酵母がアルコール発酵を始めると炭酸ガスが出ます。そしてもろみの表面は泡立ち始めます。泡は日に日にどんどん増えますが、この過程を泡に注目して眺めると、筋泡(すじあわ)、水泡(石鹸泡)、岩泡、高泡、落ち泡、玉泡(大玉から小玉へ)、そして地へと変化し、やがて発酵は終了します。この変化はどんなもろみでも大体同じような過程を経るので、分析法の未発達であった昔は発酵状態を知るよい指標になりました。しかし、発生する大量の泡のために、タンク容量の半分から3分の2ほどの量しか仕込めません。この分だけタンクの容量は無駄になります。それでも発酵の旺盛な時には、うっかりしていると泡が溢れてタンクの外へこぼれ出します。しかも清酒酵母は泡にたくさん付着していますので泡がこぼれるとその後の発酵が弱ってしまいます。ですから、泡消し役の不寝番をおいたり、泡消機を回し続けることも必要になります。大変な労働です。
上記の「泡消機(器)」とはこのような装置です。
泡消し器始動! 今期の造りでは、昔ながらの泡あり酵母を多く使っています。 酵母本来の性質が、より良く現れている様に思います。
Posted by 日本酒「上川大雪 / 神川」 on Thursday, March 29, 2018
上川大雪酒造さんのFacebook上の動画なのですが見えますでしょうか……。モーターの回転軸の先に爪が付いていまして、ぐるぐる回ることで泡をかき消しています。この電源を入れ忘れたり、機械故障で止まったりすると、高泡のときにはタンクからあふれ出てしまう大惨事に……!
そしてその「泡」ですが、昔から時折「泡の出ない」醪が生じることがありました。その「泡の出ない」醪について、1916年(大正5年)、広島税務監督局の高橋源次郎と大蔵省醸造試験所の善田猶蔵が、その原因が酵母の特性に因るものであることを発見しました。
しかしその菌株は実用化されず、菌株として保存されることもなく失われてしまっています。理由は下記文献に記載の通りです。
1. 泡なし酵母の発見
泡なし酵母が発見されたのは1916年(大正5年) のことである。 発見者は二人おり、一人は広島税務監督局に勤務していた高橋(敬称略、以下同じ)、もう一人は大蔵省醸造試験所技師の善田である。
高橋は広島県の一酒造場で「その泡淡く、且つ低き一種特異の醗酵状態を呈するもの偶々一仕込みに発生することあり」、その醪から高泡をつくらない酵母を分離した。また、善田は広島県産の新酒及び埼玉県の一酒造場で十年来「スズメ湧き」と称する発酵現象を継続していることを知り、その醪から泡なし酵母を分離した。醪が高泡になるか否かは酵母の性質によって決まることを最初に実証した両氏の功績は、極めて大きいといえよう。さらに、高橋は泡なし酵母を利用すれば泡消しの労力を省略できることを、また、善田は同一容器をもって大量の仕込みが可能であるとして、そのメリットを指摘しており、彼らの先見の明にも敬意を表したい。
しかし、醸造試験により品質中等ないしそれ以上の清酒ができることを示したにもかかわらず、これらの泡なし酵母は実用化されることはなかった。その理由の第一は、当時の生産体制では泡なし酵母に対するニーズがなかったことであろう。泡なし酵母のメリットは発酵容器が大型になるほど大きくなるが、当時の清酒醸造は木桶を容器とする少量仕込みであり、また泡の湧きこぼれを防ぐための泡笠の着脱や洗浄に要する労働力にも不足せず、環境問題もなかった。理由の第二は、泡なし現象は醪が腐るなどの、異常が起こる前兆として恐れられていたことであろう。当時は醸造業者の微生物に関する知識も乏しい時代であった。泡なし現象については、1931年発行の新潟県醸造試験所報告の中に、”1号酒母が泡なしとなり、夜も眠れないほど心配した”旨の記録も残されている。いずれにしても、両氏によって発見されたこれらの歴史的な泡なし酵母は、菌株として保存されることなく失われてしまったのは残念である。
「泡なし酵母」が再び注目されるようになったのは、それから約50年が経った1963年(昭和38年)のことでした。
2. 泡なし酵母の再発見
1963年になって、国税庁醸造試験研究室長の秋山は、島根県の一酒造場で泡なし現象が連続して発生していることを知り、その醪から泡なし酵母(泡なし酵母A-63)を分離した。その頃は清酒の消費量が急速に伸びていた時期であり、酒造工場の新築や増改築、機械化、発酵容器の大型化等により増産が進められていた。また、省力化による生産効率の向上や環境問題にも配慮する必要性が生じていた。もはや泡なし現象を腐造の前兆として恐れる時代ではなく、泡なし酵母のメリットを素直に理解できるようになっていた。
その後、秋山裕一が分離した「A-63酵母」の他、高松国税局の菅野信男が四国地方で収集した多数の酵母の中からも泡なし酵母が見つかり、リンゴ酸を比較的多量生成する「S-139酵母」の2株について試験醸造が行われました。1969年にその結果が報告されたのですが、醸造特性が7号などの既存のきょうかい酵母に劣っていたため、「実用化を見送り、別に泡なし酵母を選択する方向に進むべきことを認めた」と記されています。
しかしこの研究で得られた知見が、後述する「きょうかい701号酵母」へと繋がっていくのです。
701号酵母
分離源:変異株
分離者:大内弘造・秋山裕一
分離・実用年:1969年(昭和44年)→1971年(昭和46年)より頒布開始
その特徴として、日本醸造協会のサイトには「華やかな香りで広く吟醸用及び普通醸造用に適す。性質は7号酵母と同じである。高泡とならず、同容量のタンクで20~30%ほど増産が可能。泡笠、泡消器不要、醪日数が短縮できる。」と説明されています。この701号酵母がきょうかい酵母としては最も古い泡なし酵母になるのですが、どのように生まれたのでしょうか。
先述の通り、A-63酵母およびS-139酵母は実用には向かないとされたため、醸造適性のある「泡なし酵母」を得るために2つの方向性が示されました。
その1はこれまでと同様に、採取した酵母群の中から泡なしの性質を持つものを探索する方向です。泡なしに限らず、6号酵母や7号酵母などのような優良株を得てきた伝統的手法ではあるのですが、A-63酵母やS-139酵母でダメでしたので、さらに広範囲に採取・選別を行うとなると、どれだけの数を探してくれば良いのか、という点で問題が生じます。
その2は既にある優良酵母を親株として、その中から低確率で発生する泡なしの変異株を得る方向です。この頃、抗生物質やアミノ酸の製造のような微生物工業では薬剤耐性や栄養要求性を持つ変異株の分離が行われていましたが、発酵・醸造分野においてはまだ実用化されていませんでした。また、薬剤耐性や栄養要求性による変異は紫外線照射による変異誘導が行われることが多いのですが、目的外の変異も起こる可能性があります。
しかし、大内らはA-63酵母の研究で得られた知見から、泡あり酵母と泡なし酵母の性質の違いに基づき、細胞凝集法および泡立て法によって、きょうかい7号酵母を親株として「泡なし」の自然変異株の分離に成功します(なお紫外線照射による方法も並行して行っていますが、結果として自然変異株が採用されました)。そして試験醸造を経て、この変異株(AS7-1酵母)が「きょうかい701号酵母」となったのです。
自然変異による「泡なし」株の分離は、先述の通り「泡立て法(Froth Flotation法)」が多く用いられています。原理は非常に単純で、泡あり酵母は気泡に付着するが泡なし酵母は付着しない、という性質(細胞壁の疎水/親水性の違い)を利用して、培養液中に通気して発生した気泡ごと泡あり酵母を追い出し、培養液中の残存菌株をまた培養して……を繰り返しています。

その後の601号や901号は、さらに改良された「セライト凝集法」「シュガーエステル凝集法」で得られたようで、大内によるとセライト凝集法が最も便利だと述べています。その辺りはまた後ほど。
この高泡形成能を支配する遺伝子「AWA1」の存在が、独立行政法人酒類総合研究所(当時)の下飯らによって明らかになるのですが、インパクトのある命名ですよね、コレ。
上記報文中に「この名前は、この研究が始まった当初から、高泡遺伝子が取れたらこの名前を付けようと研究室の仲間と話し合っていたものである。」と書かれています。他の書籍にも以下のような記載がありました。
「ふつう酵母の遺伝子の名前を付けるときには、その遺伝子がコードするタンパク質の機能を英語で表記したときの頭文字3文字を使います。(中略)AWA1の発見当時、酒類総合研究所で研修生として下飯先生のもとで酵母の研究をしていたのですが、AWA1の発見だけでなく、ウィットに富んだネーミングにも感心させられました」(高橋俊成氏)
601号酵母
分離源:変異株
分離者:大内弘造・秋山裕一
分離・実用年:1973年(昭和48年)
「発酵力が強く、香りはやや低くまろやか、淡麗な酒質に最適。性質は6号酵母と同じである。高泡とならず、同容量のタンクで20~30%ほど増産が可能。泡笠、泡消器不要、醪日数が短縮できる。」と説明されている、「6号の泡なし酵母」です。
大内らによって6号や8号、9号の泡なし変異株も取得されており、どの株を以て最終的に601号酵母としたのか、明記された文献を見つけられないまま(有用株を取得した時点までは確認できました)、1973年の醸造協会誌で「当年度より新たに頒布されるもの」との記載がありました。
先述の通り、601号酵母については6号酵母より「セライト凝集法」によって自然変異株が獲得されています。
セライト凝集法とは、乳酸菌を用いた「細胞凝集法」が静電気的な引力を利用したものであることが解明されており、pH3付近で負に荷電するものであれば別に乳酸菌である必要もないので、無生物凝集剤としてセライトを採用したものです。セライト添加による凝集操作とその上部液の培養操作を交互に繰りかえし行ない、泡なし変異株を集殖させた、との記載がありました。
なお、このときに同じ手法で「8号酵母の泡なし株」も得られているのですが、親株との醸造特性の差もあったようですし、数年後に8号酵母自体が頒布中止となっていることもあり、「801号酵母」としての採用はされなかったものと思われます。保存株は…あるのでしょうかね。
901号酵母
分離源:変異株
分離者:大内弘造・布川彌太郎
分離・実用年:1975年(昭和50年)
「短期醪で華やかな香りと吟醸香が高い。性質は9号酵母と同じである。高泡とならず、同容量のタンクで20~30%ほど増産が可能。泡笠、泡消器不要、醪日数が短縮できる。」と説明されている、「9号の泡なし酵母」です。
先述の通り、9号酵母から「シュガーエステル凝集法」によって獲得されています。シュガーエステル(ショ糖脂肪酸エステル)は、酵母細胞に対する非イオン界面活性剤での吸着を利用しているとのことですが、凝集させるのに使用する物質がセライトかシュガーエステルかの違いで、手法としては同様に凝集沈澱操作と培養操作を交互に繰りかえし行なっています。大内によると、セライト凝集法と異なり、pH調整などの手間が不要で非常に簡便であると記載されていますが、後の別文献ではセライト凝集法が一番効率的だと述べています。
また6号、8号がセライト凝集法、9号がシュガーエステル凝集法で泡なし株を獲得していますが、下記文献になぜその手法を選んだのかは明記されていないのです……。
頒布開始が601号に遅れること2年、そこも日本醸造協会誌には経緯が記載されておりません。泡なし酵母についてはリリースに関しての報文が見つからないのです。
1001号酵母
分離源:変異株
分離者:野呂二三・吉田 清
分離・実用年:1984年(昭和59年)
「低温長期醪で酸が少なく吟醸香が高い。性質は10号酵母と同じである。高泡とならず、同容量のタンクで20~30%ほど増産が可能。泡笠、泡消器不要、醪日数が短縮できる。」と記載されている、「10号の泡なし酵母」です。10号酵母そのものの頒布開始は1977年(昭和52年)、その時点で901号酵母までリリースされていますが、10号の泡なし酵母の頒布はさらに7年後となっています。
大内が後に泡なし酵母の歴史についてまとめた報文では「その後、他のグループにより協会10号等や各県の酵母、多くの自社酵母等からも泡なし酵母が筆者らの方法を用いて分離され、広く利用されるに至った。」とされています。しかし、日本醸造協会のサイトに分離者として記載されている野呂・吉田両氏の名前で日本醸造協会誌の文献を検索しても、それらしきものが見つかりませんでした。この酵母を親株としてさらに後述の変異株が作られていくのですが(その報文はあります)、肝心の1001号の経緯はどこに書いてあるのでしょうか……。
1401号酵母
分離源:変異株
分離者:北陸酒造技術研究会
分離・実用年:1998年(平成10年)
同じく14号の泡なし酵母で、「酸が少なく低温中期型醪の経過をとり特定名称清酒に適す。性質は14号酵母と同じである。高泡とならず、同容量のタンクで20~30%ほど増産が可能。泡笠、泡消器不要、醪日数が短縮できる。」とあります。
この酵母についてはきちんと文献(下記)がありました。14号酵母が使われるに際して泡なしを要望する声があったことから、Froth Flotation法により14号の特性を保持した泡なし酵母を獲得し、2年間の試醸を経てリリースされることになったと記載がありました。そういう文献がどうして601号、901号、1001号、後述の1101号では発見できないのか……。
1101号酵母
分離源:変異株
分離者:原 昌道
分離・実用年:2014年(平成26年)
昔は泡なし酵母のラインナップにはなかったよな……と思っていたら、比較的最近になって追加されていたようです。リリースされる際の文献等も見つからず(そりゃ記憶にないはずです)、WEBでその背景は全く分かりませんでした……。
泡なし酵母を得る手法は既に確立されていますので、何で今までなかったのかなというところですが、11号自体があまり目立たない酵母なのもあるのかもしれません。
(おまけ) ハワイの泡なし酵母
泡なし酵母については、ハワイのホノルル酒造製氷株式会社にて酒造技術者として活躍した二瓶 孝夫が1959年(昭和34年)に「低泡酵母」を分離して醸造を行っていたと記載があります。秋山らによって泡なし酵母の研究成果が報告される少し前の話になります。
6) 8時間労働と低泡酵母
昭和34年たまたま殆んど泡の上らないもろみを発見、香りもよく醗酵も強く酸も少ないし、出来上った酒は何等普通と変りないので、その突然変異の酵母を分離した。恐る恐る使用して見ると再現性があり、加州米に適しているのか酒質もよくなり、苦味、渋味を感ぜず、清酒メーターの割には濃醇にきけるし、何より泡消しをしないで済むので早速低泡酵母に切り替えた。
丁度その頃、東大有馬啓教授が来訪されたので低泡酵母のもろみをお見せしてお導ねしたが、未だその成因が判らない時代であった。その後秋山裕一博士等により泡なし酵母の研究が進み、更に優良泡なし酵母の造成に成功された。
「泡なし」ではなく「低泡」で、ある程度は泡が出るみたいですが、それでも夜間の泡消し管理などが不要で、当時で既に思い切った昼間8時間制の勤務体系を確立させた、と書かれています。
この酵母を持ち帰って研究や試醸が行われた可能性はありますが、その後に継続されて使用された痕跡は無く、この酵母により日本で泡なし酵母の使用が広まった、という言説は誤りだと大内は述べています。
またこの泡なし酵母が6号酵母の変異株という説(秋山裕一著「日本酒」にて記載あり)に対しても、現在日本醸造協会で保管されている同株のDNA解析からは、7号酵母の変異株ということがわかっているそうです。
カプロン酸エチル高生産酵母
1501号酵母
分離源:秋田県内酒造場
分離者:秋田県醸造試験場
分離・実用年:1990年(平成2年)
15番目のきょうかい酵母としてナンバリングされるに際し、元々「泡なし酵母」であったため、「15号」ではなく「1501号」となりました。
元は秋田県で開発された清酒酵母「秋田流花酵母AK-1」でしたが、カプロン酸エチルの生産性が高く、この酵母を使用した酒が全国新酒鑑評会で優秀な成績を収めたことなどで注目されるようになり、きょうかい酵母として採用されたのです。
秋田県で開発された清酒酵母
昭和5年(1930年)に秋田市の新政酒造から分離された酵母が日本醸造協会の「きょうかい6号」酵母として採用されました。現在販売されているきょうかい酵母の中で、最も歴史の古い酵母として引き継がれています。
また、昭和62年から秋田県と秋田県酒造組合で共同研究が始まり、平成2年(1990年)に吟醸酒ブームの中で全国に先駆けて「秋田流花酵母(AK-1)」が誕生しました。このAK-1を使用した酒が平成3年(1991年)の全国新酒鑑評会で金賞26点を受賞し、蔵元数では25社と都道府県別蔵元数受賞としては全国1位に輝きました。そして同年、AK-1使用の酒に秋田県産地呼称清酒認証制度を採用した秋田県の統一ブランド「秋田旬吟醸」を発売し、一大旋風を起こしました。日本醸造協会はその優秀な特性に着目し、平成8年にAK-1が「きょうかい1501号酵母」に採用されました。新政酒造の「きょうかい6号」以来、60年ぶりに秋田県産まれのきょうかい酵母が誕生となったのです。
きょうかい酵母に採用された直後の文献(以下に引用)には「きょうかい酵母清酒用第15号」と記載されているのですが、元となったAK-1酵母が既に泡なしであったため「1501号」になった……はずです。文献中にも泡なし性であると書いています。
1.秋田酵母の特徴
秋田県の醸造試験場が育成した吟醸酒用酵母秋田流・花酵母(AK-1酵母)は、TTC染色で赤、β-アラニン培地で35℃ で増殖せず、電気泳動パターンなどから協会7号酵母に近縁であると思われるが、マルトースの発酵性・資化性が強く、α-メチルグルコシドの資化性が弱いこと、カプロン酸エチルの生産性が高いことなどの異なる性質を持っていることから、協会7号酵母の自然
突然変異株と思われる。また、泡なし性酵母で、脂肪酸エチルエステル系の香気成分の生成能が高く、有機酸の生成が少ない特徴を有しているとともに、低温長期型の発酵に適している。
この頃、各地で香気成分生成能の高い酵母菌株の選抜が行われていますが、秋田県では1986年(昭和61年)および1987年(昭和62年)の酒造年度において、県内の酒造工場の酒母及び醪から分離した925株の酵母の中から、麴エキス液体培地に「アルコール脱水麴」を添加した培地を用い、香気成分を多く生成した株を選抜して、その中で最も優れた菌株に泡なし能を付与させたものとのことです。
既にこの頃(1989年)には月桂冠が「セルレニン耐性株よりカプロン酸エチル高生産性酵母を取得」という研究成果を学会にて発表しています(その後、セルレニン耐性を利用した酵母の育種方法については、月桂冠が技術ノウハウとして秘匿せず、方法特許を取得し、日本醸造協会へ特許実施許諾することで全国の酒造メーカーに活用されることになります)。この手法で得られた酵母たちが「1601号」以後の酵母となりますが、それとは異なるアプローチで得られた菌株になりますね。
1601号酵母
分離源:変異株
分離者:吉田 清・稲橋 正明
分離・実用年:1992年(平成4年)
先ほど触れたとおり、「月桂冠(株)との特許実施契約(特開昭62-6669, 昭63-309175)にもとついて行われたものである。」と下記報文末尾に記載があるように、日本醸造協会が月桂冠の開発した育種方法の特許を実施して得られた酵母です(報文中の「No.86」が後の1601号酵母になります)。
その「カプロン酸エチル高生産性酵母」について、育種手法が月桂冠総合研究所のサイトに以下のように記載されています。
[1]カプロン酸エチル高生産性酵母の育種
カプロン酸エチルを増加させるには、基質であるカプロン酸の濃度を増加させる必要があります。カプロン酸は酵母の脂肪酸合成酵素によって生成されますが、通常はカプロン酸のような鎖長の短い脂肪酸は大量に生成されません。そこで、生成される脂肪酸の鎖長のバランスを変えるために、脂肪酸合成酵素を特異的に阻害する薬剤のセルレニンに耐性がある酵母を育種しました。この酵母を用いて清酒の仕込みを行ったところカプロン酸エチルが大幅に増加し、リンゴ様の華やかな香りの酒を造ることに成功しました。
先述の特許は既に権利消滅していますので、近年のオリジナル酵母の開発の際にこのセルレニン耐性を用いた手法が採用されることが多いようです。
さて1601号酵母(No.86酵母)ですが、親株は7号酵母と1001号酵母です。一倍体とか二倍体とか難しい話は私もよく説明できませんが、親株から酸生成が少ない株を育種した後、さらにカプロン酸エチル高生産性を付与した株を育種したものになります。ざっくり書くとそんな感じです。
カプロン酸エチルの生成量が7号酵母の3~4倍、酸度については小仕込試験で7号より1.0ほど低く、元々酸低生産性の1001号よりもさらに少なくなっています。
ただし発酵能が若干弱く、その補填のために901号などと組み合わせて使われることも多いようで、その欠点を克服するために、901号と掛け合わせた、より発酵力のある「1801号酵母」が生み出されることになります。
1701号酵母
分離源:変異株
分離者:吉田 清・稲橋 正明
分離・実用年:2001年(平成13年)
1601号酵母に続いて、日本醸造協会によりセルレニン耐性を利用した方法で選抜育種された酵母(日本醸造協会と月桂冠の共有特許権(特開2002-253211))になります。
特徴としては
1.酢酸イソアミル及び、カプロン酸エチル高生産性(7号の2~3倍)
2.発酵力が強い
3.酸度は7号並
とあります。
吟醸香の成分である酢酸イソアミル、カプロン酸エチルそれぞれの香気成分の高生成酵母は既に実用化されていましたが、両者を同時に高生成する酵母はありませんでした。
吉田らは7号、701号、1001号の3種の供試菌を用いましたが、1001号酵母からのみエステル類を高生成する株を得ています。したがって親株は1001号酵母です。
酸度に関しては1601号酵母より強く、「製成酒の味に巾をもたせる目的からもう少し酸がほしいという品質設計の場にK-1701号を使用することを勧める。」と報文中では記載があります。
発酵能も十分にあるとされていますが、あまり使用される場面に恵まれていないように感じます。
また、上記報文中に「ムレ香および生老香発生の原因とされるイソアミルアルコールも対照株のK-1001酵母より多く生成する」ことから、「上槽、滓引、濾過後は速やかに火入れを行い冷却し貯蔵することが望ましい。」とあります。この辺りも理由の一つなのかもしれません。
それらの欠点を補って余りあるのが、次の1801号酵母になります。
1801号酵母
分離源:交配株
分離者:吉田 清・稲橋 正明
分離・実用年:2006年(平成18年)
1601号、1701号を経て開発された「1801号酵母」はきょうかい酵母の中で、現在「全国新酒鑑評会」で最も使用されている酵母です。
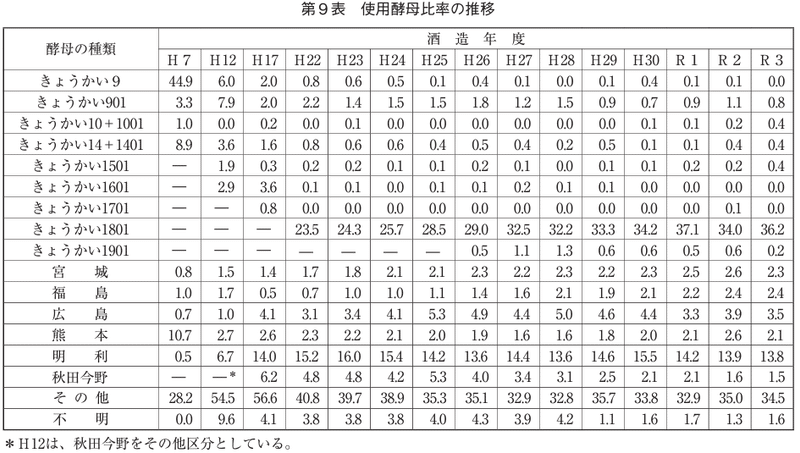
2023年11月30日時点で公表されている最新データとして、令和3酒造年度の全国新酒鑑評会出品酒の分析結果(PDFファイル)がありますが、その中に使用酵母の種類別出品点数が掲載されています。826点の出品酒のうち、1801号を単独使用したものが299点、「混合」130点のうち97点は1801号を使用しているとのことで、396/826と48%が1801号酵母を単独または混合して使用しています。下の表は使用酵母比率の推移をまとめたものになりますが、「その他」の中に「混合」が含まれているため、単独使用比率の推移になっていますのでご注意ください。
1801号酵母は、まろやかな味わいと華やかな香りが特徴とされ、
1. 酢酸イソアミル及び、カプロン酸エチル高生産性(1601号の40~50%増)2. イソアミルアルコール(ムレ香成分の前駆物質)が各種きょうかい酵母中で最少
3. 発酵力が強い(7、9、701、901号並)
4. 酸度が少ない(1601号並)
5. 酵母の識別が容易(汚染チェック、もろみ管理等に便利)
と、1601号(発酵力の弱さ)および1701号(イソアミルアルコールが多い)の弱点も克服しています。
1.はじめに
近年、清酒の品質の多様化にともない特徴ある清酒酵母の育種が多方面で試みられ、実用化に至っている。中でも吟醸酒醸造用の香気高生成酵母の実用化例が多数報告されている。しかし、清酒の吟醸香の主成分であるカプロン酸エチル及び酢酸イソアミル等エステルを多く生産する酵母の中で、酢酸イソアミルを多く生産する酵母は、ムレ香主成分のイソバレルアルデヒドの前駆物質のイソアミルアルコールを多く生成する菌株もあり、清酒もろみの上槽、オリ引き後の品質管理を怠ったり生酒の貯蔵状態によっては、麹由来のアルコール酸化酵素によりイソバレルアルデヒドが増加して、ムレ香の発生が懸念されるものや、イソアミルアルコールの生成量が多いため、官能的に酒質が重くなる傾向がある。このような指摘の改善を図ることと合わせて、親株に比べ発酵が緩慢になる変異株の欠点を共に改善することを目的に、現在広く用いられているきょうかい1601号(以下1601号)のエステル高生産性酵母と従来から優れた清酒を醸し出すきょうかい9号酵母(以下9号)との交雑により、イソアミルアルコールの低減化による香味の改善を図るとともに、発酵力が強く、かつ酸及びアミノ酸生産性の少ない泡なし性のエステル高生産性の清酒酵母の育種を行った。
上述の通り、親株は1601号酵母と9号酵母で、1601号および1701号で指摘された点をクリアし、なおかつ香気成分生成能は親株より高いという、とんでもない酵母でして、そりゃ1601号・1701号の影が薄くなってしまうわけです。
ただ万能というわけではなく、高エステル生産酵母としての欠点は依然としてありまして……。エステルを多く作るにはその前駆体である物質が多く作られなければならず、カプロン酸エチルの前駆体であるカプロン酸の量も多くなります。このカプロン酸は、エステル化すると吟醸香になるのですが、カプロン酸自体は「脂肪酸臭」と呼ばれるオフフレーバーになりますので、製成酒のカプロン酸エチルが貯蔵中に失われた場合に脂肪酸臭が指摘されることがあります。これをマスキングするためにカプロン酸エチル濃度が極端に高かったり、グルコース濃度が高かったりするわけです。
1801号登場以後の全国新酒鑑評会では、そのような成分バランスの清酒が金賞を取るものの、それが日常的に飲む酒として美味しいのかどうか、という問題については常に言われていますね。
また、磨いていない米では十分に香気成分を生成できないことが知られています。したがって香り高い吟醸酒を造ることは得意なのですが、低精白米ではそれほど香りを出すことができません。
それを克服したのが、菊正宗酒造さんの「特許酵母 (キクマサHA14酵母)」ですが、それはまた後日。
とりあえずナンバリング酵母についてはここまで。12,000字越え…。
19番目のナンバリングきょうかい酵母(KArg1901号)も既に居るのですが、低尿素生産性を付与されたものになるので、次の‐酵母④-で既存の低尿素生産性酵母と併せて紹介します。
この記事が気に入ったらサポートをしてみませんか?