樹脂フィルムの作り方

今回は当社の多層試作機等の製膜装置(押出成形機)でフィルムを作る方法を簡単に説明しつつ、
特に、フィルムを製膜するために必要な要素である『(フィルムの)冷却方法』にもフォーカスして、ご紹介したいと思います。
そもそも、なぜフィルム作りにおいて『冷却』する必要があるのでしょうか?
まずは、押出成形の方法を見てみましょう。
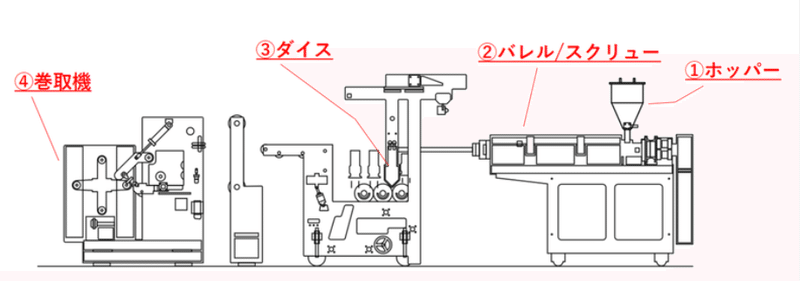
1.フィルムの作り方
以前の記事でも、ご紹介していましたが簡単に概要説明すると、、
フィルム押出成形では、
① ホッパー に材料となる樹脂ペレットを入れて、
② バレル/スクリュー で熱と圧力によって樹脂ペレットを溶かして、
③ ダイス(Tダイ) で溶けて水飴状態になった高温の樹脂をフィルムにして、
④ 巻取機 でフィルムを巻取る。
という工程でフィルムを作ります。
もちろん、良い状態のフィルムを作るためには、これらの工程の1つ1つで緻密な調整が必要(例えば、適切な溶融温度設定や樹脂押出吐出量、フィルム引取速度、etc..)です。
職人の腕の見せドコロですね。
③の工程で、Tダイから出てくるフィルムは樹脂が高温で溶けているので、とても触れない状態(樹脂種類にもよりますが、200℃~400℃くらい)です。

↑こんな高温のフィルムを、どうやって『冷却』するのでしょうか?
そのままの温度では、フィルムを巻き取る事が容易ではないので、主に金属のロールを接触させて、冷却する事が必要なのです。
そして良い状態のフィルムを作るためには、この冷却方法と成形方法が非常に重要になってきます。
それでは、続いて『冷却方法』を見ていきましょう。
2.『冷却方法』について
『冷却』は、一般的に温度コントロールした金属製のロールを接触させて、フィルムを冷ます方法が知られています。
また、フィルムになった樹脂の特性(結晶性樹脂か非晶性樹脂か等)によっても冷却方法が異なってきます。
当社でフィルムを作る場合は、、
・ロール同士でフィルムを挟みこむ『ロールキャスト』という方法 と、
・フィルムのA面はロールを接触させて、B面は『エアナイフやエアチャンバー』という空気を噴射する装置の風圧でA面側ロールに押し当てる方法 の
大きく分けて2つのパターンがあったりします。
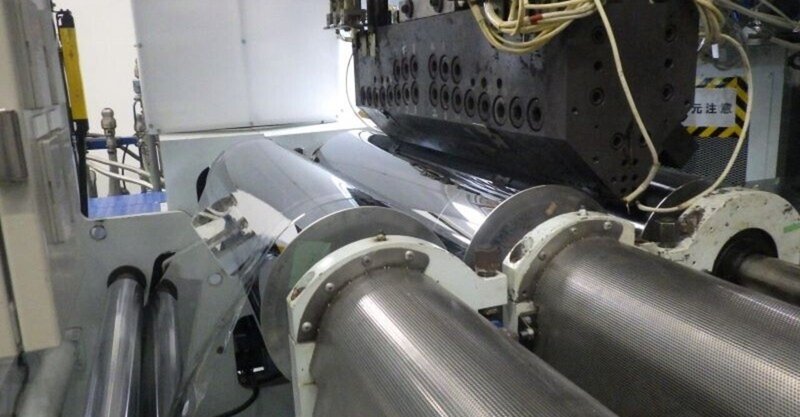
▼ロールキャスト

↑こちらの写真が、ロールキャストの状態。
2本のロールで挟みこみ、フィルムの冷却と成形を同時にしています。
▼解放状態
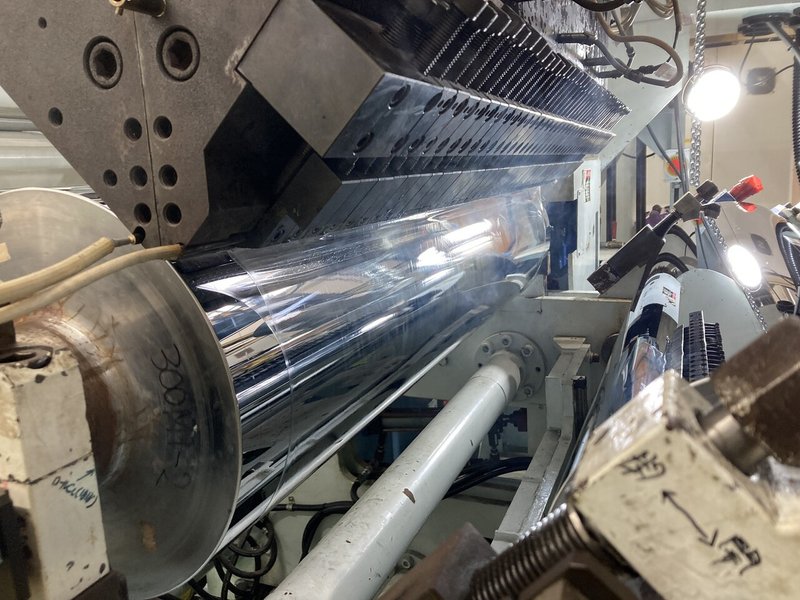
ロールで挟みこむ前は、↑画像の状態です。
ちなみに、当社では他にも色んな種類の冷却ロールを持っており、作りたいフィルムの特性や温度条件に合わせて、ロールを選んでいます。
ロールの温度コントロールも重要なので、ロール温調機も水温調式・油温調式を選ぶことができます。
(この辺りは、またの機会にご紹介します。)
▼ エアナイフ
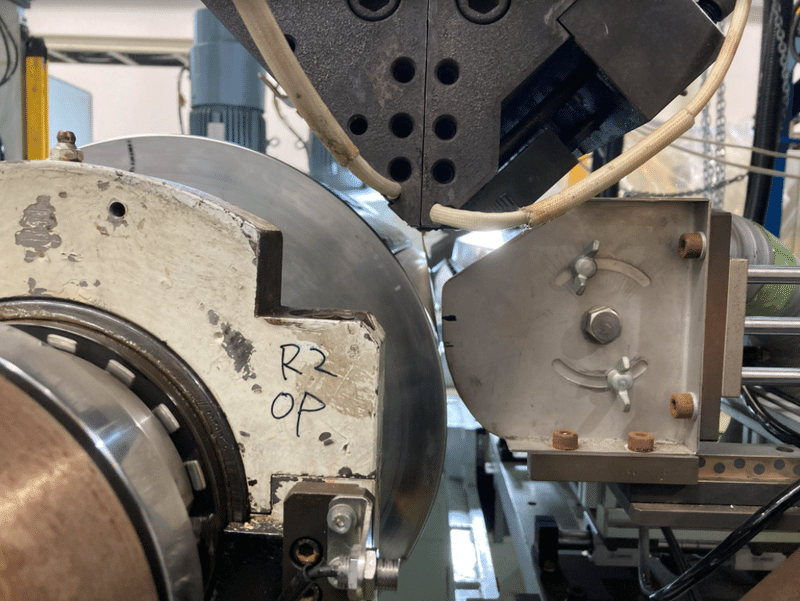
ロールキャスト(ロールで挟み込む方法)とは違って、
画像左側は金属製のロール & 右側はエアナイフのセッティングになっています。
ちなみに↑画像では、緑テープが貼ってある配管を通じて空気を送り込み、エアナイフの先端部からフィルムの端から端まで線状に且つある程度均一に空気を吐き出す構造になっています。
エアナイフが線状に空気を噴射するのに対して、
エアチャンバーは面状に空気を噴射して左側ロールへフィルムを押し当てるイメージの装置になります。(またの機会にでもご紹介したいと思います)
今回はフィルムの作り方を『冷却方法』にフォーカスして紹介しましたが、如何でしたか?
イメージできましたでしょうか?
また、ロールの種類やエアナイフ等についても今後ご紹介したいと思います!
別のNOTEの記事や下記のURLよりホームページを参照ください。
お問い合わせはこちらをクリック してください。
この記事が気に入ったらサポートをしてみませんか?