ABSを抑え込め![FDM 3Dプリント]

「ABSの3Dプリントは大変だ。」
3Dプリンタユーザーミーティングという会を主催しているのですが、その際にフィラメントや造形品の交換会も行っています。
そこで、その方のプリンターでは印刷できなかったというサインスマートのABSを頂きました。うちでも印刷しようとしたのですが、以前別のABSで印刷していた印刷条件ではベッドに定着しなかったり、反りや剥がれて失敗するなどの問題が発生し、条件出しに追われました。
というわけで、ABSはなぜ反り、どうやってプリントするかというテクニックをまとめておこうと思います。
ABSはなぜ反る
ABSの印刷が難しいのは『ABSの成形収縮率が大きい』からというのが一般的に言われる理由です。
ABSの成型収縮率は出典により多少異なりますが、0.4~0.9%程度と言われます。一方PLAは0.3~0.5%程度です。しかし、成型収縮率はほぼ倍ですが、印刷は倍以上難しいように感じている人が多いと思います。
なぜABSの印刷は難しいのでしょう?
ガラス転移温度が違う
PLAとABSの印刷上の違いはガラス転移温度にもあります。ガラス転移温度は固体状の樹脂が液体に変化する境目の温度です。
PLAは55℃程度、ABSは80~120℃程度になります。40℃以上の温度差があります。
そしてABSはアクリロニトリル 、ブタジエン 、スチレンを混合した樹脂なのでその配合率や添加剤によってガラス転移温度は大きく温度は変化します。
つまりABS樹脂のブランドによってガラス転移温度や耐熱温度には大きな差があり、ABSのブランドによって反りやすさが大きく違います。
各ブランドのガラス転移温度や耐熱温度を比較してみると、印刷しやすさの目安になります。
ガラス転移温度をゆっくりと通過すれば反りにくい
ガラス転移温度を境に樹脂は大きく収縮します。温度の高い液体の状態から温度の低い個体の状態に変化する際に大きく体積が減るのは理科の時間に習った通りです。ガラス転移温度をゆっくりと通過すればまだ柔らかい部分に収縮が逃げることができたりして収縮力が緩和されます。
しかし、ガラス転移温度を素早く通過するように冷却された場合は積層中のレイヤー全体が一気に収縮しようとします。
局所的にでも収縮力を受け止められなければ、そこから剥がれがおき、そこをきっかけに反りはひどくなります。
ABSはガラス転移温度を素早く通過する
ガラス転移温度付近での冷却速度を決める大きなパラメーターは印刷物周辺の空気の温度(室温)とガラス転移温度の差です。
PLAの場合は室温が20℃、ベッド温度が55℃、ノズル温度は200℃が標準的なところでしょう。(ベッド温度はガラス転移温度程度にすることが多いでしょう。)
この場合はPLAは55℃-20℃=35℃です。
ではABSの場合は?
仮に室温20℃、ベッドが100℃、ノズルが230℃で印刷するとすると
ABSは100℃-20℃=80℃となります。
ABSのブランドによってはもっと温度差があるかもしれません。
室温20℃の条件ではカラス転移温度を通過して樹脂が固まるまでの時間はABSの場合2倍以上短いという事になります。
なるほど、成形収縮率以上にプリントが難しいわけです。
ABSのガラス転移温度をゆっくり通過させるには
一つはヒートベッドの温度をガラス転移温度よりかなり高い温度にすることですがこれはあまりうまくいきません。
第1に、それでは印刷物の下の部分が軟化してしまい、オーバーハングがあった場合に困ります。
それにベッドからの熱量は、印刷が進みノズルとベッドが離れるほど届きにくくなります。結果、背の高い印刷レイヤーほど、冷えるのが早くなります。
非常に薄い印刷物なら良いですが、これでは印刷物の高さがあるときに反りやすいのは変わりません。
結局、最も有効な対策は印刷物の周辺の空気の温度を上げてやることです。
周辺の空気の温度が65℃になれば、ABSのガラス転移温度との差はPLAを室温で印刷するのと同程度になります。
ABSの印刷時にケースや庫内温度調整用のヒーターがあるのはそういう理由です。
印刷物の周辺の気温を上げるには
サウナに住んでいるわけでは無いなら、プリンターの囲いが必要です。
大きな熱源としてヒートベッドのヒーターがあるので、その熱を逃がさなければかなり温度を上げられます。
そのために熱を逃がさないようにうまく囲いを作りましょう。
①できるだけ囲いは小さく作る。
温めたいのは印刷中の印刷物の周りであって、プリンター本体ではありません。ステッピングモーターや制御基板、電源などは高温になるとトラブルや故障する場合があります。
ですので可能ならプリントエリア+αぐらいの囲いを作りましょう。
全体を覆うケースに追加でプリントエリアの端に仕切りを立てるなどしても効果があります。
②温風の出口を塞ぐ
温かい空気は上に登っていきます。
囲いの上部を塞ぐことができるなら塞ぎましょう。
手持ちのANYCUBIC 4MaxProではフィラメントの入り口を狭めています。

③輻射熱を利用する。
アルミの表面は熱線を反射します。
ですのでエクストルーダーヘッドの底面や囲いの上面・側面にアルミテープやエマージェンシーシートを張りこむことで、ベッドからの輻射熱を照り返して庫内や印刷物に当ててやることができます。

根本的な定着力を上げる
ABSの収縮力を弱くするために庫内の温度を上げますが、最終的には定着力とABSの収縮力との戦いです。
ベッドと一層目の間の定着力を上げることも反り対策になります。
定着力を上げるには様々な方法があります。
ベッドを清掃する
きちんとベッドを清掃しておきましょう。
指から移った油分や前回印刷した時のノリや残滓はベッドと一層目の間に挟まり、定着力を低下させます。
ベッドの素材にもよりますが、水拭きやIPAでのふき取りなどを行いましょう。
ノリを塗る
掃除が面倒なのであまりお勧めはしませんが、追加の定着材としてシワなしPitを塗ったり、ケープ3Dを吹きかける方法があります。
それ以外にMagigooなどの専用の糊などもあります。
テクスチャ付きベッドを使う
テクスチャ付きのざらつきのあるベッドは一般的に高めの定着力を発揮します。ざらざらしている分、表面積が増え、ミクロには斜めの面があるので引き剝がしに強くなります。
一般的にくさび効果と呼ばれる効果です。
PEI(ポリエーテルイミド、カプトン)シートを張り付けている場合は表面を800番程度の紙やすりで複数の方向から水研ぎしてやると定着が改善します。
ノズル温度とベッド温度を上げる
ノズルの温度とヒートベッドの温度は定着力に大きく影響します。
最も簡単な方法ですが、ノズル温度とベッド温度を上げましょう。
特に一層目のノズル温度を高めにすると一層目の定着力が上がります。
ヒートベッドの昇温能力が足りない場合があるかもしれません。
ヒートベッドの裏から逃げる熱を減らせば、高い温度を設定できます。
フィラメントの吸湿を防ぐ/乾燥させる
意外と盲点なのがコレです。買った当初は良かったのに、いつの間によく失敗するという場合等はフィラメントを乾燥させましょう。
PLAもABSもPETGも吸湿します。
袋から取り出し、乾燥せずおいておくと、約0.4%~1%程吸湿するといわれます。
フィラメントに水分が含まれていると、その水分を蒸発させるためにノズルヒーターの熱量が使われてしまい、実際の樹脂の温度が下がってしまいます。
またノズル内で樹脂が沸騰することになるので、樹脂が発砲しノズル先端から樹脂が漏れて糸引きになったり、ベッドの間や樹脂の層同士の定着力が低下します。
印刷前に乾燥させるか、湿気を通さない密閉容器に保存するなどしておきましょう。
スライスの工夫
スライス設定でもかなり工夫の余地があります。
たくさんの対策を複合的に実施する必要があるかもしれません。
ぜひ物的な対策と、スライス設定を合わせて対応しましょう。
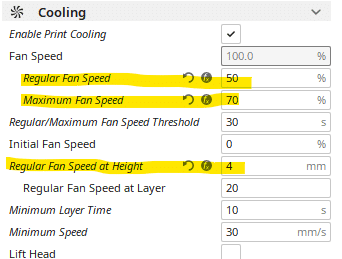
レイヤー冷却ファンの風量を調整する
レイヤー冷却ファンはかなり大きく反りに影響します。
冷却風を強く吹き付ければガラス転移温度を素早く通過することになります。
冷却の設定でレイヤー冷却ファンを止めることができるなら、一度完全に止めて印刷をしてみてください。
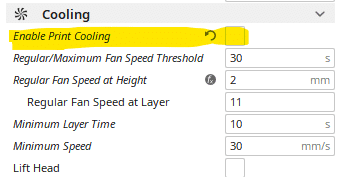
オーバーハングの少ない形状なら完全に止めるかギリギリ回る程度の風量で十分印刷ができる場合が多いと思います。
初めの数層は冷却ファンを止めてしまうのも効果があります。
サポート設定の中に、サポートスキンを印刷する際だけファンスピードを強くするオプションがあります。うまく利用するとオーバーハング及びサポート面付近だけを冷却することができます。

ブリムやラフトを使う
ブリムやラフトは定着面積を広げて反りを防ぐとともに、ベッドからの熱を印刷物側へ伝えたり、上昇気流を抑えて冷えづらくする機能があります。
ドラフトシールドを使う
ドラフトシールドという印刷物の周囲を覆い、冷却風のシールドを作る機能があります。
うまく印刷できそうですか?ぜひご購入やサポートを!
ご購入いただけると、記事を更新した際の通知が届きます。
サポートを頂けるととてもうれしくて新しい記事を書く可能性が高まります!
ここから先は
¥ 500
記事をサポートしていただくと、一層のやる気と遊び心を発揮して新しい記事をすぐに書いたり、3Dプリントを購入してレビューしたりしちゃうかもしれません。