
光造形3Dプリンタートラブルシューティング3:造形物がサポートから脱落する

323工房の3DオペレータJです。
光造形3Dプリンターを使っていたら発生する数々のトラブルをまとめられたらな、と思ってはじめたこの企画も3回目。
1回目と2回目は以下のリンクからご参照ください。
今回は割と発生しがちなサポートからの造形物の脱落とその原因・対処の考察をまとめたものです。
ちょうどサムネイルにもしているこの画像のような落ち方をした場合ですね。

このような問題が発生した際の原因は以下のように分類されるので、それぞれで対処していきます。
1、照射時間が短いのではないか
一応レジンボトルには目安となる照射時間が書かれている場合があり、商品ページを見ると丁寧に各機種における必要な秒数が記載されている場合があります。
しかし、状況によってこの照射時間より長めに設定した方が上手くいく場合があります。
このあと書く3番との兼ね合いもあるのですが、造形物が重くなる場合は特に照射時間は長めに設定する方が上手くいく場合があります。
2、気温が低すぎないか
レジンの温度が低すぎる場合、硬化が十分行われず脱落する場合があります。
その場合は事前に2つの方法をとる必要があります。
・レジンボトルを超音波洗浄機で温める
超音波洗浄機が3Dプリント品の周囲についたレジンを取るためにも必要ですが、加熱機能も備えていることが多いので買っておいて損はありません。
できればボトルが入って大き目の造形物が入る業務用の超音波洗浄機の方が使いやすいでしょう。
・3Dプリンターをパネルヒーターで温める
ボトルを温める方法では印刷している間に冷えてしまい、途中で脱落してしまう可能性があります。その場合は、パネルヒーターで3Dプリンターの周囲を覆うことで温度を確保する必要があります。
特に寒い冬場ですとパネルヒーターは必須ともいえます。
3、造形物が重すぎるのではないか
造形物の重量がある場合、どうしてもサポートが支えきれず落ちてしまう場合があります。
これは造形物次第ではあるのですが、もし内部までみっちりレジンを入れている場合、仕上がりは丈夫になるのですが、途中で脱落のリスクとレジンの消費量が跳ね上がってしまう問題がありますので、なるべく避けた方がよいでしょう。
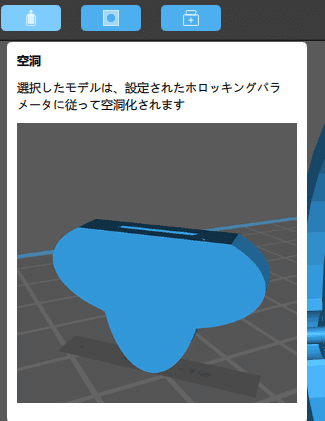
スライサーソフトには造形物を空洞にできる設定がついていることが多いので、こちらを利用して空洞化することで解決できます。
ただし、空洞化した中にレジンや空気が残っていると温度変化による膨張で造形物が壊れてしまう場合があります。
その場合、穴をあけるなどをして、空気やレジンを逃がす道を作ってあげてください。
4、FEPフィルムが痛んでいないか
もし1-3までを試してみて解決しないようであれば、LEPフィルムの劣化が考えられます。
レジンを一度ボトルに戻してフィルムを見てみると大きく傷が付いていたり、レジンが固まって残ってしまっている場合はフィルムを交換する方がよいです。
当工房的にはFEPフィルムはNova3D社製のようにモジュール化されている方がよいと思っています。
値段がちょっとお高いのですが、やはりメーカーで事前に調整されている方が自分でFEPフィルムを張るよりも長持ちするのと、交換の手間が段違いに違います。
5、それでもダメなら……
サポート部分の設定のデータ関係に問題がある場合は調整することで上手くいく場合がありますが、いよいよ本体の故障も念頭においたほうがよさそうです。
本体修理についてはまた別途記事を記載する予定です。
この記事が気に入ったらサポートをしてみませんか?