ANYCUBIC I3 MEGA プリント設定のカスタマイズ【Cura】

ANYCUBIC I3 MEGAかMEGA-S使ってますか?
(内容としてはANYCUBICのI3 MEGAやMEGA-S以外の方にも参考になると思います。)
大体スライサーはCuraを使っている人が多いんじゃないでしょうか?
2019年4月現在だとCura4.0がリリースされているので、それをベースにプリント設定の見直しをしたいと思います。
今回は樹脂としてPLAを使用して0.2mmのレイヤー厚みで印刷する場合での印刷設定となります。
レイヤー厚みによって多少最適な数値の違いはあります。
樹脂が変わる場合は印刷温度やリトラクションなどは変更してください。
Curaの初期設定
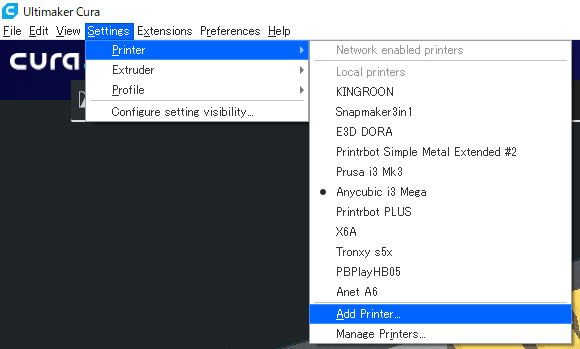
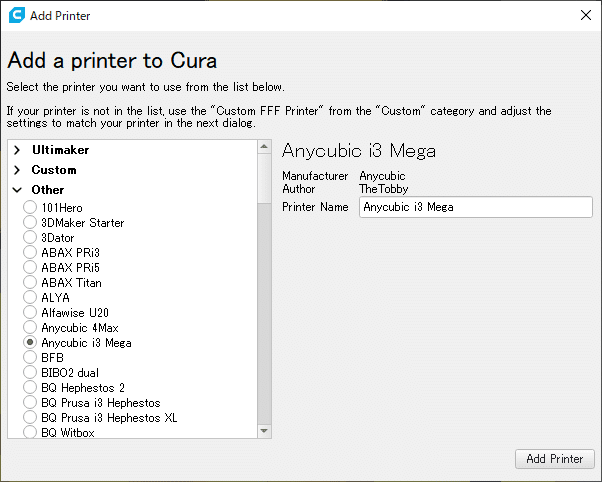
Curaのi3MEGA用のデフォルトの印刷プロファイルを使っていない人は、CuraをインストールするかSetting>Printer>Add PrinterとクリックしてANYCUBIC I3 MEGAをプリンターに追加しましょう。
Ohterのところに【Anycubic i3 Mega】というのがあります。
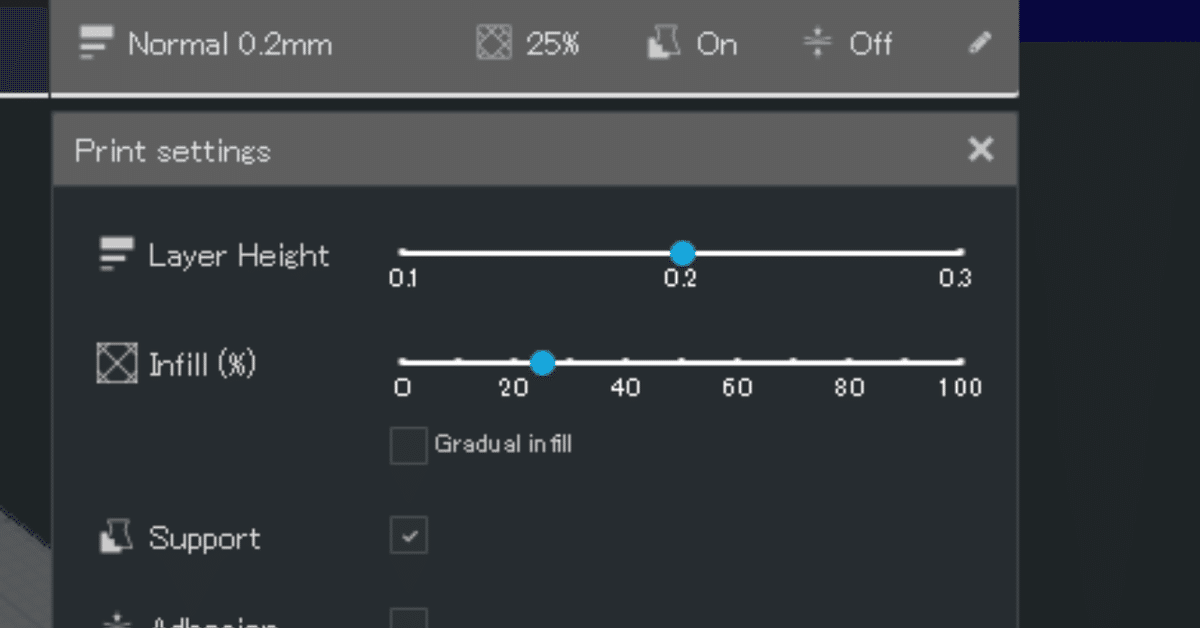
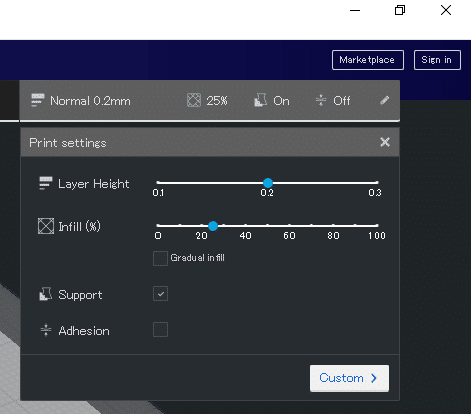
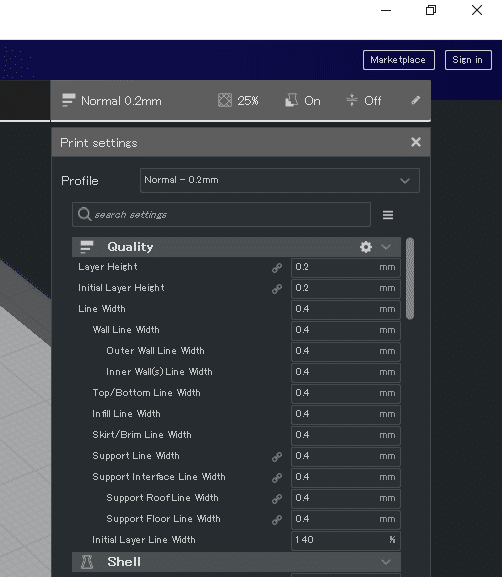
右上にPrint settingが出ていますが、【Custom】をして詳細設定を開きます。
それでもまだ出てない項目がたくさんあるので、それぞれの大項目の右側にマウスを移動すると出てくる歯車マークをクリックします。
(画像ではQualityの右側に出ています)
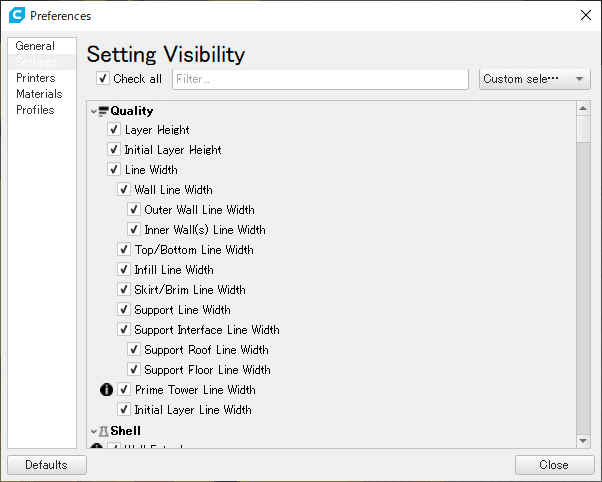
そうするとSetting Visibilityというのが出てくるので、
Check allのところをチェック☑してください。
これで200超の項目がすべて表示されるようになります。
(いっぱいアルNe!!)
どこを変えるの?
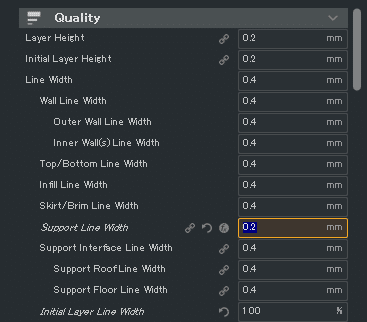
Quality
・Support Line Width: 0.4-->0.2mm
サポート材はサポートとして働いてくれれば、出来るだけ簡単に崩れる方がいい。という訳でサポート材のライン幅を減し(樹脂量を減らして)サポート材を弱くします。
PLAの場合積層同士の癒着が良いので、サポート材のライン幅は0.2~0.25で十分です。
・Initial Layer Line Width:140-->100%
デフォルトだと一層目のライン幅が太いので、形状が緻密に出ない場合があるので、100%に戻します。
140%の方が一層目の定着はさせやすいです。
・Outer wall Line Width: 0.4 -->お好みにより0.3~0.6
変更は必須ではないです。
表面をきれいに出すなら減らす、
オーバーハングに対する抵抗力を増やしたければ増やすと良いでしょう。
印刷を早くするためにInner wallも合わせて0.8ぐらいに設定する裏技もアリ。
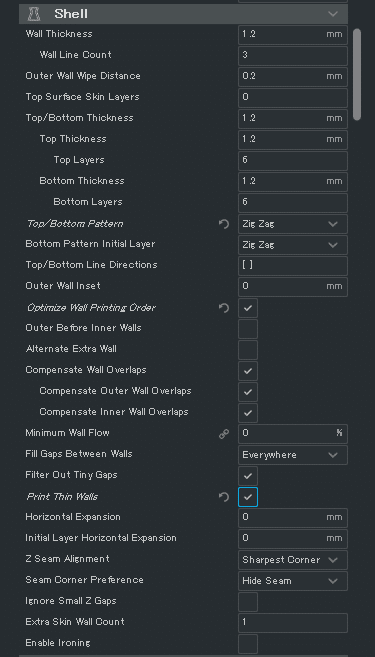
Shell
・Top/Bottom Pattern : Lines-->ZigZag
リトラクションやトラベルが少なくなり、品質が安定します。
・Optimize wall Printing Order: None-->☑チェック
トラベル距離が短くなるようにプリント順序が最適化されます。
・Print Thin Wall : None-->☑チェック
ノズル直径より薄い壁を印刷してくれたりしてくれなかったりするようになります。
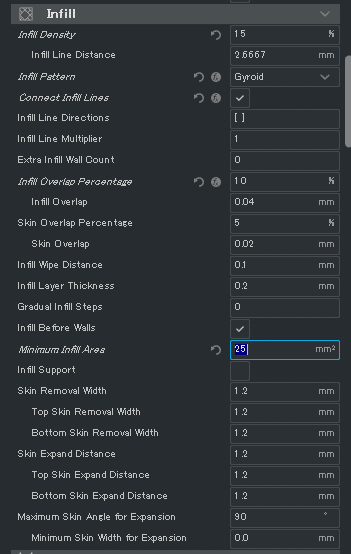
Infill
・Infill Density: 25%-->8%~50%
ほしい強度によってお好みで.....という項目ですが、
Infill Patternの変更やMinimum Infill Areaと合わせると15%程度でも十分強度が出ますので、個人的には15%をメインで使用しています。
モックアップなら8%あれば足ります。
・Infill Pattern: ZigZag-->Gyroid
強度が強い。曲線的なインフィルになるので大きな穴ができずらく、ルーフの支え具合も良い。印刷時の音もすこし静かです。
インフィルが外側から透けるようなことも少なくなるのでおススメ。
(透明フィラメントでも光が内部を直線的に抜けてこないのでインフィルが見えづらくなる。)
・Connected Infill Lines : None-->☑チェック
インフィルを印刷するときにトラベルがへり、切れ目なく印刷します。
インフィルの吐出が安定しますので強度もアップします。
印刷時間も場合によっては短くなります。
・Infill Overlap Parcentage 15-->5~10%
外表面にインフィルの模様が出るようなら減らした方がきれいに印刷される。
・Minimum Infill Area : 0-->25~100mm^2
しきい値を入力すると小さな閉断面を100%のインフィルで埋めてくれる。
数値はお好みで。
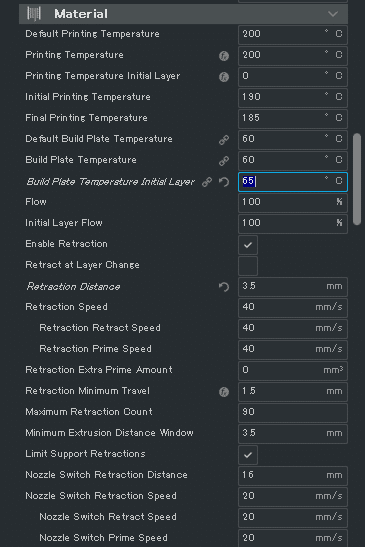
Material
・Bulid Plate Tempture Initial Layer : 60-->65℃
ビルドプレートの温度が最初は安定しない場合が多いので、少しだけ高めにしておく。
・Retraction Distance : 6-->3.5mm
ノズルのヒートシンクの冷却を強化すれば3.5mm程度まで減らせる。
糸引きがしないなら、リトラクションは少ない方がいい。
Thingiverseにダクトの3Dデータをアップしているので、印刷して組み込むのとセットで数字を変更してください。
https://www.thingiverse.com/thing:3059138
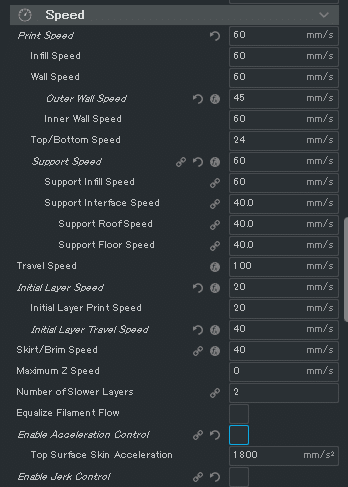
Speed
・Print Speed : 50-->60mm/s
他のパラメーターの変更と組み合わせれば、少し上げても品質は殆ど下がらない。
・Outer Wall Speed : PrintSpeedと連動-->30~45mm/s
外周だけやや低速にすることで振動が減り外観品質が向上する。
・Initial Layer (Print) Speed : 30mm-->15~25mm/s
一層目の定着を確実にするために遅くする。15mm/sぐらいでもいい。
・Initial Layer Travel Speed :
Initial Layer (Print) Speedと連動-->40mm/s~60mm/s
樹脂が垂れるので早くする。
・その他、Acceleration Control やJark Controlの設定はややこしいのでOFFにしてもいい。OFFでもプリンタのファームの設定で動いてくれる。
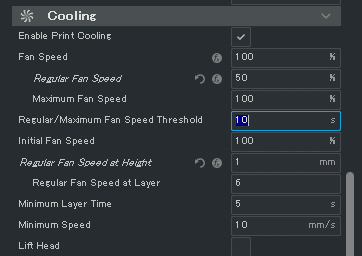
Cooling
・Regular Fan Speed : 100-->60~80%
印刷物の大きさにもよるが、デフォルトより少し緩い冷却でもOK。
大きなものを印刷するときの収縮が緩和される。
・Regular Fan Speed at Height :0.6-->1mm
定着をより良好にするために最初の層の冷却を緩める。
必要に応じてもっと大きな数字を入れても良い。
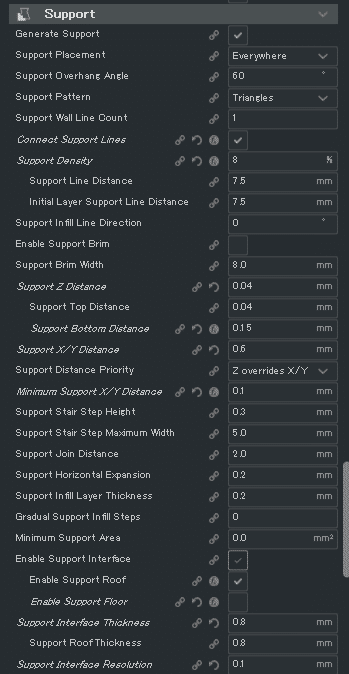
Support
・Connect Support Lines : None-->☑チェック
Connect Infill Lineと同様にサポートを接続する。
リトラクションとトラベルが減るのでサポートが強固になる。
サポートの密度を減らせる。
・Support Density:15-->8%
Connect Support Linesで強固にした分を減らす。
印刷時間が減らせる。
・Support Top Z Distance : 0.1-->0.03~0.05mm
樹脂にもよるがPLAなら0.05mmぐらいでもOK。
小さい値の方が水平に近いオーバーハングが綺麗に安定して出力されるが、小さすぎると強固にくっついてしまうので、Support Roof Densityと合わせて調整する。
冷却やSupport Interfaceの設定とも絡む。
・Support Bottom Z Distance ; 0.1-->0.15mm
Topを詰めた分Bottomは広げるとサポートが剥がしやすい。大きな値すぎるとサポートがぐらついたりする。
レイヤー厚みと要相談な場合もある。
・Enable Support Floor : ☑-->None(チェック外す)
Floor側のインターフェースはほとんどの場合不要。
印刷速度が向上する。
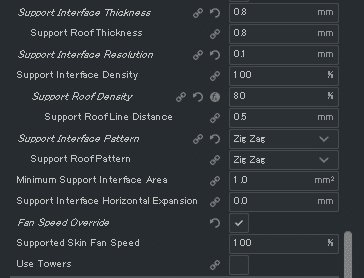
・Support Interface Resolution : 0.3-->0.1mm
インターフェースの生成要否をより細かく計算させる。
計算時間が少し伸びるが、大した時間ではない。
・Support Roof Density : 100-->50~95%
75%程度がとりあえずのおすすめ
RoofのZ Distanceを狭めた分、剥がし易いようにインターフェースの密度を調整する。
・Support Interface Pattern : Concentric-->ZigZag
好みで変更してください。ZigZagの方がきれいにサポートされる気がする。
・Fan Speed Override : NONE-->☑チェック
サポートが必要な角度ならファンの速度を上げる。
・その他今回は変更していませんが、Support Wall Line Count:1やSupport Pattern : Triangles or Gyroid
ここも大事な項目です。サポートの強度やルーフインターフェースの安定性がかなり変わってくるので、確認しておきましょう。
まとめ
良いセッティングなら最小限の時間で良い印刷が得られます。
I3MEGAのような長いチューブを介してフィラメントをノズルに送るタイプはリトラクションの回数を減らして、ノズルの圧力をできるだけ一定に保つことが重要になります。
もしよろしければサポートを!
🙏ご参考になりましたら、サポートをいただけると嬉しいです。🙏
最後に変更済みのプロファイルをどうぞ。
もし動かない場合などは下記の記事を参考に、
Maximum Z speedに値を設定してください。
記事をサポートしていただくと、一層のやる気と遊び心を発揮して新しい記事をすぐに書いたり、3Dプリントを購入してレビューしたりしちゃうかもしれません。