
3Dプリンター トラブルシューティング② お焦げの混入

どもどもYanでっす。
今回の症例はこちら!


あーPETGでよくあるやつ。お焦げがモデルに入り込んでしまってます。明るい色だと目立ってしまうし、この部分は強度も落ちるので可能な限り駆除したいやつです。
原因
ノズルにマテリアルが付着し、しばらく時間が経つと熱で焦げて、それがプリント中に混入してしまう。
ノズルにマテリアルが付着するのはどういう時か?
FDM方式のプリンターはマテリアルを吐出した時にノズルがマテリアルを押しつぶしながら移動します。

このとき、マテリアルの吐出量が多すぎると…
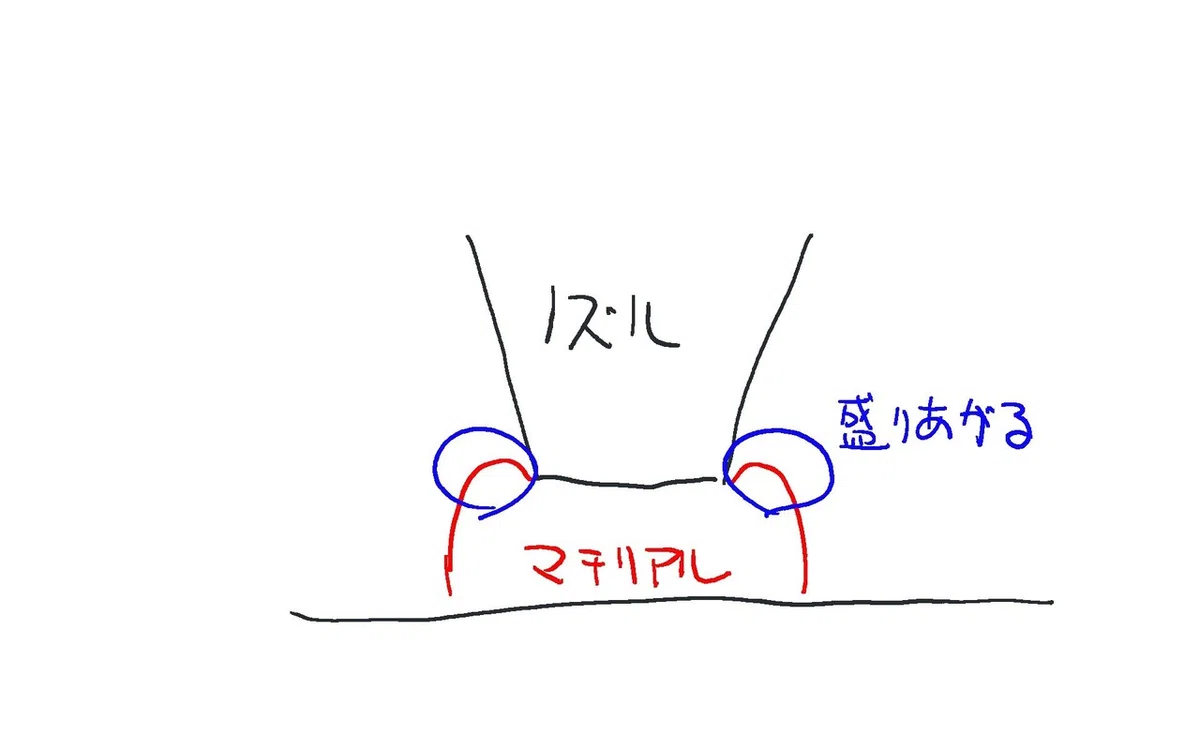
押しつぶされたマテリアルがノズルの脇に広がったときに盛り上がってしまいます。PETGはプリント時に粘度が高いのでこれがかなり顕著です。
この盛り上がりが大きいと、ノズルが上を通過するときに削ったようなスジが付いたりするわけです。そして削ったスジがつくということは削ったマテリアルはどこにいくでしょう?
そうノズルにくっついちゃうんです。
普通吐出量はプリント中に大きく変動しないので、多い状態は続きます。そうするとだんだんノズルに付着するマテリアルは増えていきます。増えていきつつ熱で加熱されて焦げていきます。
一定量ノズルに付着すると重さでだんだん下がってきて…
ふとしたきっかけでノズルから離れて焦げた糸引きになったり、運が悪いとプリント中のモデルに混入してお焦げになるという訳。
実はもう一つ原因となりうるのが、ノズルからのマテリアルの垂れ。リトラクションが適切な値になっていないと、トラベル時にノズルからマテリアルが垂れてきて、それがどこかに付着します。付着した部分はノズルで押しつぶしている訳ではないのでノズルが次に通過するときにノズルが削ってしまう可能性もあるわけです。
対処法
対処するにはリトラクションの設定を適切に行い垂れを防ぎつつ、吐出量を適切な状態にしてあげる必要があります。
対処法1
エクストルーダーのキャリブレーションを行って、送り出しの精度を高くしてあげる。エクストルーダーのキャリブレーションのやり方はこちらを参照してください。
これでも解決しない場合対処法2を実行します。
対処法2

コーミングをしっかりと設定する。
Combingはトラベル時にモデルの外側をなるべく通らなくするという設定なんですが、初期状態だとリトラクションしません。マテリアル垂れ放題です。
そこでMax Comb Distance With No Retractの値をデフォルトの0ではなく10mmとか15mmとかにしてあげます。この指定した値よりも距離が長くなるとリトラクションしてくれます。またCombing Modeを「Not in Skin」にするのもオススメ設定です。これにすることで、一番上の面Top Skinをプリントするときに、すでにプリントした部分の上は通過しないようになるのでひっかき傷がつかなくなります。
あくまでもSkinという点には注意しましょう。インフィルの上とかは普通に横切っていきます。
インフィルの上を通過するときにノズルにマテリアルが付着するというときは次の対処法3を実行してみましょう。
対処法3
フローを減らす。
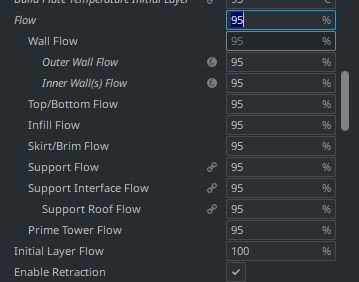
フローとは何かというと、マテリアルがノズルから吐出される量のことです。理想的なプリンタでエクストルーダーキャリブレーションで精度を高めていれば、データが要求するマテリアル量はフロー100%で丁度供給されるようになっています。
しかしいろいろな要因で正しい量が常に出てくるわけではないんです。そこでフローの割合を減らしてあげることで吐出される量を少なくしてあげる。
これは言ってみればその場しのぎとも言えます。他に何をしてもマテリアル吐出量が多いように思えるというときに使う最終手段と考えてください。
プリントしている様子を観察してノズルにマテリアルがあまり付着しないようになればお焦げも発生しないし混入もなくなるはずです。
まとめ
ハードやそれを制御するファームウェアで精度を高めてあげた上で解決しなかったらソフトウェアの補整に頼るようにしましょう。もともとのハードの精度が高くないと補整しても意図した結果になりにくいです。
今回の症例では複数の対処法から選ぶスタイルではなく、順に対処を実行しく形になります。いきなり対処法3からとかはやめておきましょう。他のマテリアル使ってもトラブル起きやすくなるだけなので。
この記事が面白い、役に立ったと思ったら購入、サポートよろしくお願いします!
Have a nice printing :)
ここから先は
¥ 100
僕のノートが役に立った、面白かったと思っていただけたら、スキ、フォロー、サポートお願いします!