
3Dプリンター トラブルシューティング④ フィラメントが切れる

どもどもYanでっす。
今回の症例はこちら
あーフィラメントがエクストルーダーで切れてるというか削られて動かなくなってる(´Д`) pic.twitter.com/bSezKiWAne
— Yan (@iloverootbeer) January 9, 2020
順調にプリントされてるのを確認して寝て、起きたら途中でプリントが途切れてるけどエラーは出ず正常完了になっている。
原因
ツイートでも書いてますけど、フィラメントがエクストルーダーで動かなくなってノズルにマテリアルが送られていないのが原因。
フィラメントセンサーの先のエクストルーダーで起きているので、ホットエンドにマテリアルが送られなくてもエラーはでません。
フィラメントが送り出されなくなる直接の原因はエクストルーダーがフィラメントを削ってしまっていること。
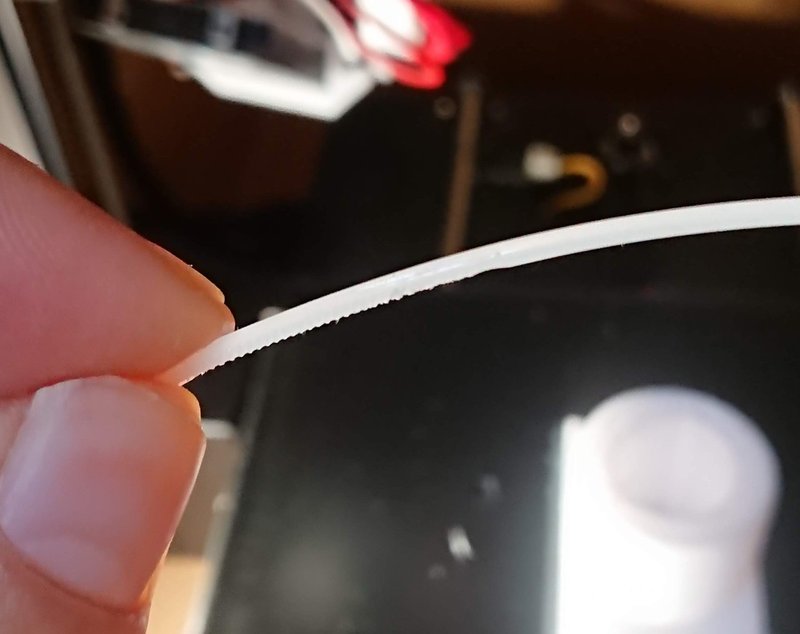
フィラメントにエクストルーダーの歯が食い込んで送り出すんですが、この歯がフィラメントを削ってしまって、食い込めずに空転してしまうと、今回の症例のように途中でマテリアルが出なくなってしまいます。
上の画像だと持っている指側がホットエンド側で途中でフィラメントに刻まれた歯の痕跡が乱れてなくなっているのがわかると思います。ここが空転していた箇所。
フィラメントに歯が食い込んで送り出す仕組み上、多少削れるのは仕方ないのだけど、空転するほど削れてしまうのが問題なので、対処は空転しないようにするにはどうするかになります。
対処
対処法1
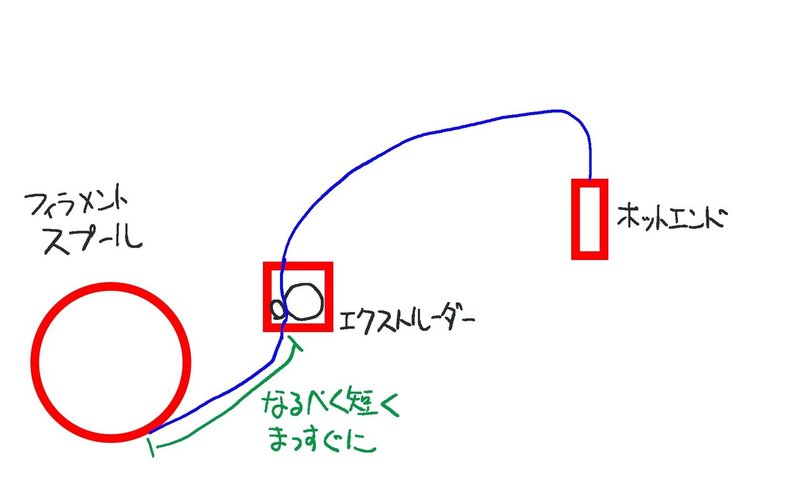
スプールからエクストルーダーまでのフィラメントの経路を見直す。
まず最初はスプールからエクストルーダーまでスムーズにフィラメントが到達できているかを見直します。エクストルーダーがフィラメントを引き込むのに力を必要としてしまうと、エクストルーダーの歯がフィラメントを強く挟まないとならなくなってしまいます。
MEGAのように外付けスプールホルダーの場合は置く場所を見直しましょう。
MEGA-Sの様な本体固定のスプールホルダーの場合はフィラメントセンサーの角度が抵抗となっていることがあります。なるべくエクストルーダーが力を必要としない角度にします。
ダイレクトエクストルーダーでも同じで、エクストルーダーまでストレスなくフィラメントを送りこめるかは大事です。
対処法2
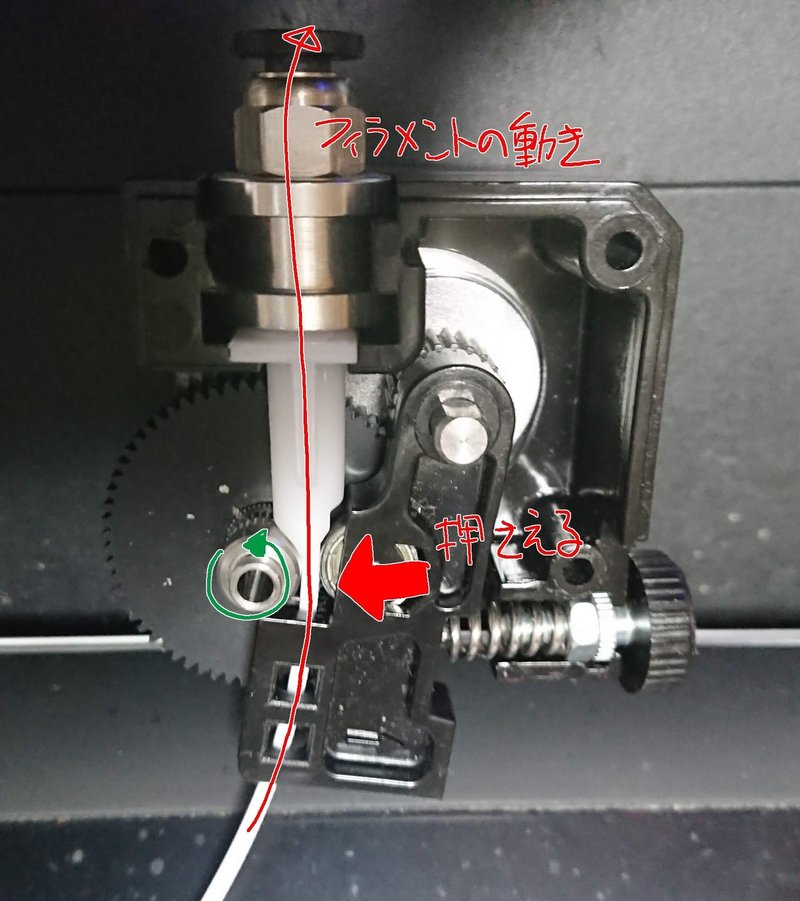
上の写真はMEGA-Sで使われているTitanエクストルーダーと同じ仕組みのもの。フィラメントを歯のあるローラーと普通のローラーで挟み込んで引き込み&送り出しを同時に行う仕組みになっています。
対処法1ではこの挟み込む手前までのフィラメントの動きをスムーズにすることで、弱い力で押さえてもフィラメントを取り込めるようにしてるという訳です。
対処法2は上の写真でいう赤い矢印の力を調整します。
ネジを目いっぱい締め込むと押さえる力は一番弱くなります。弱すぎるとフィラメント表面をローラーについた歯がつかみきれずに滑ってしまうので、深く食い込みすぎないように適度に押さえる必要があります。
このテンションの調整の仕方は、めいっぱいネジを締め込んだ状態(テンションが一番弱い状態)でホットエンドを加熱しフィラメントを送っていき、スムーズにノズルからマテリアルが吐出されるところまで徐々にテンションを強くしていくことで調整します。
脈動するように吐出の勢いに強弱があるときは、滑っている可能性が高いです。エクストルーダーの歯車の動きとノズルからマテリアルが出てくる動き両方をよく観察して、動きとリンクしているかを確認しましょう(ボーデン式の場合、想像以上にラグがあるので注意)。
対処法3
もしかしたらプリント温度が低い可能性があります。フィラメントの原料である樹脂は一般的に温度が高くなればなるほど流動性が高くなります。プリント温度を5~10℃あげてあげることで、エクストルーダーがフィラメントを押し出すのに必要な力が少なくなるので、ギアが滑りにくくなります。
対処法4
1、2、3を行ってもまだ空転が起きてしまう。という場合はスライサーの設定が原因だったりします。
ノズルからの垂れを防ぐためにリトラクションを行うわけですが、リトラクションをするということはフィラメントの同じところを何度もエクストルーダーの歯が通過するということになります。
狭い範囲で何度も何度もリトラクションが起きると、適度に調整されたエクストルーダーのテンションでもフィラメントを削りすぎてしまって空転を起こしてしまう訳です。
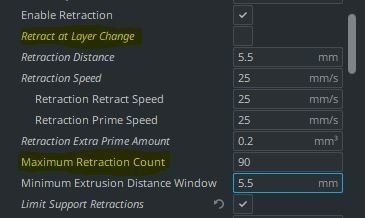
スライス設定でリトラクションの回数を減らすには以下のような設定を変更することで行えます。
Retract at Layer Change:次の層のプリント前にリトラクトする。
Maximum Retraction Count:一定距離内の最大リトラクション回数。
Limit Support Retractions:サポートプリント時のリトラクションを制限する。
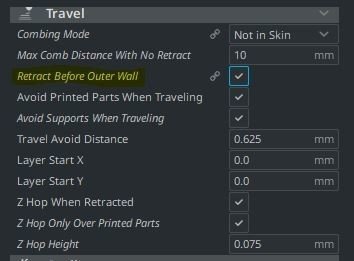
Retract Before Outer Wall:外壁プリント前にリトラクトする。
Maximum Retraction Countはリトラクションの距離に応じて自動的に計算される値が入っていますが、ここは最後の手段で減らす値とすべきです。なぜならこの数値を小さくすると、一定距離内のリトラクション回数がオーバーした場合にリトラクションが行われなくなるので品質の劣化につながります。
リトラクション回数を減らすということは、どこかでマテリアルが垂れたりすることにつながるので、なるべくなら対処法3までで解決したいところ。
何度プリントしても似たようなところでプリントが途絶えるのであれば、リトラクションを疑ってみましょう。
まとめ
まずは物理的にスムーズにフィラメントがホットエンドまで到達できるようにしてあげるのが優先。それでもダメならリトラクションの回数を疑ってみるというのが今回の症例に対する対処順序になります。
ボーデン式にしろダイレクトエクストルーダーにしろ、エクストルーダーまでスムーズにフィラメントを到達させるのはプリントの品質を向上させることにもつながるので、できるだけスムーズに送りこめるようにするといいかと。
この記事が役に立った、面白かったと思ったら、購入、サポートお願いします!
ここから先は
¥ 100
僕のノートが役に立った、面白かったと思っていただけたら、スキ、フォロー、サポートお願いします!