
ノズル内圧低下による外壁の波打ちとその解決方法

※全文を公開している「投げ銭」スタイルのノートです。
この記事での言い回しについて
ややこしさを感じたので、先に本記事で使う言葉の定義をしておく。
【ウォール厚み】
CAD上で設計する際の壁の厚み。
【ウォールライン幅】
Cura上の設定値。
起きた問題:外壁の波打ち

今回のペンケース制作の初期段階ではトップ写真のようなひどいクオリティの壁面であった。なんらかの規則を持って波打っていて、当初は機械側の故障を疑った。印刷設定をアレコレいじった後に発生したため、何が原因なのか分からず頭を抱えた。
何度も出力中の様子を観察したところ、下図のような現象が起きていることを確認した。簡単にまとめると本記事のタイトルの通り、ノズル内圧の低下が波打ちの原因ではないかと仮説を立てた。

オレンジの線が吐出無しの移動(トラベル)

この箇所での3Dプリンターの挙動を観察するとエクストルーダーが回転しておらず、
4周目の移動でノズル内圧が徐々に下がっていたと考えられる。
※右側の黄色い半透明の物体はノズル

その直後からエクストルーダーが回転を始めていた。
波打ちはレイヤー切り替わり地点から数cmほどの間で発生していた。
ノズル内圧が十分に高まらないままにノズルが移動しているため、
波打ちが発生したのではないかと仮説を立てた。
ノズルを変えてみて、基本的には綺麗に出力出来てるのだけどやっぱり右みたいな症状が出る。
— kj_making (@kj_making) August 21, 2021
ずっと観察してると、レイヤー毎のシーム箇所の少し前からエクストルーダーが止まってた。何なんだろう。 pic.twitter.com/tfV8W223Kq
綺麗に出ない原因が何となく見えてきた。
— kj_making (@kj_making) August 21, 2021
ウォールの内側を出力したあともう一度同じ箇所を移動してて(撫でてる?)その時にエクストルーダーが止まるからノズルの内圧が下がってシーム直後の箇所が汚くなるんだ。 pic.twitter.com/rP0KJjA0nI
解決策:ウォールライン幅とウォール厚みの調整
細い線を作る経験といえば、夏頃に行っていたフォント制作がある。その時には上記の様な現象は起きていなかったため、CAD上のウォール寸法とCuraの設定値の組み合わせに問題がありそうだと考えた。
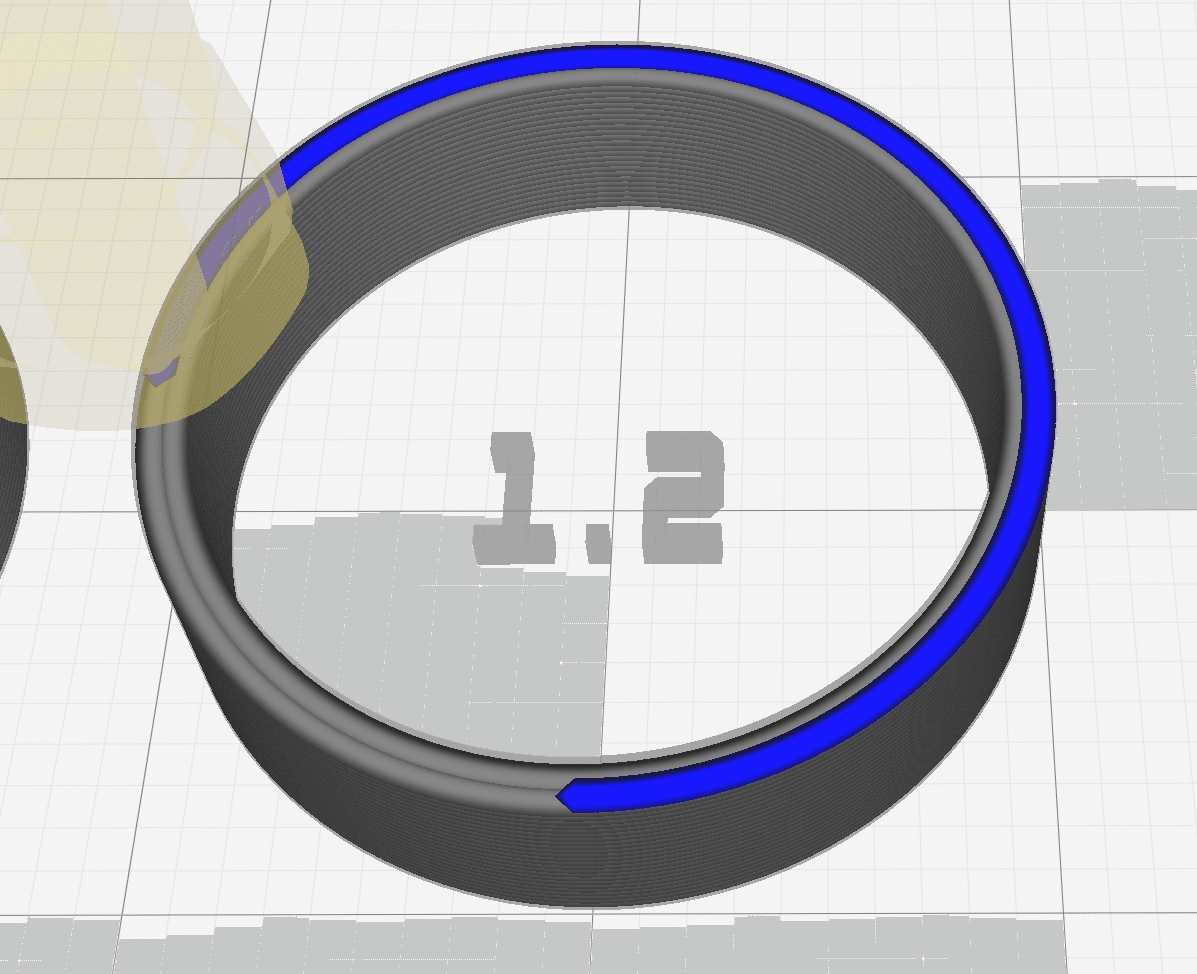
ウォールの厚みをいくつにすると適切かを探るため、0.8mm、1.2mm、1.6mmなど、まずはノズル直径0.4mmの倍数のウォール厚みのモデルを試してみた。※記事では見せやすさのために円柱で作り直した。
0.8mmは薄すぎて強度が出ず、1.6mmは硬すぎてファスナー部と一体成型するペンケースには向かなかった。一方1.2mmはちょうどいい硬さで、是非ともこれを採用したい。しかし記事冒頭と同じく波打ちが起きた。

波打ち回避のために今度はCuraの印刷設定を調整するわけだが、ふと「ウォールライン幅」を0.4mmから0.8mmにすると波打ちを回避出来るのでは?と考えた。
何故その設定にしようとしたのかと言われると記事に書くほどでもない試作をいくつか行った結果、野生のカンでピンときた、としか書きようがないのが心苦しい…

※gif動画をアップ予定だったがうまく行かなかったので一旦静止画で公開。後日差し替え予定
この設定にした上で再度スライスした所、吐出無しで一周なぞる現象はなくなり、実際に3Dプリントしたところ波打ち現象は解決した。当初の仮説通りこの吐出無しで一周なぞる現象が波打ちの原因だったと考えられる。またツールパスも本数が減ったことで造形時間が二分の一程度短縮された。
良い感じに仕上がってきてる pic.twitter.com/cq3Ln40WmX
— kj_making (@kj_making) August 22, 2021

今回はこのあたりで。
この記事が参加している募集
制作や開発の資金源にさせていただきます!