シーズンの始まり。

「今シーズンも仕込みが始まります!」というSNS発信を多く目にしますが、実際に何から始まっているのかはあまり知られていないと思います。どのような気持ちで仕込みが始まりどのようなリズムで仕事が行われているのか。特に福司の蔵ではどうなのかを伝えられたら面白いかなと思い今回は書かせていただきます。
2022年10月24日、今シーズンの新米の洗米から始まりました。仕込みの始まり人それぞれあると思いますが、個人的には《初めての洗米》からかと思っています。その洗米を始める前の「準備」として行うのが、その年に生産された原料米の搬入や米の品質チェックの一環でもある千粒重(せんりゅうじゅ)の測定という作業です。これは原料処理の担当者にお願いしています。
千粒重というのは文字通り、1000粒の重さという事ですが、玄米1000粒の重量を100%とした時、精米された白米の1000粒の重量の割合のことで、精米歩合といわれるものがこれにあたります。これを何度か行い測定し、その平均値から出されるのが「真の精米歩合」といわれるものです。
では、なぜ真の精米歩合を測定するのでしょうか?
弊社では精米を委託しています。委託先はホクレンの砂川工場ですが、大きな精米機で大量の玄米を精米機に掛けます。その際、指定した精米歩合まで削れているかどうかを判断するのは玄米の重量に対して削ったお米の重量が指定した割合に達するまで削り出荷されます。すべての粒が平均して削られていればいいですが、極端な話ですが、割れて粉々になった米と削られていないお米が混じっていても、ふるいに掛けられ残った白米の重量上の精米歩合は希望値に達しているため出荷されてしまいます。これを専門用語では「見かけの精米歩合」といいます。もちろん、ホクレンさんでも確認のため千粒重を測定して出荷されているので、弊社で測定した千粒重と大きくずれることはほとんどありませんが、信用しているから測定しなくていい問話ではありません。この測定には真の精米歩合を測定することの他にも、その年の米の重量から米粒の大きさや精米されたコメの状況を観察するのも含まれます。心白(しんぱく)と呼ばれるデンプンの塊が米の中心にあるのか?その形状は球状なのか?や発現率は?なども重要なデータとなります。
洗米が始まる
最初に行う洗米は麹用のお米からです。すべての工程の洗米に気を使いますが、麹は特にストライクゾーンが狭いため神経を使います。最初の洗米では過去の洗米データからおよその浸漬時間を予測しながら米の吸水している様子や割れなどを踏まえ仕上げていきます。
最初の洗米では、まだ他部署(麹や酛はまだないので)は忙しくないので、洗米中に様子を見に来たり、今年の米のについてのディスカッションが米を囲んで行われます。洗米のロットは10㎏単位で行い、洗米から汲水にかけてのデータをとります。

洗米に限ることではありませんが、毎年より良くすることが目標としてあり、去年と同じことをすればよいという風習がありません。去年よかったところはそのままに、成果が出なかった部分は改善するようにしています。そのため最初の仕込みでは昨年度からの微調整の部分が生じてきます。今年の洗米で言えば洗米後の糠落としのためのすすぎ方法。今年からさらに糠を落とせるように洗米担当が工夫をしていました。それに伴う動作確認、オペレーションもこの初回の洗米に含まれています。

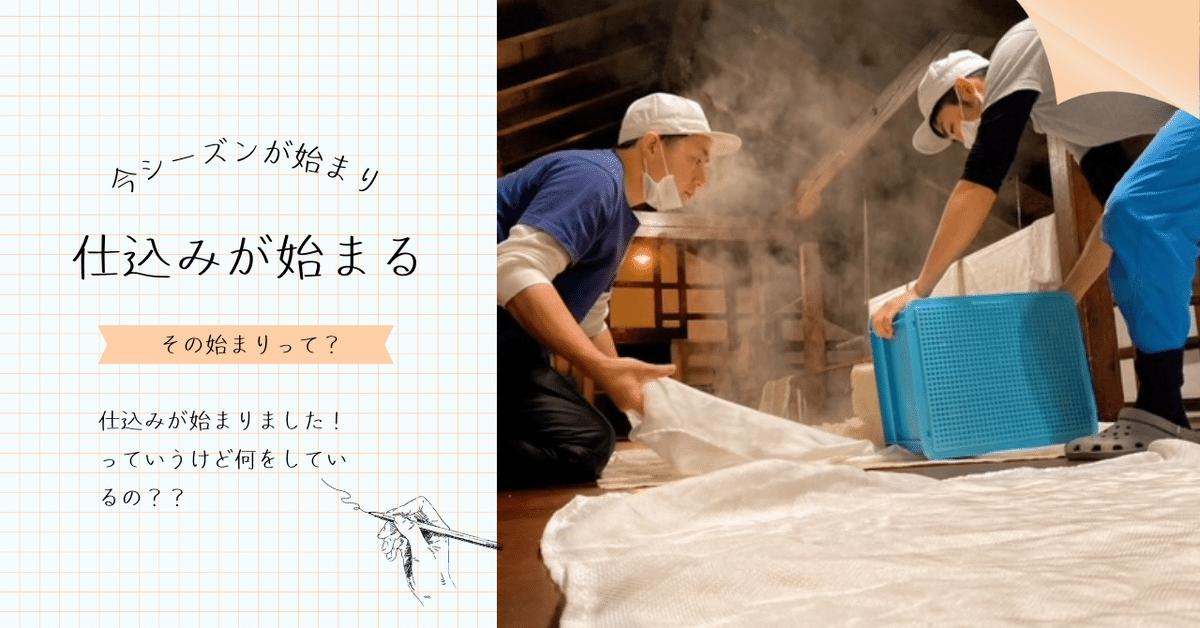
蒸上げ
洗米ではかなり神経を使って吸水量をコントロールしますが、吸水歩合はあくまで米が吸った水の量から算出された数字です。数値を合わせるという作業を行っただけであり、その年の米の質が数字からわかるわけではないので、蒸上げて使用することが肝心だと思います。
蒸上げられた米は香り、手触り、つぶれ具合、伸び方、様々な感触を試します。更に、蒸上げたときの吸水量:蒸米吸水率(むしまいきゅうすいりつ)から、過去の経験値で同量くらいの吸水で同じ品種の時の感触と記憶とデータで比較し、傾向を探る作業を行います。

過去の蒸米吸水量と米質の記憶と比較する作業は、いわゆる経験値というところでしょうか。こればかりは数をこなさなければわからないことで、どれだけの蒸米を触ってきたかが近道です。そのため社員は蒸しあがった米を手に取り、潰したり、香りをかいだり、食べたりしに甑の回りに集まってきます。また感覚と数字のすり合わせをするためにも、毎日蒸米の吸水率を全員が知れるように、すぐに計算して共有しています。

麹つくり
その年の初めての蒸米が上がり、まだ気温が高い蔵の中で自然放冷した後に麹室へと運ばれます。そこで「床もみ」という作業と麹菌の菌糸をつける「種付け」を行うのですが、その時の手触りでも米の質がいつもとどう異なるかを探ります。品温の低下の仕方、米の触り心地から米の保水力を予測したり、麹菌の繁殖の仕方や温度の張り方も比較します。こういったデータも原料処理にフィードバックされ、次回の麹つくりには吸水歩合を調整してあげてもあるのです。
酒母つくり
酒母造りでも同様で仕上がった麹と酵母、蒸米を合わせて酒母を仕込みます。最初の分析値でどれだけ糖分が出てくるかでその年の米の溶解性も見えてくるので、これも醪や麹つくりで反映しています。酒母造りの際にも蒸米の状態によって仕込み温度や管理を変えるため、数字だけでは判断できない部分が多いです。ここでも担当者の感覚を大切にしています。
それぞれの部署
吸水歩合は重量計算で算出された数字で、データ化する際に使用しますが、この数字だけでは分からない部分があります。酒造において一番怖いのは数字を信用しすぎることです。数字は、社員で作業を共有する際の指標として出る大事なデータですが、それはあくまでも数字であり、大事なことは香りや手触り、などの五感を使った感覚です。これを支えるための根拠としての数字であり、数字で酒造りをしてしまうと痛い目にあいます。私も何度も自分の感覚を信じればよかったと思ったことがあります。
経験がないとどうしても数字に頼らざるを得ない部分があるのでそのような失敗が生まれます。
とはいえ、人間の感覚は人それぞれで、優れている部分と劣っている部分があります。香り一つとっても敏感に感じ取りやすい香りなどがあるので、それぞれの意見が違ってもそれを出し合う環境を大切にしています。
各部署の担当者が意見を出し合い、ディスカッションし仮説を立てる。それに対して文献を調べみんなで解決へと導く。そうやって育み合う環境が整えられていくと思います。1つのことを多角的に見ることで1人では解決できない課題も解決へと導ける。これがチーム制の日本酒造りの利点です。
すっかり仕込みも前半戦を終えてしまいました。ここからは鑑評会出品用のお酒の仕込みが全国のお蔵さんで始まっていることでしょう。去年よりも良く、どこの蔵も技術の研鑽を行い挑みます。このnoteを書き始めたのは11月下旬位だったでしょうが、いろいろあって今まで伸びてしまいました。そして今は大吟醸酒の麹を造るために蔵に泊まり込みをしている朝、バンプオブチキンの天体観測を聞きながら書いています。今日もモチベーションを上げて安全に作業してきます!
次回の更新は仕込み最中にできるといいのですが、仕込みの様子のことか山廃の次のステージについて書きたいと思います。
この記事が参加している募集
この記事が気に入ったらサポートをしてみませんか?