
プリント直前にノズルからの垂れを取り去るGCode

どもどもYanでっす。
本日のお題は「昇温中に垂れたマテリアルをプリント開始前に自動で除去する」でっす。
まずはこちらご覧ください。
やろうと思って忘れてたプリント開始時のノズルワイプ。実装してみた。
— Yan (@iloverootbeer) January 12, 2020
昇温時に垂れたマテリアルもベッド端で少しプリントすることで落ちるし、フローも安定するのでskirt1ライン目からしっかりとプリントされる。 pic.twitter.com/mcTPDDZC4o
普通にCURAでスライスしたものをプリントすると
1. ホーミング
2. ノズルが上昇
3. ノズルが再びベッドに
4. プリント開始
という流れだと思うんですけど、この3の部分を変更してラインをプリント。このプリント中に昇温中にノズルから垂れたマテリアルがノズルから離れ、プリントを行うことでノズルからのマテリアルが安定します。
本来スカートやブリムの最初の方がこれを担っているんですけど、ノズルから垂れたマテリアルが多かったりすると定着の邪魔になったりします。
そこで今回紹介するようなノズルワイプをプリント開始前にベッドの端っこでやってしまおうという訳。
Start G-Codeを数行書き足すだけなので、お手軽だし効果もあります。
やってみよう!
CURAのSettings>Printer>Manage Printers...を選択

Machine Settingsボタンを押します。
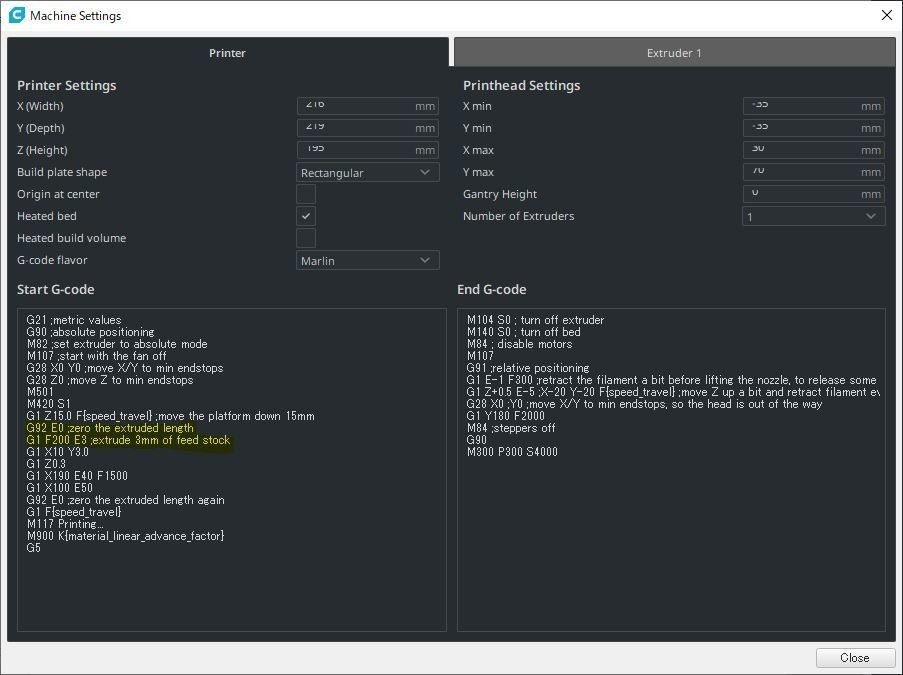
左下のStart G-Codeのところに数行追加します。黄色で色つけたとこに注目。
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stockMEGAだとこんな感じのとこがあると思います。
この後にノズルをぬぐう動きを追加します。
G1 X10 Y3.0 (X方向に10mm、Y方向に3mm移動)
G1 Z0.3 (高さを0.3mmに)
G1 X190 E40 F1500 (X方向に180mm フィラメント40mm分プリント 速度は1500mm/min)
G1 X100 E50 (X方向に90mm フィラメント50mm分プリント)1行目でその前に高さ15mmまで持ち上がったノズルの位置を高さをそのままにX10、Y3の位置に移動させます。
2行目で高さをベッドから0.3mmまで下ろします
3行目でX方向に180mmプリントします。最初の位置がX10なのでX190まで行くと180mm。
4行目でX190の位置からX100の位置までプリントしながら戻ります。
これだけ。
Start G-Codeに追加しておけば、スライスしたときにできるG-Codeの頭に追加されるようになります。
まとめ
簡単だけど、効果が確実にある設定追加なので、是非やってみてください。
今回紹介したG-CodeはAnycubic i3 MEGAのUltrabaseで問題なく使えます。最近のUltrabaseは左右にガラスとアルミ板を固定するためのクリップがついているんですけど、これにぶつかることもありません。
ただ、Y方向に3mmほど移動させてるので、プリント可能範囲ギリギリでプリントする場合は重なってしまうかも?
ベッドの端ギリギリは定着しにくいことが多いので、ギリギリまで使うプリントはあまりオススメできませんが…。
3行目と4行目のXの値は自分のプリンタのベッドサイズに合わせて変更してみてください。
今回の記事ははるかぜポポポさんの以下の記事を参考にさせてもらいました。いつも為になる情報発信に感謝!
僕のノートが役に立った、面白かったと思っていただけたら、スキ、フォロー、サポートお願いします!