
自作ペットボトルフィラメント製造機「フィラメント巻い太郎」の作り方

3Dプリンタで使用するフィラメントをペットボトルから作れるというのは、聞いたことがあるかもしれません。
でもハードル高そうで躊躇している方も少なくないのでは?
私もそうでした。電気電子の知識はありませんし、ただ「フィラメント高いから安く作れないか!」だけでチャレンジしましたが、実はプログラミングも不要で、マイコンとか難しいものは使わず、予算は5~6千円。アマゾンなどで買い集めた部品や基盤を並べてやることで割と簡単にできちゃったので紹介します。
要点だけを書いています、細かいところまで書いてません。
作りたい人が多く、少しでも早くご紹介したいという思いもあり稚拙な記事で抜けてたり、行間も読む必要がありますが、早めに公開することにしました。
少しずつでも分かりやすく編集していくつもりです(つもり)
【紹介】ペットボトルフィラメント製造機の概要
どんなものか?
まず下の動画を見てイメージを持ってください。
面白い!と思った方はきっと作れます、ふ~んで終わった方もチャレンジしてもらえると嬉しいです。
1.コンセプト
「誰でも」「簡単に」を中心においています。
したがって、作りもシンプルです。
もっとこうすれば綺麗にとか楽にとかありますが、「誰でも」「簡単に」を逸脱しそうな場合は、あえてそのままにしています。それゆえ完璧で美しい装置ではないかもしれませんが、個人で使うには十分なんです。

海辺に流れついている誰かが「捨てた」ペットボトルを個人で再利用してフィラメントが出来上がり、他の物に生まれ変わる。
ゴミの取り合いになるなんて素敵ですよね。
2.概要

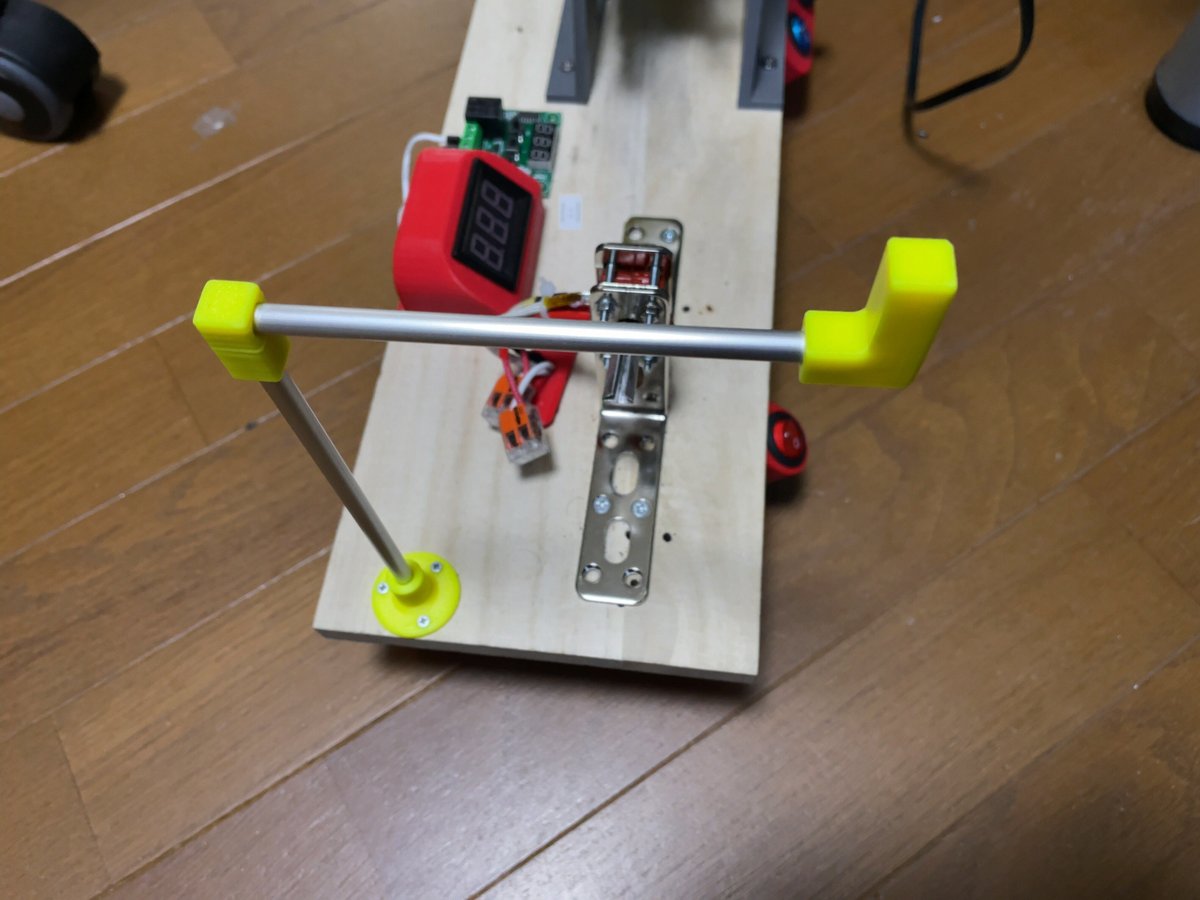
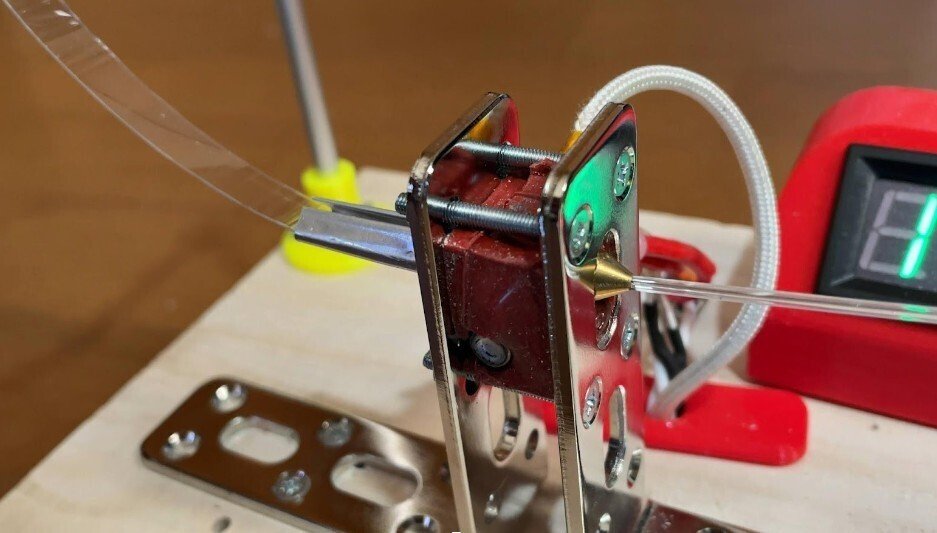
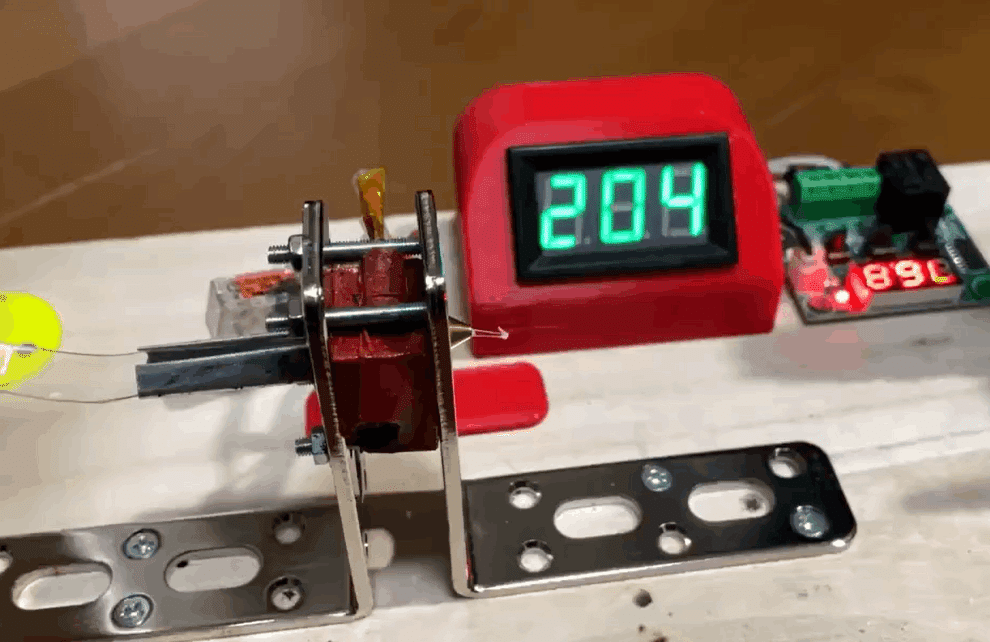
この写真の様に構造はいたってシンプル。
左側に巻いてあるペットボトルリボンを熱したノズルを通して丸く成形しながら観覧車みたいな巻き取り機に巻き付けていきます。
大きくは、熱して変形させる部分と、巻き取り部の2つで構成されています。
※右端はペットボトルをリボン状にカットする部分
これだけで、500mlのペットボトル1本で3~4m(20gぐらい)のフィラメントを作ることができます。
<重要>
作る前に「10.3Dプリンタで使う」の項に出力条件を書いています。
これに対応できる3Dプリンタであることを確認してください。
<注意>
まだまだ発展途上のプロジェクトですので、不具合も多いと思います。
日々細かいところを改善しながら作っていますので、公開内容はそれも含めて楽しんで頂ける方向けに作成しています。
したがって、あまり詳細の説明はしていませんし、省略しているところも多々ありますが、その代わり全て自由に使ってください。

作者及びライセンス表記、非営利、改変可
メルカリなどで販売されている方がいらっしゃる様ですが、当方とは無関係です。
少しでも多くの方が楽しめますように
3.購入部品リスト
■主なパーツリスト
リンクは参考です、同等製品であれば他の物でも構いません。
もちろんご自宅で眠っているものがあればそれでもOKです。
12V 10A 電源 1個
ヒータ、モータの電源として使用します。
温度コントローラボード 1個
ノズルの温度を管理します。
1N5408ダイオード 1個
W1209 は最大110 °C までしかコントロールできません。このダイオードを使用することで、250 °C まで使用できるように温度を騙してあげます。
※複数個セットで販売されていますが、1個のみの使用です。
ヒートブロック・ノズル・サーミスタ・ヒータ 1セット
ヒータは12V 40W
下のリンクはMK8ですがV6でも一般的に3Dプリンタで使用され12V 40Wであれば何でもOKです。
ギアモーター 1個
フィラメントを高トルク低速で巻き取ります。
12V 7RPMを選択して下さい。
スピードコントローラ 1個
ギアモータの速度をコントロールし、巻き取り速度を調整します。
ロッカースイッチ2個
110V、24V電源用で各1個使用します。110V2個あればOK
色、形はお好きなものをどうぞ。
インサートナット 12個
3Dプリントしたパーツに半田ごてを使って熱で埋込んで使用するナットです、非常に便利なパーツなので使ったことない方も是非使ってみてください。使い方がググってください。
※サンプルのプリントパーツを使用するのであれば必要。
M3 OD 5mm Length 4mm
608ZZベアリング 2個
巻き取りスプールの軸受けで使用します。
ボールベアリング 内径8×外径22×幅7mm 608ZZ
デジタル温度計(任意ですが、ほぼ必須)
ダイオードで温度コントローラを騙して使ってるので温度表示が狂ってしまい実際の温度がわかりません、それを測るために別途K型熱電対を使ったデジタル温度計です。
センサー部分をヒートブロックに針金で巻き付けて使っています。
ご自分で選ぶ場合は最高300℃以上まで測定出来るものを選んでください。
自転車の空気入れバルブ
炭酸飲料のペットボトルは比較的形状が丸く扱いやすいですが、お茶やジュース類のボトルは持ちやすい様に凸凹したり、中央部が絞ってあったりするので、カットする前にそれを丸く成形してあげる必要があります。
詳しくはフィラメント製造手順の項を参照ください。
その他
これらはパーツは使用する、部品、好み、センスによって変わるので
指定品はありません。作りながらホムセンで悩むのも楽しんでください。
・ベース木版 500x150x20ぐらい 1枚
・L字クランプ 2個 ヒートブロック固定(ステンレス推奨)
・M8x100 ボルト 1本・ナット1・ワッシャ4枚 巻き取りリール固定用
・M3x15 ボルト・ナット・ワッシャ
4セット ヒートブロックをL字クランへ固定用
・M3x10 タッピングビス 30本程度 ベース木板にいろいろ固定用
・M3x6 ビス 8本 スプール組立、カッター刃の押え
・M3 ワッシャ 16個 カッター刃押えの高さ調整用
・M3x10 化粧ビス スプールのフィラメント止め、モータスライド固定
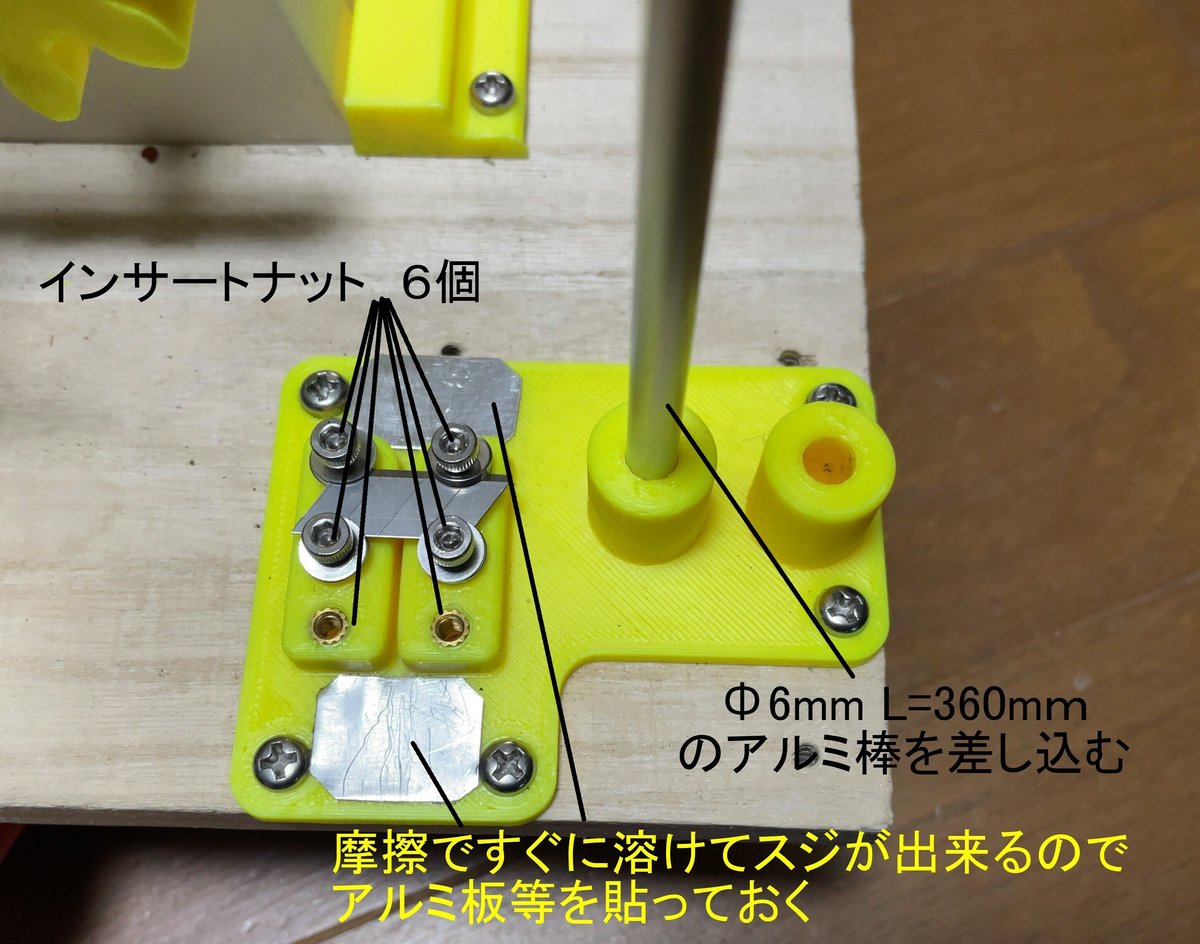
・Φ6アルミ棒 1m
・アルミ板 t0.6~1.0程度 100x100あればOK 予熱板、カッターの摩耗防止
・カッターナイフの刃
・ケーブルやコネクタ類
4.プリントパーツと組立
ファイルは直接スライサーで開くことは出来ない、Fusion360などの3D-CADソフトで編集可能なStep形式で公開しています。
微妙な形状変更や、お持ちのパーツに合わせて使いやすい様に変更して下さい。
※PrusaSlicerでは、直接開いてプリントする事が可能です。
(stlファイル欲しいですか?)
ABS前提で設計しています。シェル3以上、インフィル20%以上推奨
フィラメント巻取り部



小さい歯車は、モータの軸に差し込みます。
きつく作ってあるのでプラスチックハンマーなどで優しく叩いて入れます。
材料ハンガー部
巻取りモーター部
巻取りのモータを固定するパーツです、スライドレールをベースに固定し、モータを前後にスライドさせて固定します。完成したフィラメントを外す時にはモータを後ろにスライドさせます。
フィラメント巻き取りスプールのギアと、モータのギアが噛み合う位置に固定してください(あまりギリギリを攻めずに少しガタツキがある程度でOK)
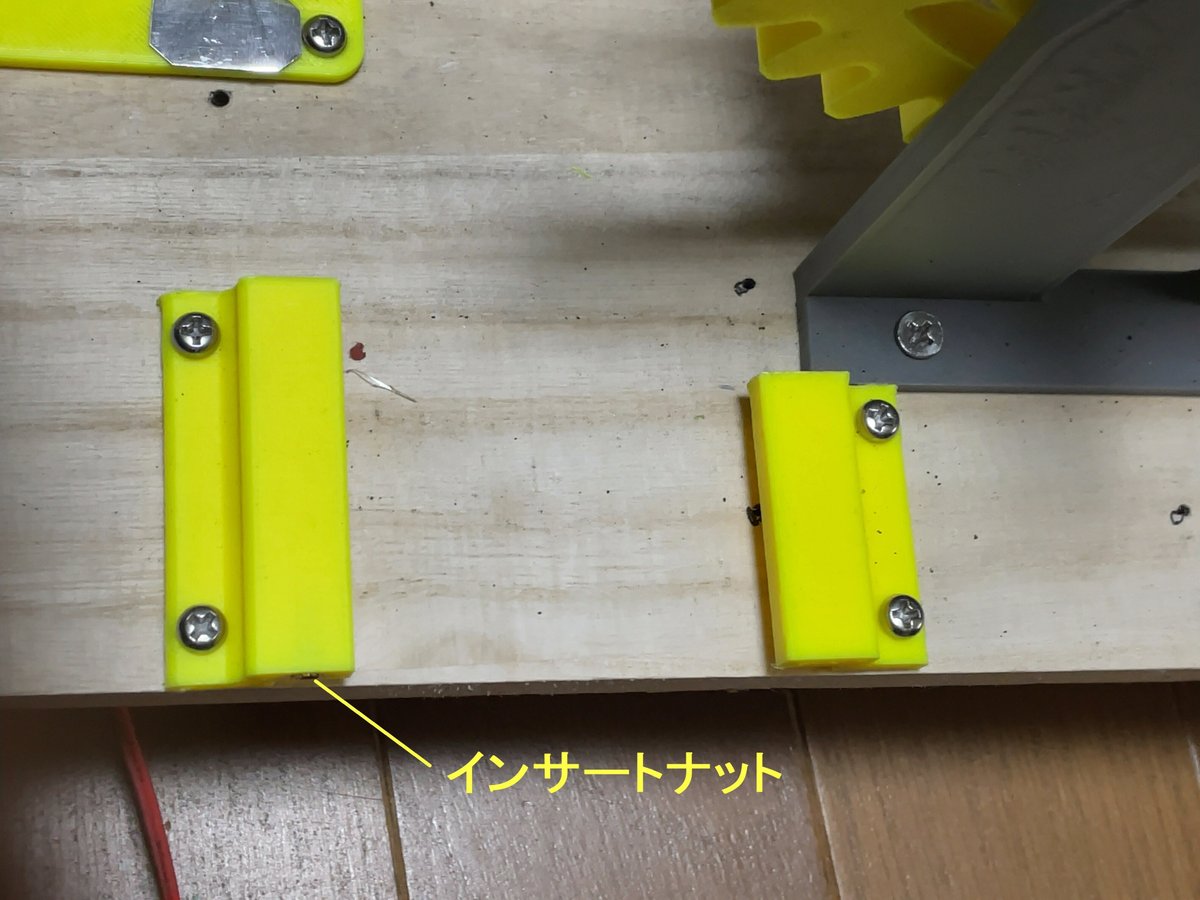
インサートナットを埋め込み、ギアが噛み合う位置を決めモータマウントがスライド出来る様に
M3x10タッピングビス4本で固定

モータがずれない様に固定

(モータを後ろにずらさないとスプールは回りません)
ペットボトルカッター部

ワッシャの間に折ったカッターナイフの刃を挟んで固定、刃を挟む位置でカット幅を調整する。
大きな刃の場合は上の写真下側のネジ穴を使う
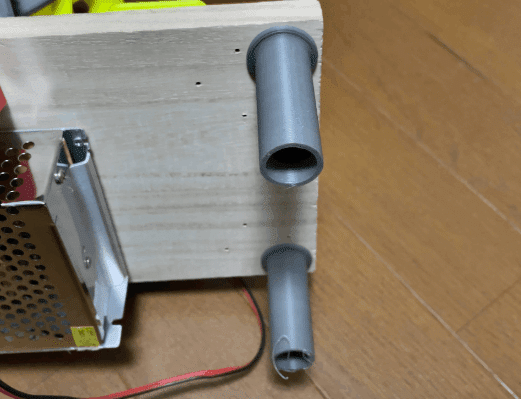
ベースの足(最低4個必要)
ベースになる木板の足です。穴の中からM3x10のタッピングビスで固定します。
※これ以外に、スイッチ類の固定、追加温度計の固定パーツも必要です
(そのうち追記するかも)
5.電気部品と配線
温度コントローラ
ノズルの温度を制御する部分です。本来この温度コントローラボードは-50-110℃を制御するものですが、サーミスタの途中に1N508ダイオードを挟むことで250℃まで制御できるようになります。
3桁のLED表示が「LLL」になった場合は、極性を変更してみてください。

モータとスピードコントローラ
出来上がったフィラメントを巻き取るモータのスピードを調整します。
あまり早く巻きすぎると急激に冷やされせっかく丸まったPETフィラメントが開いてしまい直径が変わってしまうので、ゆっくり目で!
実際に作業しながら目視確認し調整してください。
※後日気が付いたのですが、スピードコントローラ自体にスイッチがついていた(最小まで回すとカチッ!と切れる)ので、電源スイッチ不要ですね。。。

電源
電源は60W以上を使用してください。(120W推奨)
スイッチなどのパーツも110V 5A以上対応のパーツを使用すること

6.温度コントローラの設定

初期設定
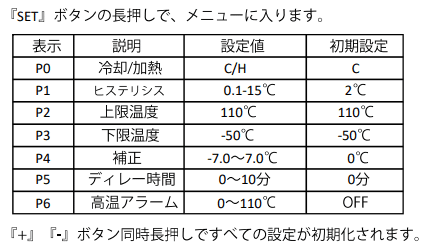
・「SET」ボタンを「P0」と表示されるまで約5秒長押しする(設定モード)
・「+」「-」ボタンでP0~P6を切り替えることができます。
・「P0」が表示されているときに「SET」を押して「+」ボタンを押すと「C」と「H」が交互に表示されるので「H」表示にします
・再度「SET」ボタンを押します。
・「+」「-」ボタンで「P1」を表示させ「SET」を押します
・「+」「-」ボタンで「0.1」に設定し「SET」を押します。
・そのまま無操作が5秒続くと自動的に設定モードを終了し、「ー〇〇」という表示に変わります(〇〇は数字)
もし「LLL」という表示になった場合には、サーミスタの極性を変更してみてください。
<解説>
「P0」:ヒートモード「H」とコールドモード「C」を切り替えます。フィラメントの場合は温めるのでヒートモードにします。
「P1」:ヒータオンオフの閾値を決めます。
注意:電源を入れると「-〇〇℃」(氷点下)が表示されますが、正常です。 前述したように、このコントローラは通常-50℃~110℃までを制御するものですが、サーミスタの途中に入れたダイオードによって、250℃まで使える様に騙しています、その結果表示される温度は実際の温度とは異なるので注意してください。
(部品リストに「任意」で書いた温度計をつければ実際の温度は見れます)
「P1」のデフォルトは2度ですが、前述した様にダイオードで温度を騙しているのでそのままでは±20℃ぐらい温度が暴れるためフィラメント品質が安定しません。私は「0.1℃」に設定してます。それでも±5度ぐらい暴れます。
参考(その他の設定項目:P0,P1以外はデフォルトでOKです)
温度設定
デフォルトの昇温温度を設定します。
※設定中にヒータが熱くなるので、燃えやすいものの近くで行わない。
火傷に注意。
温度コントローラの「SET」を押して「+」「ー」ボタンで温度を「70」に設定します。
(重要:この設定温度は使用する温度コントローラや、サーミスタによって変わります。実温度が195-210℃ぐらいがベストですが、出来具合を見ながら調整して下さい)
すると直ぐにヒーターが熱くなり昇温が始まりコントローラ基盤の数字が「〇〇℃」からどんどん上がっていきます。
設定した70を超えると、ヒータが自動で切れ、低くなると自動でオンになり設定温度を維持しようとします。
しかし簡易的な温度ヒータなので、±5~10℃ぐらいは温度が上下しますがそれが正常です。
設定が「70」の場合、実際の温度は205℃程度、通常はこれでOKですが実際に使用してみて
・フィラメントが透明ではなく白く濁った感じになれば温度を「低く」。
・引き抵抗が大きくて引き出せなかったり、ノズルから出たあとに丸まったフィラメントが開いてしまう様なら温度を「高く」してみてください。
7.ノズルの加工
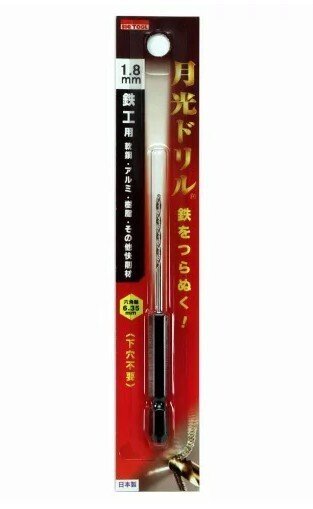
フィラメント径は1.75mmが一般的ですので、それ用にノズルを加工し穴を拡げます。特にドリルやボール盤などの工具は不要です。
私は下の1.8mmドリルビットを購入(500円程度)し、それを指でグリグリ回して穴を拡げました。真鍮なので割と簡単に加工できます。
穴径は悩みましたが、ペットボトルを引っ張りながらフィラメント化するからなのか、1.8mmのノズル径でも1.65-1.70mmぐらいのフィラメントが出てくるので1.8mmで正解だと思っています。
径が1.75mmより細い場合には、スライサーでフローを増やして対応できますが、逆に太すぎるとエクストルーダやテフロンチューブで容易に詰まってしまうので、直径は「細い方」が良さそうです。


8.吐出部の組み立て
予熱板の製作と取付け
必須ではありませんが、ヒートブロックに入る前に予熱してあげることで変形しやすくなり、速度向上、品質向上、引っ張りトルクの軽減と格段に性能が向上するので是非取り付けてください。
ホムセンや100均で買ってきたアルミ板を下の図面を参考に切り取って折り曲げます。寸法は厳格ではありません大体でOKです。
A部、B部は使用するヒートブロックに現物合わせ下の写真を参考に寸法を決めてください。



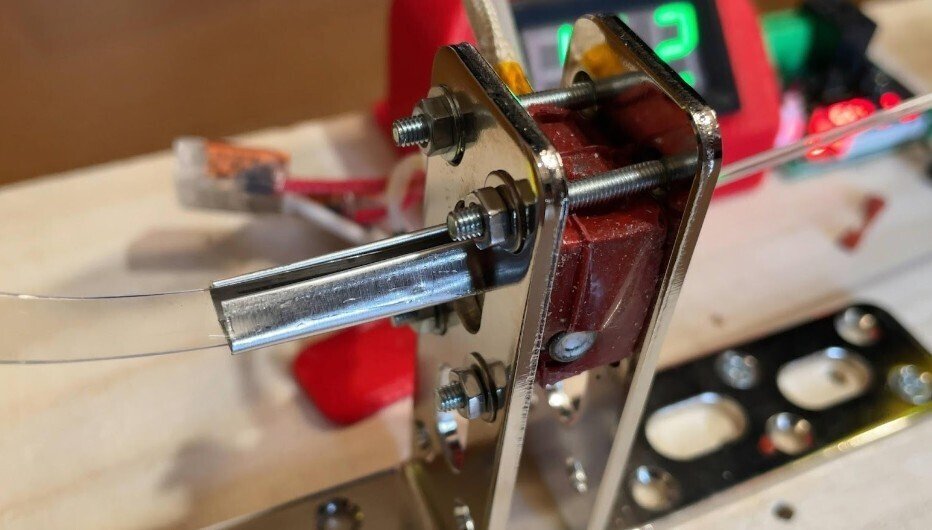
ヒートブロック部
ヒートブロックにサーミスタ、ヒーターを差し込んで固定、そしてノズルをねじ込みます。
予熱板と、ペットボトルリボンの入り口が合うように予熱板を曲げ曲げして位置を調整し写真の様にぴったりくっつく様にします。

ホムセンなどで入手したL字クランプ2個を使って下の写真の様にヒートブロックを前後から挟み込みベースに固定し、両サイドからヒートブロックと予熱板をM3ビス、ナットで挟んでしっかり固定します。
L字クランプはペットボトルの入り口、出口が確保できる穴が開いているものが必須。
巻き取り機方向に向けてかなり大きな力で引っ張られるのでステンレスなどしっかりした材料で曲がったり動いたりしない様に固定してください。
ヒートブロックにシリコンをかぶせている写真です。
9.フィラメント製造手順
ペットボトルの前準備
形状が綺麗な丸いペットボトルであれば、この部分は不要です、しかし大部分のペットボトルは手で持ちやすい様に凸凹しています。
そのままでは綺麗にカットできないため、まず凸凹を滑らかにする事が必要です。
具体的にはペットボトルに空気を入れて内部の圧力を上げ、ガスコンロなどで温めてあげる事でそれを実現しています。
やり方はいろいろあると思いますが、以下で一例を紹介します
※内圧を上げないで温めると1/3ぐらいに縮んでしまいます。
・空気バルブの製作
ペットボトルキャップの真ん中に自転車の空気バルブを固定します。
私は3Dプリンタでバルブの固定パーツを作り下の写真の様に作りました。
空気が漏れない様にガスケットメーカーを使って密封していますが、シリコンコーキング材や、もっとお手軽な方法で密封できるかもしれないのでホムセンを眺めてみてください。
キャップはPP材なので、PP対応のボンドがあればそれでもいいかもしれません。他に何かいい方法があれば教えてください。
※多少漏れても大丈夫、漏れたら追加で入れるだけなので!
※3Dデータはサンプルなので、使用するパーツに合わせて改変してください。
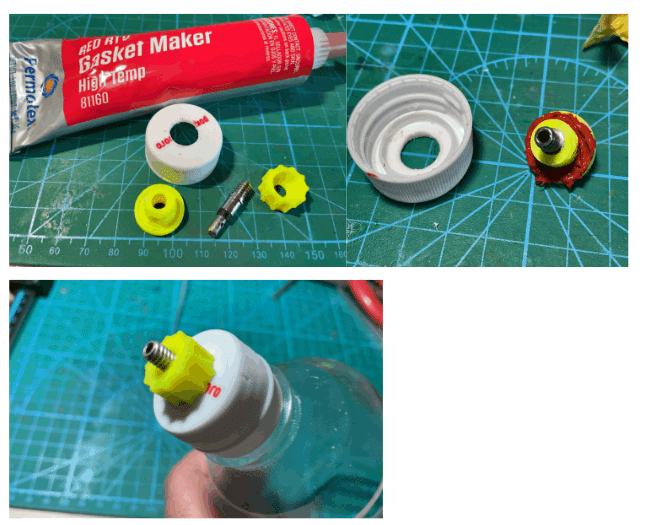
キャップができたら自転車の空気入れで空気を入れます。
良い感じでパンパンにして破裂させないように注意。
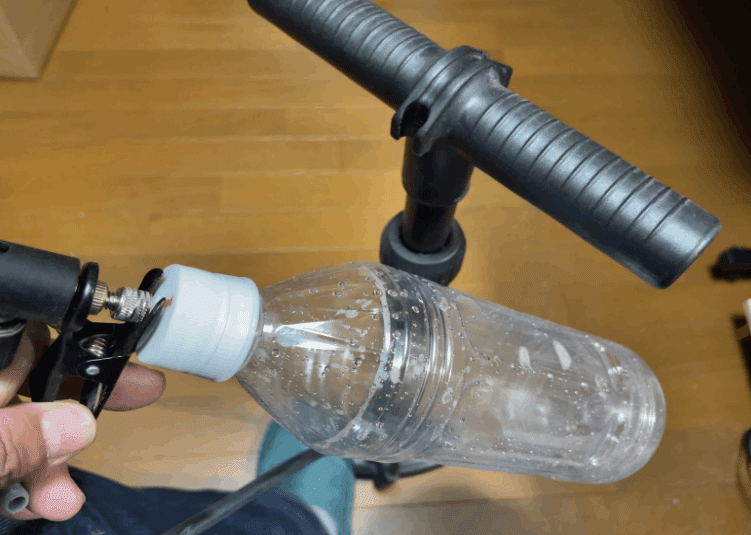
ぐるぐる回しながらガスコンロで温めるとすぐに膨らんで凹凸がなくなってきます。
※火傷注意!
※同じ場所を温め続けると破れて破裂する可能性があるので、必ず回しながら均等に温めてください!

凹凸が目立たなくなればOKです(写真はもう少しかな)

ペットボトルのカット
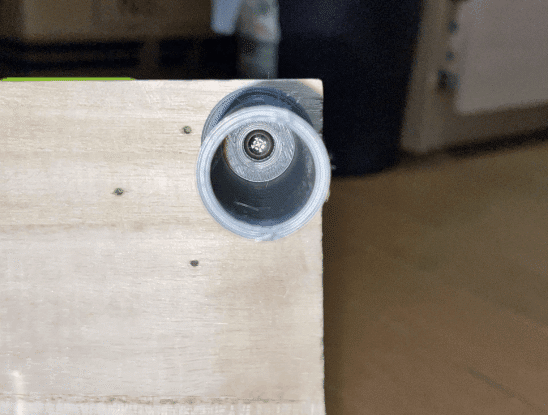
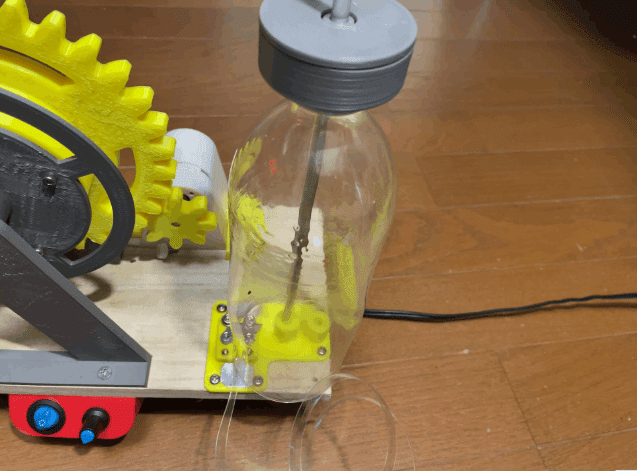
ペットボトルをリボン状にするために、底面をハサミなどで切り取りったあと、少しだけリボン状にカットしたあと、ペットボトルカッターにセットして手で引っ張っていきます。
この時、上から軽く押さえながら引くことで幅を一定にすることができるので、私は自作の重りを上に置いてます。
(写真グレーの丸いパーツ、中に鉛が入ってる)
空いた手で軽く押さえながらでもOK。
いよいよフィラメント化手順
一番上で紹介したビデオを見るのが一番わかりやすいですが、カットしたペットボトルの先端をハサミ等で細くします。1.5mmの幅で30mmぐらい細く切ってある部分があると作業しやすいです。

材料ホルダに掛けて、細く切った部分を後ろから入れてノズルの先端から10mmぐらい先端が顔を出すようにします。

リボンの先端が顔を出したら、メイン電源のスイッチを入れます。
直ぐにヒータが熱くなり始めます。
温度が設定温度まで上がったら、ペンチなどで先端を引っ張って巻き取り装置までもっていきます。

引っ張ったフィラメントの先端をスプールから外側に出し、化粧ネジでしっかりガッチリ止めます。
巻き取りモータの電源を入れて、スピードコントローラを回すとモータが回りだし、巻き取りが始まります。
最初は、ゆっくりからスタートして様子を見てください、安定して巻ける様であれば少しずつ速度を上げて最適な速度を探ってください。
早すぎる場合、フィラメントが十分に形状変化する前にノズルから出てしまうので開いてしまう事があります、更にノズルの抵抗にトルクが勝ってしまうと破断する場合もがあるので注意しながら速度と温度を調整して最適な設定値を探ってください。
500mlのペットボトルが約10分ぐらいで3~4mのフィラメントになります!
10.3Dプリンタで使う
ペットボトルフィラメントを使用する際の印刷条件です。
この値を参考に設定し、必要に応じて増減させてください。
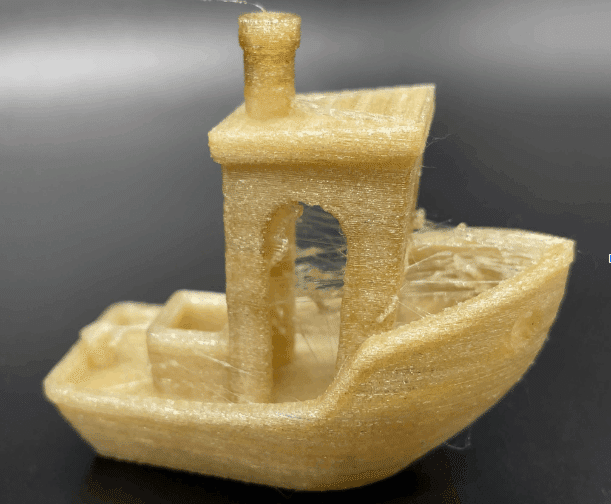
・ノズル温度 250(または285度)
出力してみるとわかるのですが、どうやら特性の違う最低2種類のPETがありありそうです。
250度ですんなりキレイに出力できるPETと、吐出出来ない、すぐに詰まってしまうPETがあります。
詰まる場合、高確率でヒートクリープを起こし、ヒートブレイクの中で詰まってしまいます。そういうPETだと思ったら、思い切って285度ぐらいまで上げてみて下さい。
※240度程度では吐出できません
※また、ボーデンチューブがノズルに接しているタイプの3Dプリンタの場合、チューブが炭化する可能性がある温度なので、オールメタルホットエンドの機種推奨(必須)です。
・ベッド温度 70度
・フロー(吐出量/射出率) 110-120%
※使用するペットボトルの種類によって変わるので一概には言えませんが
炭酸など厚め(硬め)のものなら100%でもOK。
ミネラルウォーターや2Lウーロン茶など柔らかい物なら120%を目安に調整して下さい。
設定は各スライサーで行います。
・エクストルーダの押さえバネを強めにする
※直径が通常のフィラメントより細くなるのと、表面が滑りやすいので思いっきり強くしておいてください
これ割と重要です!

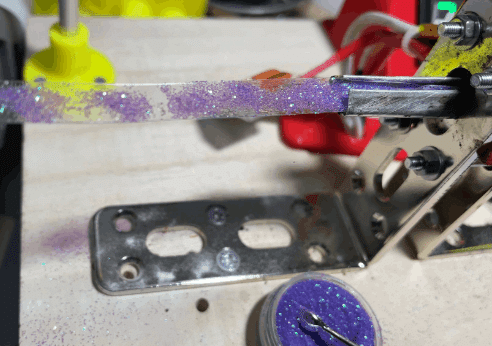
11.応用(混ぜ混ぜ編)
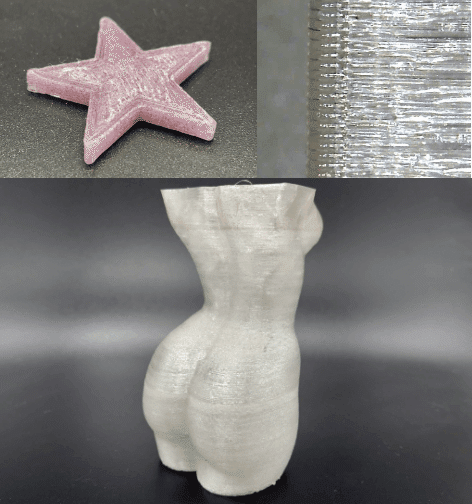
自分でフィラメントが作れるという事はオリジナルフィラメント作り放題です。
写真は100均で買ってきた「ラメパウダー」を混ぜ込んだフィラメントを作っています。
過去には、竹炭粉、コーヒー、鹿の骨の粉末、蓄光パウダーなどを混ぜ込んだオリジナルフィラメントを作ってきました。
油性ペンで色を塗ってあげれば、カラーフィラメントも簡単にできますね!
不純物混ぜ放題ですので、色、香り、味、強度等をお好みで調整しすごいオリジナルフィラメントができたら是非教えてください。
12.参考
参考まで、Discordのコミュニティで説明した資料から一部抜粋したものを置いておきます、フィラメントのカット幅と形状、温度、応用なども書いてあります。
もしリンク切れ等で見れない場合は、その下のpdfファイルを参照ください
(同じ資料です!)
13.最後に
この例は、出来るだけ身近にあるもので「誰でも」作れるように最低限の機能と作り方を紹介しています。
もちろんこのまま使っても良いですし、好きな人は気が済むまで自分の工夫を織り込んでどんどん良くすることも出来ます。
それぞれのやり方でペットボトルフィラメント製造を楽しんで下さい。
ご意見などありましたらX(Twitter)の@tomy_cnまでお気軽に話しかけて下さい。
素敵な、マイフィラメント生活を~!!!
2022.12 @tomy_cn

もし気に入って頂けたのであればサポートお願いします。 今後の励みになります!