
織物の教科書~ファッション・スポーツウェア、その他開発に必要な知識

織物に関する知識を紹介していきます。
他のインターネットサイトを見て分かるようなことは、省いてしまうことがあります。
また、説明する物の実物写真が少ないので、いろんなサイトを併用しながら読んでいただけるとわかりやすいと思います。
織物の準備工程

織物を作り上げるまでには、多くの工程が必要となります。まずは織物を作りあげる(製織)までの準備工程を説明していきます。一般的に製織までの主な工程は、糸加工(撚糸)・整経・経通し工程の3つです。一般的な織物の準備工程〜製織工程のフローを以下に示しておきます。

※撚糸工程に入る前にワインダーがある場合もあります。
ワインダー(巻き返し工程):糸の巻形状を変えること、例えば、チーズからコーンへ、コーンからチーズへなど

ワインダーの目的:撚糸機にかけられない巻形状または巻量の場合に形状等を変えるため、他には、複数の糸種を混ぜるため
撚糸:撚りをかけた糸

撚糸の目的:
・風合いや外観を変えるため
・強度・伸度を上げるため
・糸を合わせて太さを平均化するため
→ドライで硬い、または、膨らみがあり柔らかい風合いになど…
※撚りをかける回数によっては、撚り止めも必要になります
撚り止め工程:撚糸に熱をかける工程
撚り止めの目的:撚糸の形態を固定するため
→撚り止めをしっかり行わないと、ビリと呼ばれる二重に撚りがかかってしまう
下の図みたいな1本の糸が絡み合う現象体験したことある人は分かりますよね…

撚り止めの豆知識:
強撚糸の撚りを戻らないように固定する方法のひとつに真空セットがあります。真空セットとは、撚りのかかった糸を釜の中に入れて、その中を真空状態にして、蒸気で熱を糸の中までしみわたらせて、撚りを固定する方法です。なぜ、真空にするのかというと、空気は熱伝導率が低く、なかなか熱を通さない性質があります。なので、糸の同士の隙間などに空気があると糸の中までなかなか熱が伝わらず、撚りを上手く固定できなかつたり、糸の表面と内側で固さが変わったりすることで風合いや染色に影響が出てきてしまいます。だから真空にすることで熱を均等に伝わりやすくしているんですよね。
熱をどのくらいかけるかは、糸の特性を殺さないように気をつけなければいけません。例えば、よく伸びる糸なのに、高温で撚り止めをしてしまうと物性が変わってしまいますよね。そこら辺は、よく考えて撚り止めが行われているはずです。
撚りの豆知識:撚りの強さは、撚り数(1mあたりの撚りの数)では表現しきれません。なぜなら、糸の太さによって撚りをかける力が異なるからです。下に撚り係数の定義についてざっくり書いておきます。

ワーパー(荒巻整経):経糸を数百本揃え、次工程用のビームに巻くこと
ワーパーの目的:少ない土地を利用して整経(ビームというドラムみたいなものに経糸を巻くこと)するため
→数千本の糸をいきなり、整経をする方が効率は良いが、そうするためには、クリールの大きさがデカくなりすぎる問題があるから
荒巻整経機と部分整経機の使い方について
例.経糸1000本の荒巻ビームを作りたい場合
・荒巻整経機なら1000本のクリールに糸をかけてビームに巻く
・部分整経機を使う場合というのは、入荷した糸が100本しかないような時に、100本のクリールに糸をかけて、部分整経機に100本ずつ規定長さまで巻き、装置ごと横にずれてまた100本分規定長さまで巻く...というのを10回繰り返して、1000本巻きしてる。その後、ビームに巻き返すことで1000本の荒巻ビームが完成します。
サイジング(糊付):経糸に糊をつけること

サイジングの目的:経糸は負荷がかかりやすく、切れやすいので、糸の強度を上げたり、滑りを良くすることで糸切れや毛羽・毛玉の発生を抑え、糸切れ等を防ぐため
・強度アップ
・耐摩擦性アップ
・平滑性アップ
・毛羽減少の効果あり
フィラメントの場合のサイジング目的は上記に加えて以下のような目的もあります。
・伸縮性を抑えて取り扱いやすくするため
・撚糸された糸のトルクを抑えるため
サイジングについて詳しくはここをクリック
サイジングの豆知識:糊付機には、大量の糸に糊付するスパン(紡績糸)用と少量の糸に糊付するフィラメント糸用の2つがあります。なぜ、この二つがあるのか?その理由は、スパンは伸びにくい、フィラメントは伸びやすいという違いがあるからです。スパンは、大量に糊付した際にくっついた隣同士の糸を剥がしても糸が伸びないために品位が安定します。そのため、一気に糊付するスパン用の機械があります。一方、フィラメント糸同士がくっついたものを無理やり剥がそうとすると糸が伸びてしまい、糸の品位が低下してしまいます。そのため、少量の糸を引っ付かないように糊付するフィラメント用の機械があります。
サイジング剤について
紡績糸の場合→デンプン、PVA、CMCなどの高粘度の糊材
フィラメントの場合→PVA、アクリル系の低粘度の糊材
ビーミング(整経):ワーピングまたはサイジングで準備した経糸を織機用ビームに巻き取ること
ビーミングの目的:経糸の数と幅を生機の設計に合わせるため
※図には書いて無いですけど、リージングという工程もあります。
リージング(綾取り):ビームに巻かれた経糸1本1本を綾紐で分けること
リージングの目的:ドローイングを能率を上げるため
ドローイング(引通し、経通し):経糸を綜絖と筬に通すこと

ドローイングの目的:経糸の密度(単位長さあたりの糸の本数)と経糸の上下運動の調整のため
ドローイングの豆知識:綜絖を4枚使用しているとして、経糸を端から綜絖の順場通りに1枚目-2枚目-3枚目-4枚目と通す方法を順通しといいます。通し方が同じであれば、わざわざ新しい経糸を作らずに同じで経糸を使用して別の組織を織ることもできます。
ウィービング(製織):経糸と緯糸を交絡させて織物を作ること

織機の種類
織機の種類は、大きく分けて5つあります。その5つが、フライシャトル織機・ウォータージェット織機・エアージェット織機・レピア織機・グリッパー織機です。それぞれの特徴を以下にまとめておきます。
シャトル:
・
ウォータージェット:
・親水性の繊維は水によって物性が変化するため製織が難しい→切れたりしやすい
・電気代が小さく、コスパがいい
・経糸に張力がかかりにくく弛むような複雑な組織では、弛んだ糸に水が当たり糸ずれが発生する可能性がある
ウォータージェットのポイント
水質→不純物があると変色する可能性あり
水量・水圧→未記入
方向→経糸に直角になるように
エアージェット:
・綿などのふわふわした紡績糸は飛ばしやすく向いている
・断面が扁平な糸は飛ばしにくい
・ウォータージェットの3倍の電気代
レピア:
・糸をしっかり掴むため、どんな糸にも向いている
・緯糸のトルクの強いもの、緯糸の密度の多いもの向き
・レピアが糸に触れることがあり、経糸がずれることがある
・レピアがガイド上を走るものと、経糸上を走るタイプがあるが、織組織によってどちらがいいかは決まる
→スレー走行方式と中空走行方式の2つ
・ガイドにレピアが当たると金属同士が擦れてガイド汚れが発生することがある
・経糸上を走るタイプは、経糸に高いテンションをかけているために切れやすい
グリッパー:未記入
綜絖の種類について:
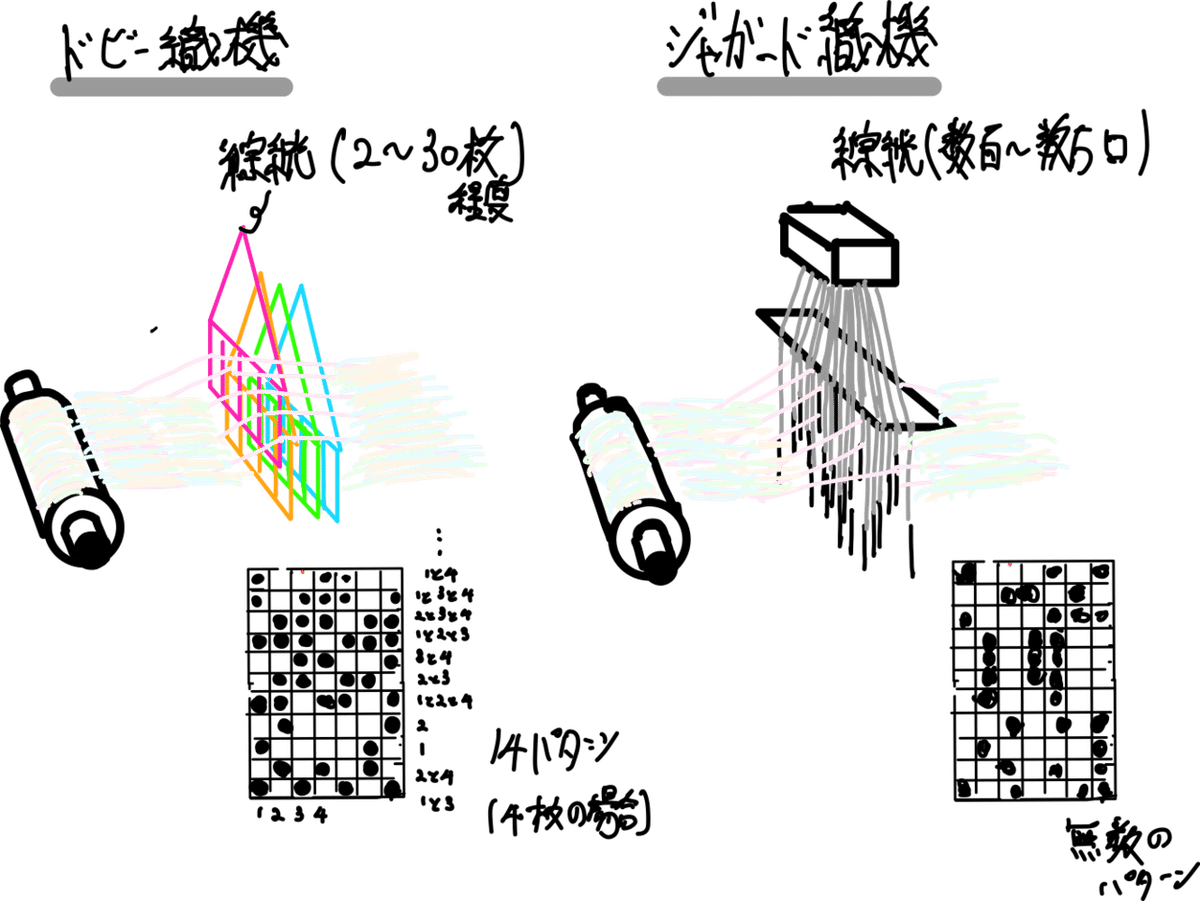
織物を織るためには、経糸の間を緯糸が通る隙間が必要です。経糸を上下させる動きを制御している道具の一つが綜絖(一部穴の空いた針金)です。糸を綜絖に通すことで、綜絖の上下運動によって糸も上下します。綜絖の種類によって組織のパターンが変わってくるので、それぞれの特徴を覚えておいてください。綜絖には、タペット・ドビー・ジャガードの3つがあります。
①タペット:ヘルドをカムとタペット(カムに接触して、その運動を伝える装置)で上下させる方式
開口方法の違いについて
上口開口:閉口時に経糸が常に下にあるもの
中口開口:閉口時に中央にあるもよ
②ドビー:ヘルドフレーム(綜絖の付いた枠)2〜30枚を上下させる方式
ドビーの種類
単動、複動、消極、積極、カム、クランクなどさまざまなタイプがあります。
一般的なドビー→複動、消極ドビー
複動ドビーは16枚の綜絖をカムで制御可能
消極ドビーは上昇下降のどちらかをバネなどの力で行うもの
③ジャガード:ヘルドフレームではなく、通糸(綜絖の付いた糸みたいなもの)数百〜数万を上下させる方式
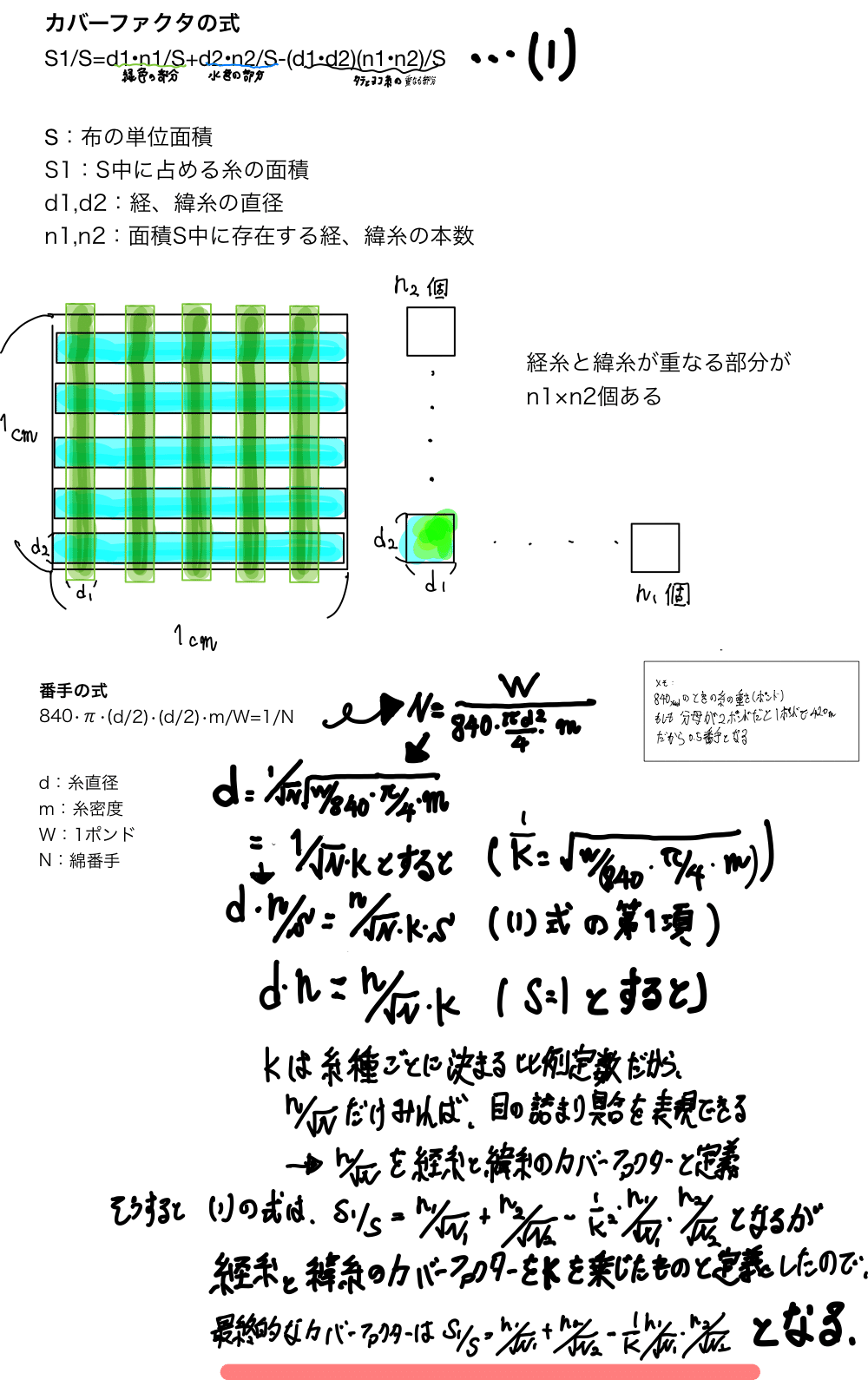
織物設計で1番重要かもしれない…カバーファクターとは?
カバーファクターを簡単に説明すると、ある範囲に糸がどれくらい詰まっているか判断する数値ですね。正確には、単位面積をカバーする経糸と緯糸の面積の割合です。このカバーファクターの値によって、織物の風合いや機能性が大きく変わります。また、そもそも織ることができないかなども分かったりします。下に、カバーファクターの計算式導出のメモ書きを残しておきます。汚いメモ書きなので、文献を読んでもらった方が分かりすいと思います。個人的に、あまり定義を納得できていないので、詳しい方わかりやすく教えて欲しいです…
織物の組織・組織図とは?
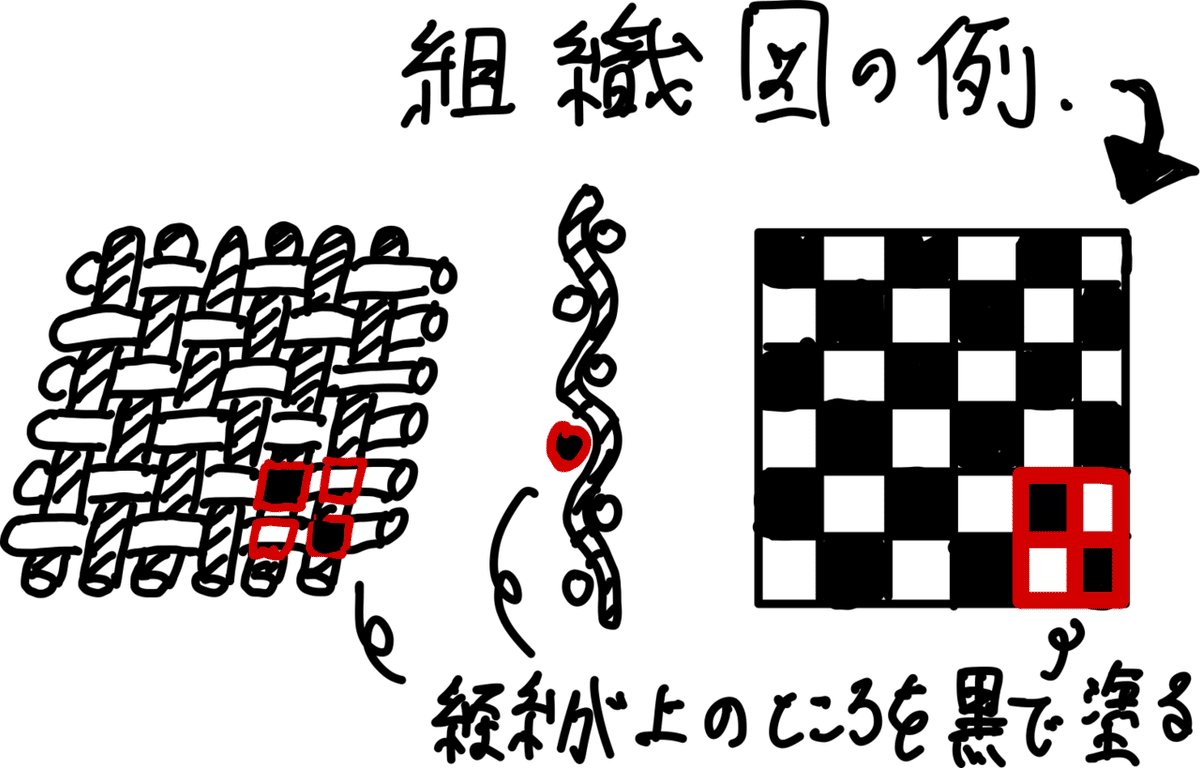
織物の組織とは、経糸と緯糸の交差の仕方のことです。組織がわかると、織物を作るときに、経糸が緯糸の上にくるのか、下にくるのかを判断することができます。織物の組織を簡単に表現するものとして、組織図があります。組織図とは、経糸と緯糸の交錯する部分において、経糸が上なのか、下なのか、糸の浮き沈みを意匠紙(方眼紙のようなもの)に表現したものです。経糸が緯糸の上に来る場合、方眼紙を黒で塗り潰します。下の図に、組織図の例を書いてみました。
3原組織と撚りの関係について
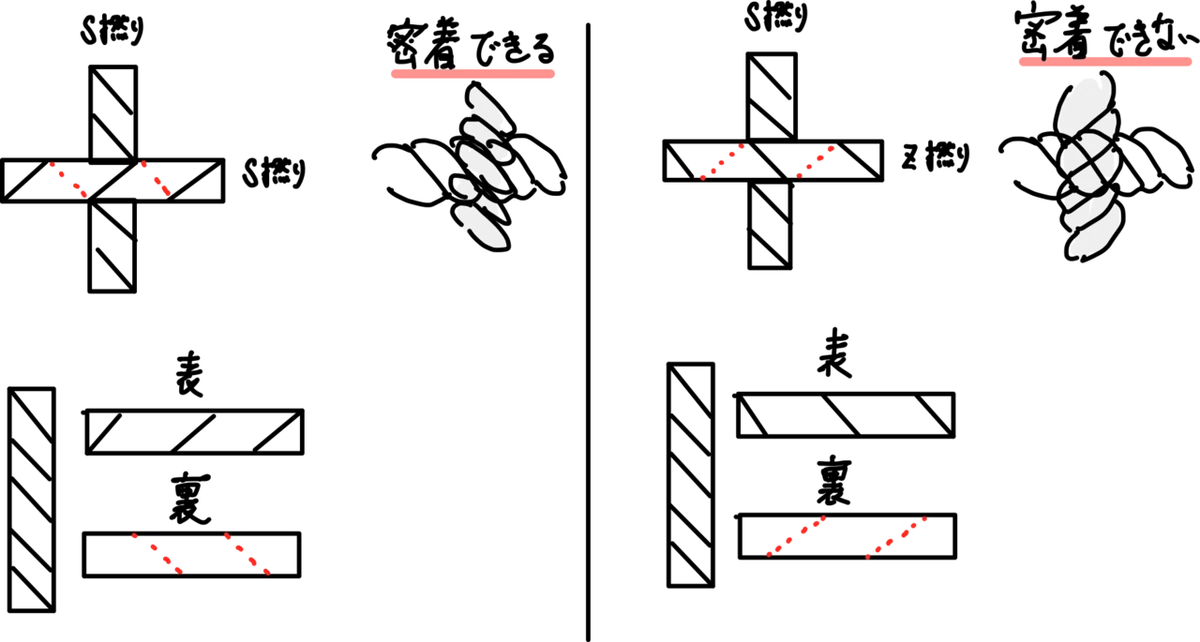
・糸が密着し、滑りにくく粗い組織になる織物は糸の撚り方向によって同じ織組織でも外観や地合が変わってきます。
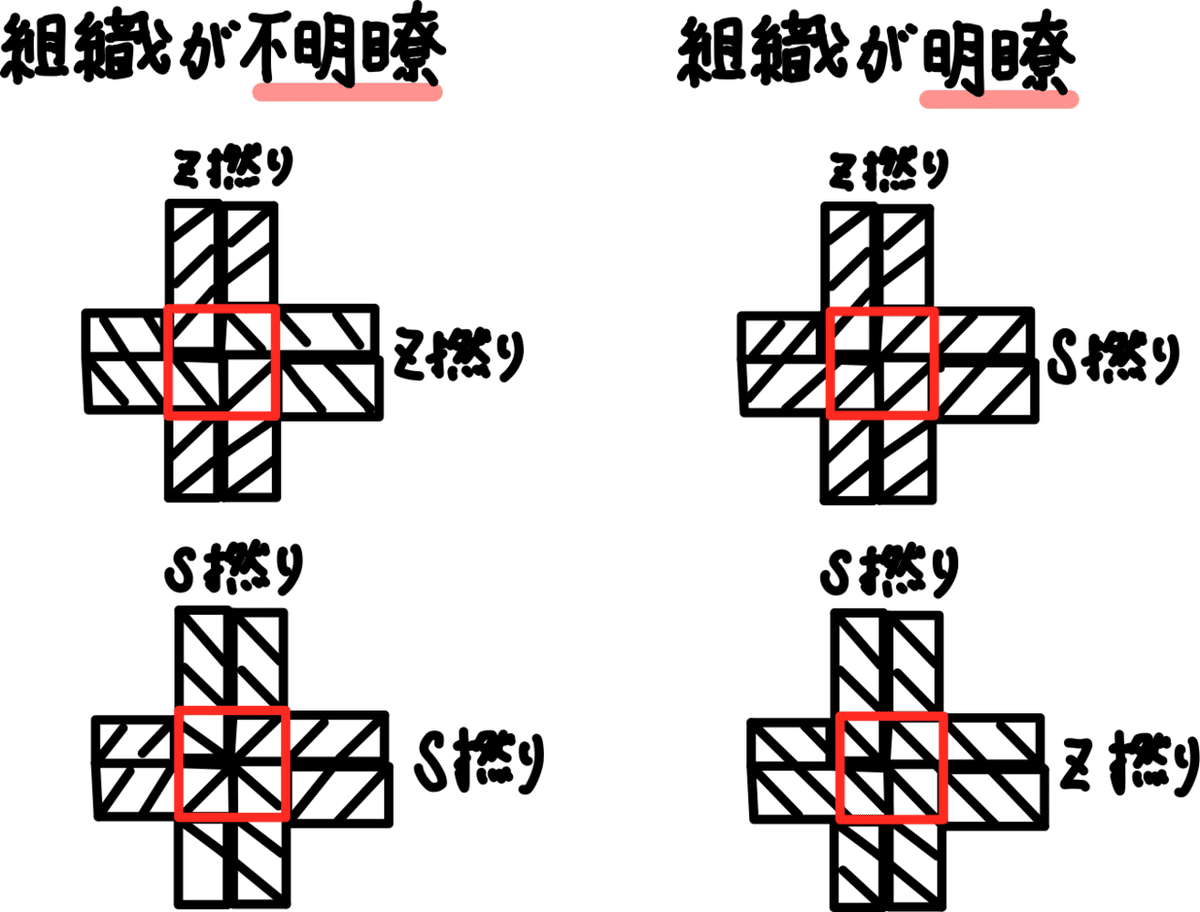
まずは、経糸と緯糸の撚り方向が同じ場合と異なる場合で外観と地合いがどう変化するのか見ていきましょう。
下図の左側が撚り方向が同じ場合、右側が異なる場合です。
①撚り方向が同じ場合
・組織が不明瞭で、光沢が少ない
→乱反射してしまうため
・糸が密着し、滑りにくく粗い組織になる
→糸の自由度が小さいため、硬くなります
②撚り方向が異なる場合
・組織が明瞭で、光沢がよく出る
・糸が密着しにくく、滑りやすく密な組織になる
ツイルについて
1/2ツイル、2/1ツイルの名前の付け方:
分子を経糸の浮き数、分母を経糸の沈み数(緯糸の浮き数)、斜線を綾線に見立て覚えてください。
一般に綾線が/方向に走る面を表とします。綾線の方向が途中で変わる組織を「破れ斜文」といい、4枚の破れ斜文は特に「トルコ朱子」と呼ばれ、朱子織の代用になります。
二重織とは?組織図見分け方について
二重織とは、経糸・緯糸のどちらか、または、両方の糸に重なる部分がある織物のことです。
二重織の特徴は、
①表裏で柄を変えられる、
②厚みのある織物をつくれる、
③表裏で異なる機能性を持たせられる(例えば、肌側が汗を吸って、外側が汗を拡散させる生地)といったものがあります。二重にするだけで、様々なことができるようになるので、絶対に二重織は知っておくべきですよね。
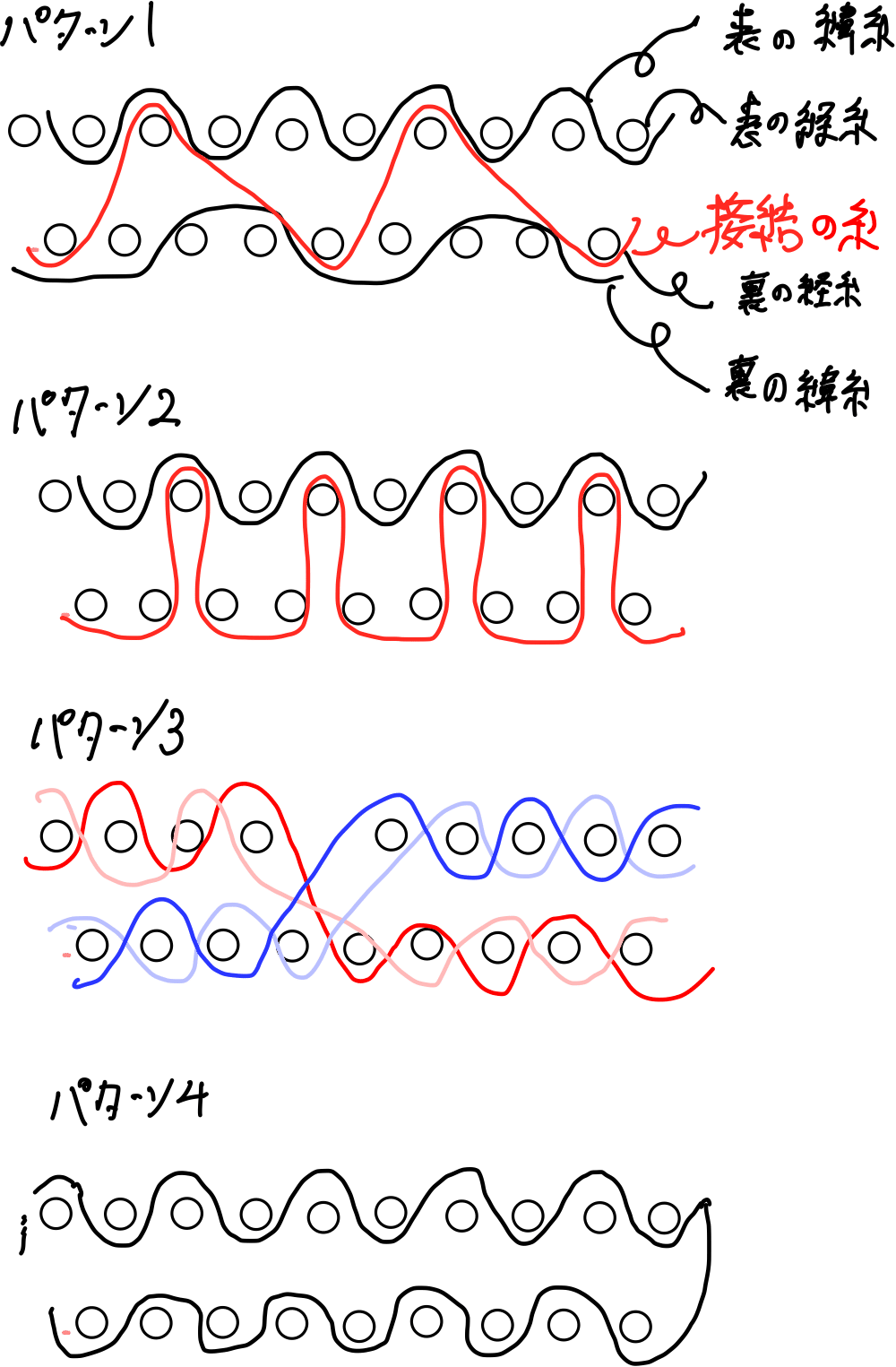
二重織には、経二重、緯二重、経緯二重の3つがあります。経二重は、経糸を表だけと裏だけに出るように緯糸を交錯させる織物です。緯二重は、経二重と同様で、緯糸が表と裏用の2つになるだけです。経緯二重は、大きく4つのパターンがあります。下図に4パターンのイラストを書いておきます。
①経二重、緯二重
②経緯二重 パターン1:表、裏用の経糸、緯糸がそれぞれあり、接合の糸もある
③経緯二重 パターン2:経糸が2本、緯糸が1本で、1本の緯糸が接合の役割を果たす、緯糸2本の逆パターンもある
④経緯二重 パターン3:表と裏の糸が途中で変わる
⑤経緯二重 パターン4:経糸が2本、緯糸が1本で、緯糸が行きに表、帰りに裏を織る、緯糸2本の逆パターンもある
二重織の組織の作り方
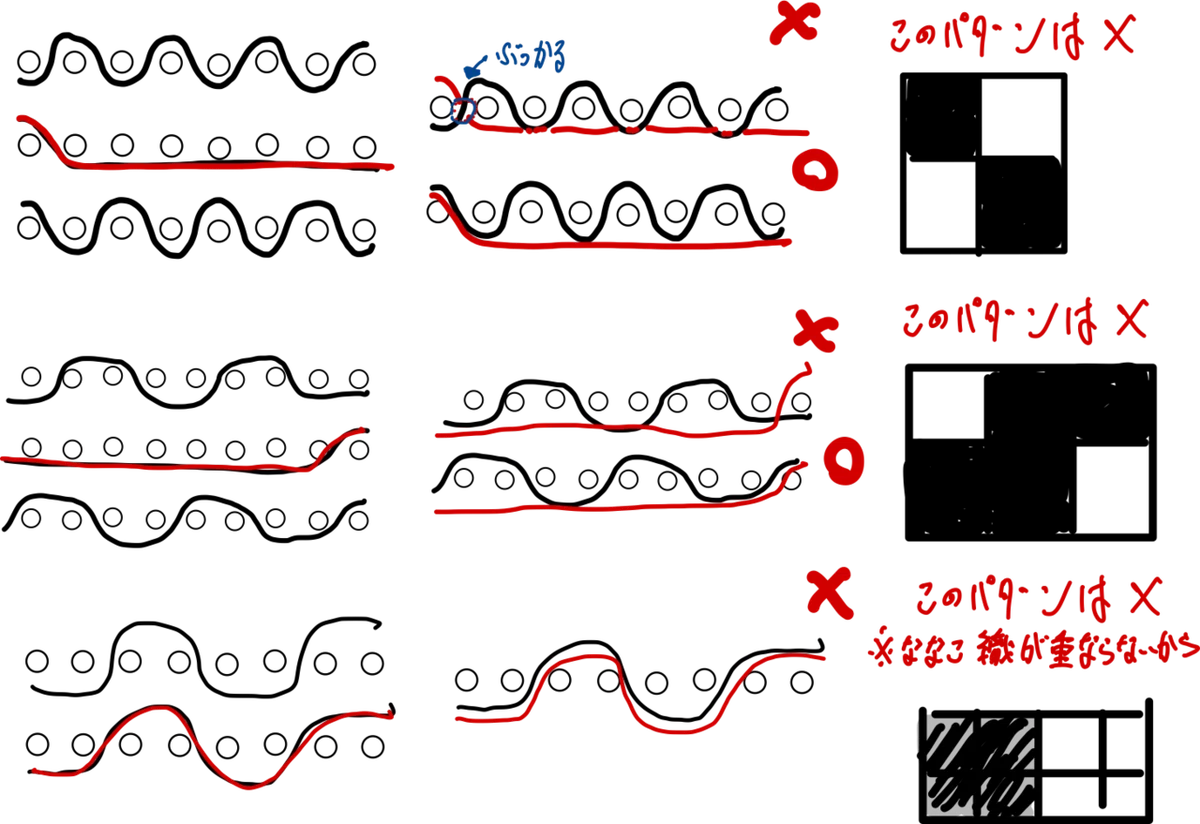
二重織の組織の作り方を勉強中なので、現段階でわかっていることを書いておきます。(作り方知っている方はぜひ、アドバイスいただきたいです。)緯二重と呼ばれる緯糸が重なる組織の作り方は、ステップはたったの2つだと思っています。
①表裏の組織を考える→
②表裏の意匠紙を1行ずつ交互に合わせる。ただし、意匠紙を書いた後に、できないパターンがいくつかあることに気づきました。以下のようなパターンが出てくる場合、重ならないので気をつけてください。重ならないパターンは、随時追加していきます。
まとめ
重なるパターンを作りたければ、
覆う方の糸は、覆われる方と逆の動きはしない。
ななこ織りは重なるので二重織り?と言えるのかもしれないです。顕微鏡でみてみます。

織物設計の品質チェックポイント

織物設計者として、生機が出来上がったら以下のことは必ずチェックしなければいけません。
①組織と密度の確認
②撚の方向が指示通りかどうか
③生機の端を染めて経縞(経方向の筋が縞状に目立つもの)、経吊り(連続的または断続的な筋)などの品位
経縞の原因は?
→糸むら・撚り数・撚り方向の異なった糸・捲縮不良の糸・太さの違う糸・整経時の張力ムラなど…
④表面のイメージ
目付、厚みを変化させた織物設計について
織物の目付、厚みを変えるためには、以下の①〜③があります。
①密度の増減
②繊度の増減
③組織の変更(一重織→二重織への変更)
目付を2倍にしたい場合、繊度を2倍にすればいいはずですが、繊度を変えて密度を変えなければ、風合い、物性等々が変わってしまいます。(どうすればいいのか一概には言えないはず…自分もまだわかりません)
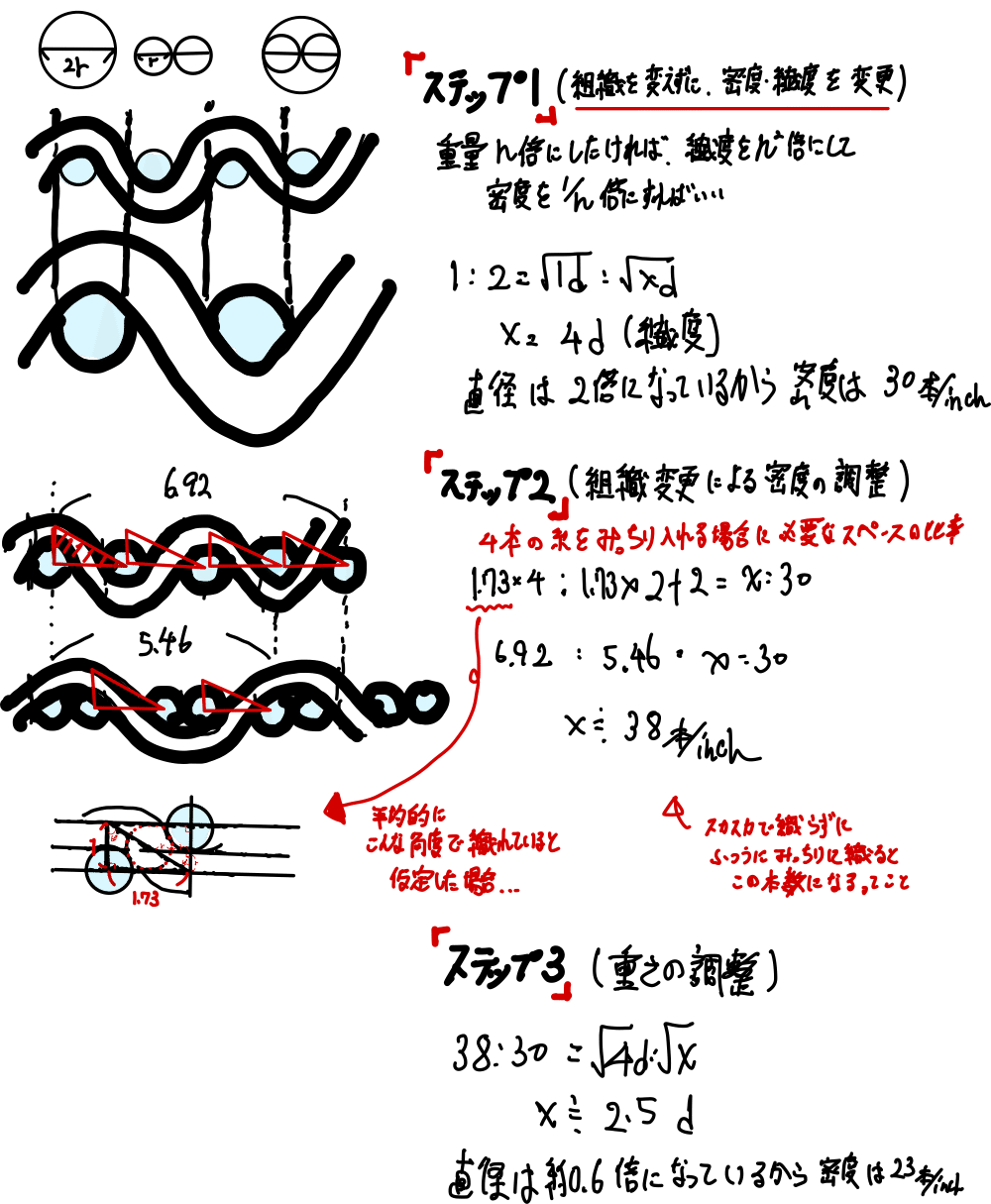
厚みを2倍にしたい場合、繊度を4倍にすればいいはずです。
繊度が2倍=重さが2倍=断面積が2倍=糸の直径は√2倍だから

例題1.50Dの糸を使用した経糸密度150本/inch、緯糸密度120本/inchの織物の重量を20%上げたい場合、糸の太さと密度をどうすれば良いか。
Ans1.
糸は、√50:√X=1:1.2→X=72Dの糸に変更
経糸密度は、150:X=1.2:1→X=125本/inchに変更
緯糸密度は、140:X=1.2:1→X≒117本/inchに変更
※密度を変更しないと重くなりすぎます。織れる保証もありません。
密度を変えずに20%重量を上げる場合、繊度を1.2倍だけ大きくするといいはずです。
例題2.平織で、1Dの糸を使用した経糸密度60本/inch、緯糸密度60本/inchの織物を2/2ツイルにして重量を200%上げたい場合、糸の太さと密度をどうすれば良いか。
Ans2.
シボのある織物の作り方

織物は、表面がフラットな生地が多いイメージですが、表面に表情をつけることもできます。それがシボです。シボとは、生地全体できた細かな凹凸のことで、これは撚りのない経糸と、強い撚りがかかった緯糸を使って織り、精練する際に緯糸の撚りが戻ることで生み出されます。
シボには「滝シボ」と「豆シボ」の2つがあります。滝シボは、縦方向にシボができ、豆シボは全体にちりめんのような細かなシボができます。滝シボは、SまたはZ撚りのどちらかの強撚糸を緯糸に使うとできます。豆シボは、両方を同じ段数交互に使用するとできます。
シボの大きさは、緯糸の撚り数と密度のバランスで決まります。撚り数が大きくても密度が大きすぎるとシボがでにくくなります。おそらく、精練の際に撚りが戻れないほど自由度がないのでしょう。逆に、撚り数が小さくても密度が甘ければシボが出やすくなります。
シボの形状の要因:
①撚糸の太さ
②撚りの強弱
→シボを発現させるためには、解撚が必要なわけなので、撚り止めの温度を最小限にすることが重要!?
③S Z撚りの配列の仕方(SSS、ZZZ、S Z S Z、SSS… ZZZ…、)
合成繊維でシボのある織物を作る方法を紹介します。作り方に関する文献(ソロテックス株式会社の特許)を見つけたので、文献を詳しく読みたい方は下のリンクをクリックしてください。
⬆️詳細はここをクリック
撚り係数:
7500〜27000、好ましくは12000〜26000、特に好ましくは14000〜26000の範囲
→7500より小さいとシボとストレッチが発現しない
→26000を超えると、シボは出るがストレッチが出なくなる(理由不明)
プレセット条件:
①巾出し倍率
リラックス上がりに対して1.4倍以内、好ましくは1.0〜1.1倍の巾だし
→巾だしが1.4倍よりも大きいと、リラックス処理により発現した撚糸糸条の屈曲構造が引き伸ばされ、リラックス処理前の織物構造にもどってしまいストレッチ性が損なわれるため
②温度と時間
温度は、140〜180℃、より好ましくは150〜170℃
時間は、好ましくは10秒〜5分、より好ましくは30秒〜1分
※ファイナルセットを行う場合は、リラックス上がりに対して1.4倍以内(好ましくは1.0〜1.1倍)の巾だしで温度は140〜180℃(より好ましくは150〜170℃)、時間は10秒〜5分(より好ましくは30秒〜1分)で行うことが好ましい。
実施例1
第3成分を共重合させていないポリトリメチレンテレフテレートマルチフィラメント延伸糸84dtex/36filに撚数2,400T/M(撚係数α=20,785)の撚糸を施した糸条を平組織織物の経糸および緯糸に用い製織した後、リラックス処理(120℃、20分)、プレセット処理(160℃、45秒)、染色加工、樹脂加工(シリコーン系、一方社製のAN1700)、ファイナルセット(160℃、45秒)を施しシボ織物を得た。
得られたシボ織物において、図1に示すように糸条がランダムに屈曲しており、良好なシボを有するものであった。また、経/緯方向の伸張率は20%/26%となり、大変優れたものであった。なお、生機巾、リラックス上り巾、プレセット上り巾は、以下のとおりであった。
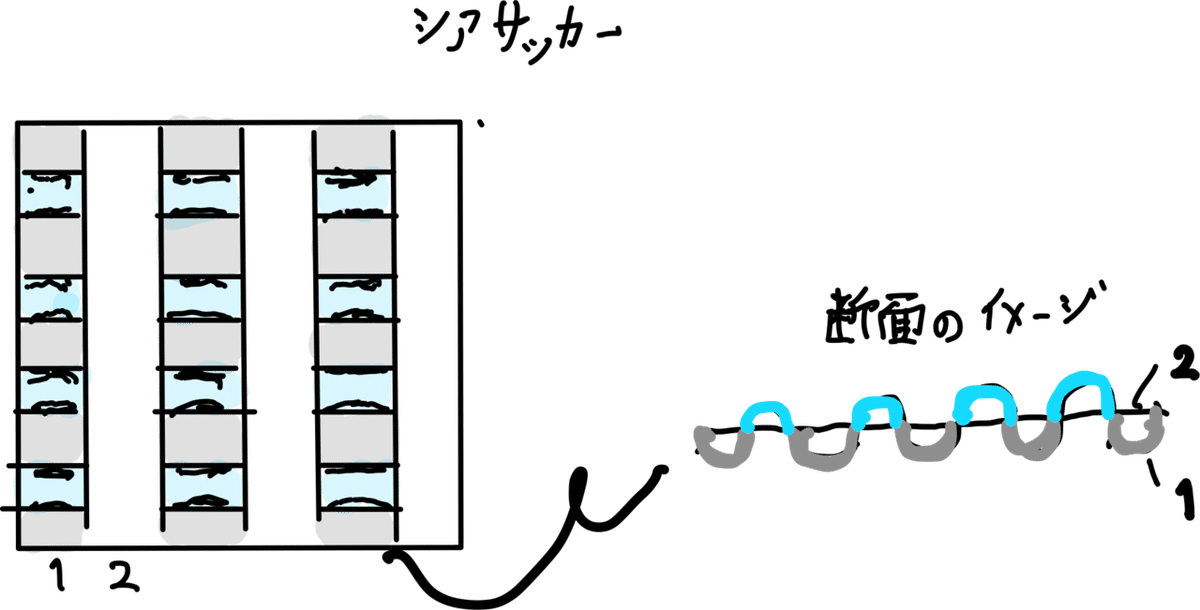
シアサッカーの織物の作り方

シアサッカーとは、経糸の縞めにあたる部分を縮ませて波状の凹凸を現した織物のことです。凹凸の発現のさせ方には、2通りの方法があります。
1つ目は、糸の張力を変える方法です。
2つ目は、収縮率の異なる糸を使う方法です。
糸の張力を変えると波打つ理由:下図の経糸1の部分をゆるく張り、2の部分を強く張っておきます。緯そこに糸が打ち込まれると、ゆるく張った経糸が多く織り込まれるので、波を打つようになります。
収縮率の異なる糸を使うと波打つ理由:一方の糸が熱か化学反応で縮むと、縮まない糸は、一方の糸の変形に合わせるためにたるむしかなく、波を打つようになります。下図だと、1が熱か化学反応で縮まない糸で、2が縮む糸となります。
織物の欠点
織物の幅・長さ不足
1.織物設計ミスによるもの
2.糸張力の過度によるもの・・・縦・横糸の張力が強すぎる場合に発生するもので、糸張力または、幅出し装置などによる調整が必要になる。
3.糸が湿ったものを使用した場合・・・糸の湿ったものは引っ張りに対して伸びやすく、糸繰り、管巻、製織等の過程で伸ばされ、製織後に収縮し織物が縮むので、 糸は十分乾燥してから使用する。
4.工場内の温湿度の過度によるもの・・・特に、糸は湿度による影響を受けやすく、80%以上湿度がある場合は除湿などの対応策を講じ、 工場内は出来る限り一定の温湿度を保つようにする。おおよそ60~80%まで。
経糸つり
原因
・整経時に張力が均一にかからなかったときに、糸の長さが違うため短い糸に引っ張られる
・製織途中で経糸にずれが生じたため
経糸筋
原因
・経糸の太さがムラがあるため
→撚糸数、糊付け量、繊維の太さのムラなど
筬・綜絖あたり
原因
・筬と綜絖の金属が傷ついているため
→筬が傷ついていれば糸の長さ方向に、綜絖が傷ついていれば糸の長さ方向と垂直に傷があるはず
・生地の織縮みがあるため、筬の端で傷ができる
厚段、薄段
原因
・ウォータージェット、エアージェットの機械を途中でとめて再び運転開始するときに、筬打ちの力が弱かったり強かったりするため
→密度の確認、撚り角度の確認
機械段
原因
・筬打ち、巻取りが一定にできていないため
打ち切れ
原因
・筬羽に問題があるため
→縦方向に断続的に緯糸が切れている場合、その列を打ち込む羽が傷んでいる可能性がある
耳つり
原因
・経糸張力が強い、耳と地の部分の組織のバランスが悪い、織帰りが強いため
すくい
原因
・シャトル、レピアが経糸の緩んでいる部分とぶつかり切れるため
経ヒケ たてひけ・緯ヒケ よこひけ
原因
・製織中に、糸が過度に引っ張られて、その糸だけ光の加減で光って見えるため
業界用語・専門用語
ゾッキ:単一の糸で織られたもの、すなわちたて糸もよこ糸も同じ糸で織られた生地のこと
丸羽通し:筬羽の間に2本糸を通すこと
チョップテキスタイル:原糸メーカーが加工場に対して糸を支給し、織工賃を支払ってたくられるテキスタイル。原糸メーカーは加工したテキスタイルを買い取って自社の製品として販売する。
前付け:織物欠点を本加工を行う前に生機でチェックするために染めること
耳房:緯糸ノズルから供給されたあと、切断され、織物からはみ出した緯糸のこと
ピックアンドピック:異色や異種の緯糸を一本ずつ交互に織り込むこと
織物を表現する言葉
織物の生地や最終製品を開発するためには、織物の風合いを表現する形容語をうまく組み合わせて、風合いのイメージを開発に関わる人に伝えること、言語化することが肝になります。新しい織物を開発をスムーズに行うためには、機屋さん、デザイナー、企画担当者、営業などなど様々な方たちと風合いのイメージを共有しなければいけません。相手に自分が作りたい織物のイメージを正確に伝えられることができれば、理想的な生地を仕上りにつながります。織物の風合いを表現する言葉には、以下の26語があるので、生地開発をする人は覚えておいたほうがいいと思います。これ以外の表現もたくさんありますので、ストックしておきたいですね。

やってみたいことリスト
・
この記事が気に入ったらサポートをしてみませんか?