
flashforge adventure3 でCuraを使う

後で見直せるようにここに書こうと思いますなのだ。
本文中ではflashforge adventure3を省略してadv3と記載してますのだ。
また、3Dプリンタとは何ぞや?とかそういうのはスキップするのだ。
重要な質問:なぜadv3でCuraを使いたいのだ?
Curaの必要性を感じない方は純正のflashprint(version 4.3.3 x64)を使っていても問題ないと思うのだ。しかし!アライさんにはflashprintに対して明確な不満点があるのだ。主なものは次の通りなのだ。
a.スライス後の3D描写がとっても重い
回転させたり特定レイヤーの接続部を探すのは、時間がかかって仕方ないのだ。
b.サポート材の設定でかゆいところに手が届かない
サポート材は少なく素早く印刷できて、最後にパリッとはがせればそれでいいのだ。しかしながらflashprintではサポート材密度などのパラメータはあるものの、例えば底面部は強く押し出し、徐々に強度を下げて印刷物との接続部の温度を何度まで下げてという細かい処理ができないのだ。
c.情報の大雑把さとパラメータ追求の難しさ
このadv3はとてもよく出来た3Dプリンタなのだ。おかげで様々な人が作品をアップロードしておりとても良いものなのだ。だが、細かいパラメータ設定などをアップロードしている人は皆無なのだ。これ印刷してみたいなーと思った時の設定が分からない!再現性という点でツライさんなのだ。
以上のような理由からflashprintではなくCuraを使いたいと強く願うようになったのだ。Curaを使うことでそれぞれ次のように問題解決できるのだ。
a'.スライス後の3D描写が軽い
動作は軽く、各レイヤーのヘッドの軌跡まで分かるのだ。
b'.サポート材の設定は申し分ない
これ以上ないぐらいきめ細やかなサポート設定が可能なのだ。
c'.情報は多く転がっておりパラメータも把握しやすい。
英語圏ならば情報はいくらでも転がってるのだ。
どうやってつかうのだ?
まずこの功績はreddit界隈兄貴たちとそれをまとめたAndyさんの方法なのだ。Andyさんのサイトを参考にやってみたところ、うまく動作したというのが今回の内容なのだ。日本語文献がないから多少はね、なのだ。
https://andybradford.dev/2020/01/12/using-the-monoprice-voxel-with-ultimaker-cura/
こちらがAndyさんのサイトになりますのだ。この場を借りて改めてお礼申し上げるのだ。では次から実際のセットアップを説明するのだ。
1.Ultimaker-Curaをインストールするのだ。
基本的に難しいことは考えずにどんどんOK、OKと押していけばいいのだ。注意しなくてはいけないポイントは3Dプリンタ追加画面での設定なのだ。
2.3Dプリンタ追加画面

Curaは標準でadv3には対応していないため、カスタムプリンタとして設定することになるのだ。この画面でNEXTを押すのだ。

adv3のセッティングを行うのだ。赤枠で囲った部分のパラメータ XYZは
X=150mm
Y=150mm
Z=150mmと書き換えるのだ。この大きさはadv3の造形最大範囲となるのだ。
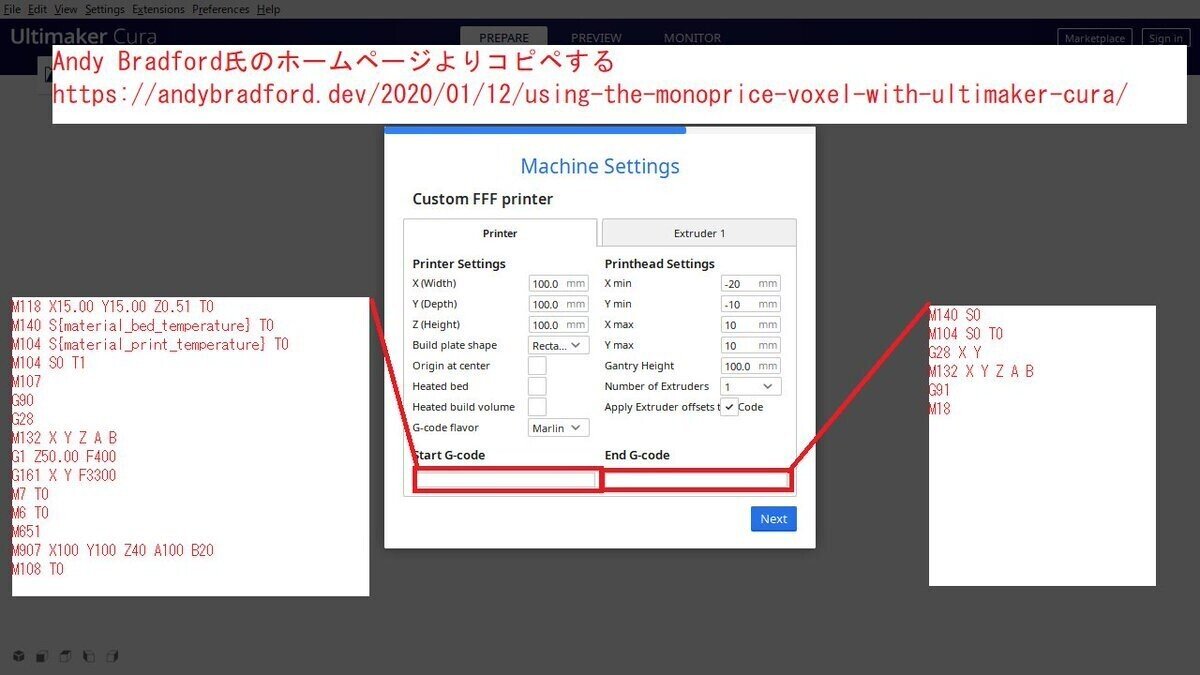
まだ追加箇所はあるのだ。flashprintのスライス後に出てくる.gxファイルを正しく3Dプリンタに読み込ませる必要があるのだ。
それぞれ次のようにコピペするのだ。
Start-G-code
M118 X15.00 Y15.00 Z0.51 T0
M140 S{material_bed_temperature} T0
M104 S{material_print_temperature} T0
M104 S0 T1
M107
G90
G28
M132 X Y Z A B
G1 Z50.00 F400
G161 X Y F3300
M7 T0
M6 T0
M651
M907 X100 Y100 Z40 A100 B20
M108 T0End G-Code
M140 S0
M104 S0 T0
G28 X Y
M132 X Y Z A B
G91
M18この画面では上記のコードをそれぞれに貼り付ければ完了なのだ。続いてエクストルーダー側の設定なのだ。

adv3には執筆次点で3種類のノズルがあるのだ。
標準ノズル:0.4mm(刻印なし)
微細ノズル:0.3mm(flashforgeロゴ入り)
高温ノズル:0.4mm(高温ロゴ入り)
このうち、現在搭載しているノズルに合わせてノズルサイズを変更するのだ。単純に0.3mmノズルなら0.3mm、標準ノズルなら0.4mmを入力すればいいのだ。

これにてCuraの初期設定は完了したのだ。
3.動かしてみようなのだ
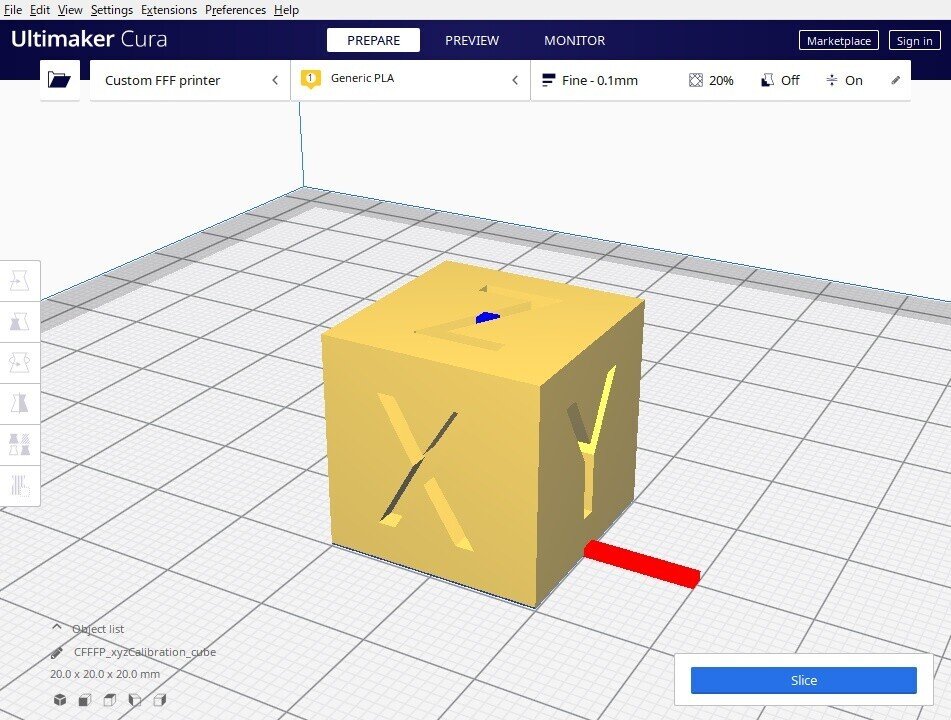
これでgcodeを吐くことができるようになったので、試しに印刷してみようなのだ。まずはわかりやすいモデルとしてキューブを印刷してみるのだ。今回は下記のモデルをお借りしたのだ。
https://www.thingiverse.com/thing:1278865
これをCuraに読み込ませると次のようになるのだ。
これをスライスしてやることで.gcodeという拡張子ファイルが手に入るのだ。しかし、adv3は.gcodeを解読することができないため、USBメモリに入れてもflashprintからストリーミングデータ転送も認識されないのだ。そこで拡張子を変更するのだ。
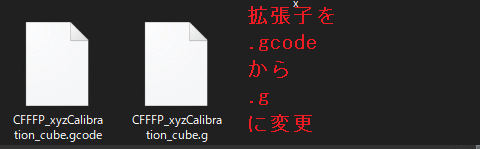
画面左側ファイルがCuraでスライスされた,gcodeの拡張子ファイル。画面右側のファイルがコピーしたものの拡張子を.gに変更したファイルなのだ。この.gの形式ならばadv3は認識するのだ。
ここからadv3にデータを入力する方法は2通りあるのだ。USBメモリを使ってadv3に読み込ませる方法、それからflashprint経由でストリーミング入力する方法なのだ。今回はネットワーク接続済みなのでflashprint経由でストリーミング入力する方法を紹介するのだ。
まずflashprintを起動し、.gに変更した拡張子のファイルを画面にドラッグ&ドロップするのだ。

このようにflashprint上ではスライスされた結果が表示され、適切に解釈されていることが分かるのだ。あとは[Gコードを送信]ボタンを押せば、データは転送されて印刷が始まるのだ。

出来上がったものはこちらなのだ。どちらも0.3mmノズルを利用して可能な限り同一パラメータにして印刷したものなのだ。ラフトの設定はまだ理解できていなかったころなのだが、このようにして印刷することが可能なのだ。
4.応用しよう
これまでの結果からCuraを使ってスライスさせたデータをadv3に流し込むことができたのだ。レジンじゃないと難しいと思われるようなデータもCuraのサポート設定があれば割とサクサク作れるのだ。これを読んだ皆様の3Dプリンタライフがワンランク上がることを祈っていますのだ。


5.既知の問題について
この組み合わせでいくつか問題があるのだ。
1.ノズル温度が変更できない。
対策:フィラメントの種別PLAで、融点の設定が可能なのでそこで変更を加える。
2.flashprintとCuraで印刷時間がズレる
対策:仕様と思われるのだ。おそらく印刷計算方法についての計算アルゴリズムが異なるためと思われるのだ。
6.最後に
当たり前なのだが、これはメーカー非推奨のやり方なのだ。やって壊れても代理店に泣きつかず、粛々と自分で解決していく心を持っている人だけ実行してほしいのだ。
補足:書いてる人は何者なのだ?
2019年4月ぐらいにアライさん界隈という場所で生まれた、ルーキーエンジニアなのだ。アライさん界隈とは簡単に言えば「けものフレンズに出てくるアライグマのふりをしているTwitterアカウント」なのだ。

質問や意見、飲みに行きましょうなど、もしよければフォローミーなのだ。
https://twitter.com/rookie_arai
この記事が気に入ったらサポートをしてみませんか?