
ビール工場見学レポート:サントリー〈天然水のビール工場〉東京 武蔵野

行きつけのお店の店主さんによる企画に参加し、有志の集まりで東京にあるサントリーのビール工場に見学に行ってきました。
今回はその様子をレポートします。
■イベント概要
通常でも工場見学は受け付けておりますが、今回はちょっと特殊なルート、というか、私の行きつけの店の一つ、東京は竹ノ塚にあるじばるさんによる、飲食店のルートによるものなので、参考程度にしてください。
サントリーと言えばビールならプレミアムモルツ、ウイスキーなら山崎や白州、ワインなら赤玉、ソフトドリンクなら伊右衛門、やさしい麦茶、CCレモン、コーヒーならボスなどが超有名なところ。
上記のリンクからは、見たことある・聞いたことある、というものが一つや二つはあるのではないでしょうか。
今回はそんなサントリーが備える、プレミアムモルツを作るビール工場への見学です。
■現地の様子、雰囲気
集合は分倍河原駅。初上陸です。


工場に到着して入り口には売店が。






少し待機し、その後控え室に通されます。
一般のお客様もいらっしゃいましたが、そことはまた別に我々は別ルートで通されました。


(「一般の方はこちらですが」と言いつつ通される裏口はなんだか悪いことをしている気分)控え室で出されたお茶は伊右衛門。サントリーですから、そこはね。
スタッフさんにご案内いただき、工場見学にまいります。
基本的には、原料処理→発酵→充填、という流れで進んでいきます。
不思議ですが、このあたりは日本酒での蔵見学と同じ感じですね。ビールも日本酒も、お酒ができる順番に沿う方がイメージしやすいからでしょうか。
扱う水
プレミアムモルツに使われるのは、天然水、麦芽、ホップの3つのみ。
ビールの9割は水になるため、より良い水を作ることが必要不可欠になります。
大地による水の濾過システムを見ながら、解説を聞きます。



実際の地面・地層をイメージした展示が非常にわかりやすいですね。
雨水がふかふかの土によってスポンジのように汚れを吸い取り、みみずなどの微生物がより綺麗にし、岩盤層を抜けることで水にほどよいミネラル分が追加されます。
このあたりは日本酒の伏流水と同じ感じですね。酒造りと水がきってもきれない関係であることがよくわかります。
ただ、製造する全てのビールに天然水を使用しているのは、国内ではサントリーのみとのこと。
これは初耳でした。
扱う麦
欧州産の二条大麦を使用しています。
このうち、限られたビールで使われるダイアモンド麦芽。通常の麦よりも硬く、旨みが強いとのこと。



実際に食べさせていただいたのは感動しました。非常に香ばしく、美味しいものでした。
願わくば、一般的な麦と食べ比べができるとよかったのですが。(そんなことを考えるやつはいない)
ホップ
こちらも実際のホップが標本になっていました。


ホップは酸化しやすいため、原産地で収穫された後、すぐにペレットに加工されて取り扱っているとのこと。
ファインアロマホップのペレットを実際に嗅がせていただきました。かなり強烈でフレッシュ、フルーティーさとホップの力強さが共存する、なんとも興味深い香りでした。
ビールの状態で嗅ぐホップの印象とはまた異なりますね。
ビールの製造時にはこのホップをかなり大量に使うため、醸造する環境はかなり芳しい環境になることが予想されました。
原料処理と仕込みのエリアへ
ざっくり言えば、ビールにおける原料の麦は、
麦芽と水を混ぜ合わせる
⇩
混ぜ合わせたものを煮出す
⇩
余分である麦芽の殻を取り除く
⇩
さらに沈殿させて、綺麗にする
⇩
洗練された液体に、ホップを入れて苦味、香りを付与する
と言う過程を踏みます。
ややこしく感じますけど、やっていることはシンプルで、必要な部分と不要な部分を、重さの違いで分けている、ということなんですよね。使う素材がシンプルがゆえに、その過程一つ一つが重要になってくるということかと。
いくつかの巨大なポットが並んでいるエリアに行く前に、全体像の説明のためのブースへ。

ガラス張りで目の前に見える他、このガラスにスクリーンが設置してあり、プロジェクションマッピングのように映像が投影されます。

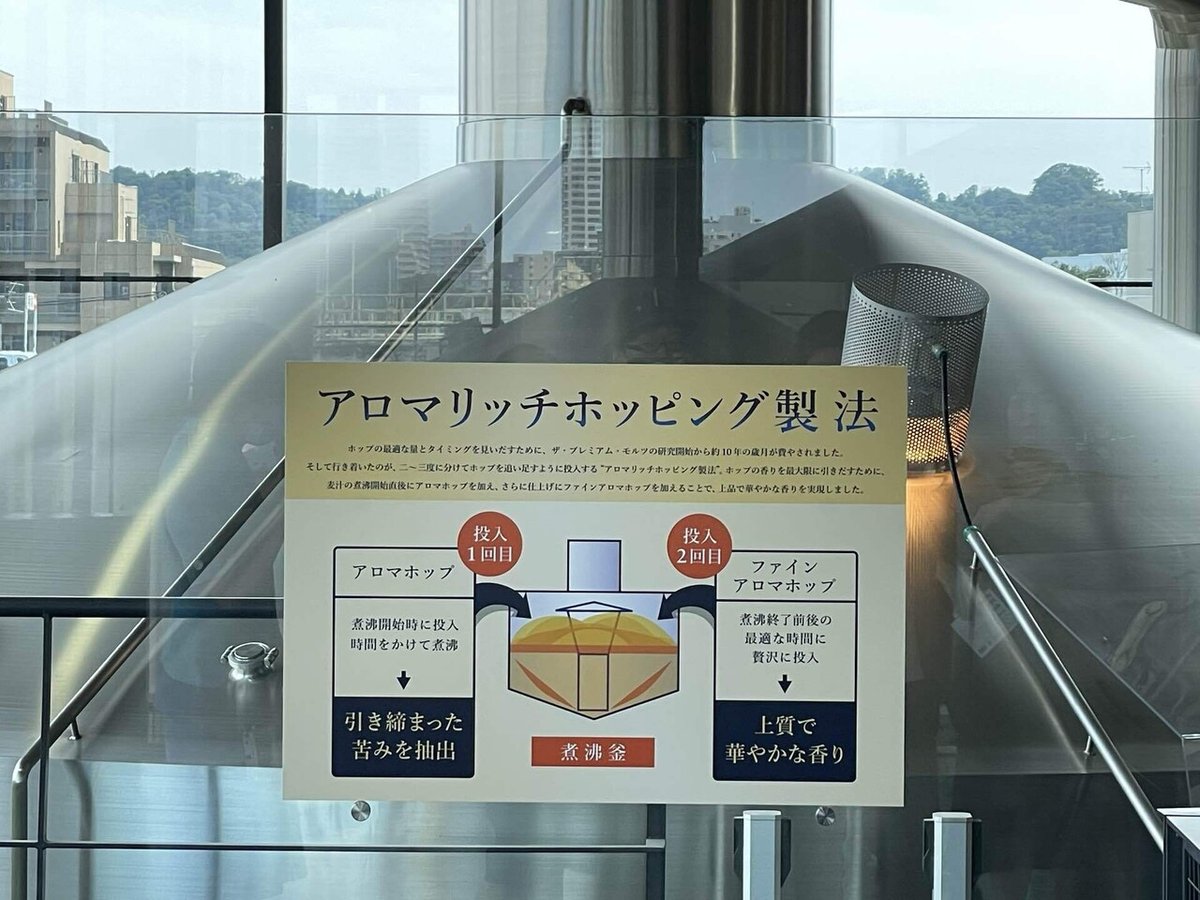
フロアの全体像を説明する他、プレミアムモルツを造るにあたって欠かせない麦の煮沸工程を2回行うダブルデコクション製法と、香りを決めるホップの投入タイミングに関わるアロマリッチホッピング製法について解説がありました。
確か、麦の煮沸で1回目に出てくる麦汁を使うのがキリンさんの一番搾りではなかったでしょうか。この辺りで差別化がなされているのですね。
フロアに降りてみると、ホップ由来と思われる香りが充満していました。ビール好きからすると幸せ極まりない状況です。
この状況ですら、実は仕込み中ではなかったとのことで、実際に仕込んでいたらもっと強い香りだったのかもしれません。
実際のポット類をじっくり見学。







発酵室
パイプが縦横無尽にはしっているこちらは発酵室。

麦を糖化させ、ホップを投入してからの発酵の過程をこちらで行うようです。
一週間程度でビールのようなものはできるようですが、これは「若ビール」と呼ばれ、ここから先、貯酒(ちょしゅ)というものを経てオリを沈め、よりプレモルらしくするために調整していくようです。

貯酒のためにかつて使っていたタンクの蓋やタンクそのものが、ところどころで再利用されていました。


充填へ
いわゆる生ビール、というのは、熱殺菌されていないものを指しています。
(この辺り、日本酒の生酒と考え方は同じ、といえます)
ただ、発酵の過程に使われた酵母、その他の麦の殻などの残骸はまだ残っていることになります。それらの用済みになった諸々を取り除くために、フィルターを通して分離させます。
渦巻き状にセットされたフィルターを通すことで、これらの余分なものを取り除き、クリアなビールになるわけですね。



そしてその先はいよいよ充填です。缶や瓶、サーバー用の樽に詰める工程です。
こちらではなんと、缶の目線での映像が!

350ml缶であれば、1分で1500本が詰められます。
先に炭酸ガスを入れてからビールを入れることで、より無駄なくビールを充填しています。さらにその後、缶がほどほどに回転したり、移動するレーンが曲がり道になっていることで、缶に必要以上の衝撃が入らないようになっています。これもすべて計算されているとのこと!


ビールサーバーでの提供セミナー
工場見学の後は、実際にお店で提供する際に意識すべきポイントの講座です。
最高の状態で一杯のビールをお客様に届けることが、巡り巡ってお客様の再来店や集客につながり、しいては店の売上になるという、原点にして頂点なことを確認しつつ、実際にサーバーメンテナンスによる影響や、グラスや注ぎ方によるビールや泡の違い・影響を実演していただきました。


サーバーに繋げるビールホースは1m程度ですが、中のサーバー内ではもっと長い距離になります。
そこの洗浄が甘い、ということは、ビールの通り道がそのまま汚れているということなので、そりゃあ味にも影響します。
サーバーを1ヶ月洗わないと、中を通る水がうっすら白く濁っています。

工場見学による特別なサンプルとして準備されたのは、3ヶ月洗わない特別な状況(!!)。
こちらは目視でもかなり茶色くなっています。

こんなチューブの中を通ったビールを口にするとなったら…想像してもぞっとします。
よくみる銀色の樽に入れられたビールの取り扱いについても触れました。
樽に入ったビールも、詰まるところ炭酸飲料なのです。
なので、基本的には振らないこと。
また、夏場は樽そのものの温度高くなりがちで、30℃以上になると外からかけるガス圧とビールそのものの内圧が狂ってしまい、美味しいものになりません。
そのため、樽を冷やすことが望ましいのです。
冷やすために使うバケツは借りられるそうで、水と氷で冷やすのがベスト、そして冷蔵庫で冷やすのは冷えすぎてしまってNGです。
また、外からかけるガス圧と、内圧をどう合わせればいいのか、を解決するのがこの温度とガス圧をあわせた棒グラフが備わったガス圧セットカード。

これ、面白いですね、日本酒でも使えそうでしょうか。温度帯と温度の名前とかをリンクさせたりとか、スパークリングだったらガス圧もいけるかも?
これだけこだわるのにはやはり理由があります。
内圧が強すぎるとビールが「気抜け」してしまって物足りなくなります。
一方で、外からかけるガス圧が過剰だと、飲み口がピリピリして刺激が強すぎてしまいます。
いずれにしても、「もう一杯いこう!」とはならないため、飲食店にとっては売上に続く道筋を自ら絶ってしまうことになります。もったいないですよね。

ビールと泡の割合でよく言われるのは、7:3。
プレミアムモルツのグラスに関して言うと、プリントされている、「The」と「Premium」の隙間がちょうどその境目になっています。これぞ知っている人こそ知っている情報!
お店の人はオペレーション時にわかりやすく、お客さんもベストな比率で出てくるビールに喜ぶ。いい関係を作るためのささやかな工夫。粋じゃないですか。
サーバーからの注ぎ方も今一度復習しました。
ビールタップに対して、グラスを斜め45度でセット。
真正面だと、ビールを注いだ時にその対流で泡立ってしまうため避けましょう。
7:3の7の位置まで注いだら、タップを奥に倒し神泡を追加。
この時、泡はビールの液面により近くで行う必要があります。
なぜなら、液面と落差をつけて注ぐと、泡がビールに着水(?)した時に、その高さの落差で泡が下に沈んでしまいます。結果、ビールが濁るのです。
お水の上に泡を注ぐ実験で、その違いが歴然でした。

これなら、「そんなに泡で違うのかよ」と疑ってかかるアルバイトさんにも目に見えてわかると多います。
すぐに飲んでしまう、ガーっとぐいぐい飲むような場合ならまだ良いかもしれません。しかしこれが時間をかけた一杯ならどうでしょうか。かなり変わってくると思います。

かつては注ぐ時に高さを出すことでその衝撃で泡を立てる方法が普通だったのですが、それは炭酸が抜けることでできた泡であり、いわば一瞬のもの、見かけ上での綺麗な泡になります。
プレミアムモルツにおける神泡はその独自の泡タップの効果により、より粒子の小さい泡を作ることで、ちょっとした時間経過では消えず、かつ、飲んだ時にグラスを返すことで生まれるビールの液体と泡の接触で神泡が復活する、という特徴があります。
泡によって炭酸ガスをきっちりとビール内で閉じ込めるその証明として、マドラーなどで掻き回すと尋常じゃなく泡立つという特徴があります。(逆に言えば、お店で箸で掻き回すと、うまくそそげているかどうかわかっちゃいますね。)そのため、意図的に泡を作らずに注いだうえで掻き回しても、ビールは泡立たないのです。
泡はビールの香りや炭酸を封じ込める意味がある、ということはなんとなく知っていましたが、ここまで違うこと、しかも、確かめる方法が簡単にあるということはなかなかの衝撃でした。
ビールを注ぐ、という単純がゆえに差が如実と出るという事実に、これは人による技術、職人芸であることを痛感しました。
詰まるところ、家飲みと店飲み、および、缶・瓶・サーバーでの差別化のポイントとしては
・泡なしで注ぐ→缶ビール
・注ぐ時に高さで泡を立てる→瓶ビール
・神泡による提供→サーバーでしかできない提供=飲食店でビールを飲むことの価値
となります。
確かにー!と人一倍納得してしまいました。

ビールを飲むグラスについても、言及がありました。
飲食店においてはグラスに油汚れがついてしまう、洗っていても残ってしまうこともあり、それは注いだ時の不自然な気泡の付着としてあらわれます。
洗った跡に布でふくというのも、布の汚れや繊維がついてしまい、それを媒体にして不自然な泡立ちが生まれてしまう。
ベストなのは、専用スポンジ洗った後、裏返して自然乾燥すること、です。
「グラスはお店の表情」と言っており、これらの情報はSNSによってお客も知ってるパターンが多いため、見ただけで“管理が杜撰”とわかってしまうポイントとなってしまっている状況です。

グラスを冷やす場合は、冷凍庫は氷の粒がついてしまい余計な泡が生まれてしまうためNGで、冷蔵庫がgoodです。
飲み終わった後に、グラス内尾に円形の泡跡が付いているのはエンジェルリングと呼んでおり、綺麗なグラスで最高のビールが提供できたことの証です。グラス返却時に要チェックなポイントですね。

ちなみに、注ぐためのビールサーバーの取手/注ぎ口は、サントリーオリジナルのものだそうです。
それによって神泡が出せることになります。
・通常(サーバーレンタル業者のもの)
・サントリーオリジナル
・達人店用
・超達人店用
と4つ存在しています。超達人店のやつ、見たいですね。
これらのようなビールの品質管理を徹底した神泡の達人店には、いまなおサントリーのビールを提供しているお店の3割程度とのこと。かなりハードルが高いことがうかがえます。
最後には工場限定グラスをいただきました!



お土産に買ったのは、工場限定のタオルと、試飲時に飲んだクラッツです。


見学中の小噺
・工場オープンからおよそ60年ほど。
・職人は、麦をつかんだらその水分量がわかる、らしい。
・ビールに必要な天然水を作るために、森をつくるための活動を行なっている。30年以上前からいろいろな全国各地で実施し、いまは工場でつかう天然水/組み上げている水の2倍量の水を生産できる森を生み出すことに成功している。しかも2019年に達成!
・ビールの全自動注ぎ機があるが、より美味しいものを飲もうと思えば、やはり人間の手でやる方がよい
・お店から客の間で起こりうることは、サントリー側では何もできない。品質のバトンタッチをせざるを得ない。そのため、管理や提供方法を徹底しないと、缶や瓶よりも美味しくないビールを提供するようなことになってしまう。それだけは避けてほしい。
■飲んだお酒リスト
日本 サントリービール株式会社 プレミアムモルツ
日本 サントリービール株式会社 プレミアムモルツ 香るエール



工場見学、そして講座を受けた後にプロに注いでもらったこの二杯は、これまで飲んだプレミアムモルツが霞むくらいの美味しさでした。
なまじ、これまでもプレミアムモルツを飲んでいたがゆえに、こんなに違うの?と疑ってしまいました。
美味しいビールを活かす方法は注ぐ技術。であるなら、ほかの銘柄のビールで試したら?ビールではなく、発泡酒や第三のビールなどでも同じ方法が使えるのか?など、そんなことを思った次第でした。
■終わりに
今回の工場見学で飲んだビールが、いわばベストなパフォーマンスのビールなのでしょうね。
これを基準として覚えておかないといけないな、と感じています。
なぜならビールをどこで飲むか、誰が注ぐか、自分の体調など、あまりに感じる味に影響する要素が多いため。
まぁそんな、味のブレも楽しめるのがビールの面白さなのかもしれません。
ではでは。
この記事が気に入ったらサポートをしてみませんか?