シェア
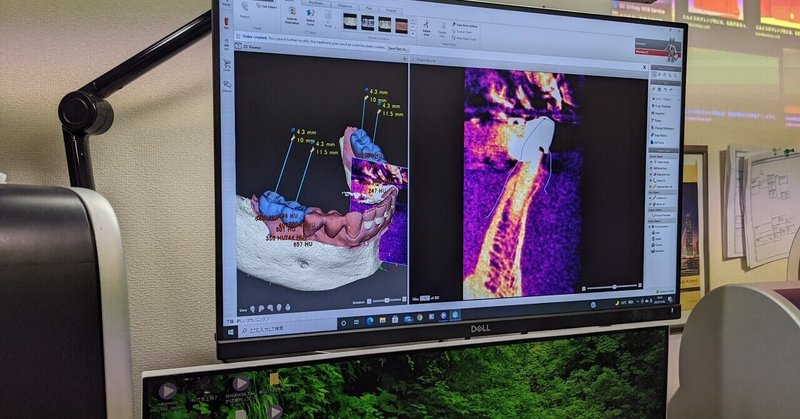
25年ぶりに会う同級生のラボへ見学に行きました。 彼が歯科技工(専門誌)に投稿している3Dプリンターの記事を目にしたのがきっかけでした。 私のラボでは、ナイトガード(スプリント)の仕事が多く、現在は、エルコプレス+レジン盛りにより製作しています。 それを3Dプリンターに移行できるのか、或いは移行せざるをえない時の為にと、情報を集めようかと思っているそんな時でしたので、いろいろ教えてもらおうと、厚かましく見学の依頼をしました。 デジタル化してますか?私のラボではまだアナログ
臨床では気泡の入った模型を時々見かけます。術者が不慣れな場合、アルジネート印象に石膏を流す際に気泡を巻き込んでしまうことがあります。 では、どのようにすれば気泡の入っていない模型ができるのでしょうか? 気泡が入る原因を探り、それを防ぐ方法を考えていきたいと思います。 1 印象採得時の気泡と石膏流し時の気泡の違い 2 気泡が入る原因は空気の取り残し(閉じ込め) 例えばペットボトルに水を満タンに入れる時、空気を出さないと水が入りません。石膏も同じように空気と交換する必要があ
歯科技工用の自作集塵ボックス(作業机) 特徴 マイクロスコープの使用が可能 作業範囲が広い ボックス上部に物が置ける カスタマイズが可能
集塵ボックス内で、模型石膏削合のバキューム稼働状況 バキュームは市販の掃除機も接続可能です。
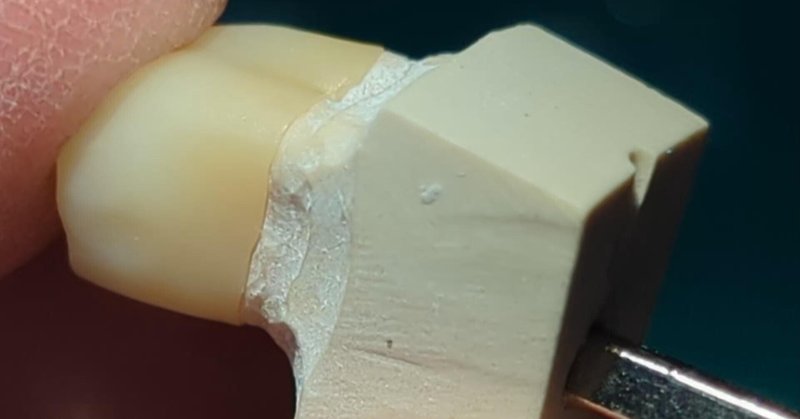
機械加工されたジルコニア冠は、誰が作っても同じものができるかというと、現時点ではそうではありません。 焼結後のジルコニア冠を機械加工する際、マージン部の繊細な部分を破折させないよう、若干の厚みを持たせています。そのため、焼結後にマージン部の厚みを削合して移行的に調整する必要があります。 歯質と補綴物の接合部は、セメント除去や清掃性の観点から適合がよく移行的であることが望ましいとされています。しかし、そのフィット感をどの程度で良しとするかの判断基準は製作者や組織によって異な
「適合」とは、「ある条件や事情にぴったり当てはまること」という意味があります(goo辞書より)。歯科における「適合」とは、補綴物(かぶせ物や入れ歯)が個々の患者の口腔内(口の中)に正しく収まっている状態のことを指します。この記事では、特にかぶせ物の適合について解説します。 辺縁の適合に問題があると、歯質からの移行部にセメント層(歯牙とかぶせものの接着面)の粗い表面や、不規則な形状ができて、ブラッシングなどによる清掃性を阻害したり、プラーク(歯
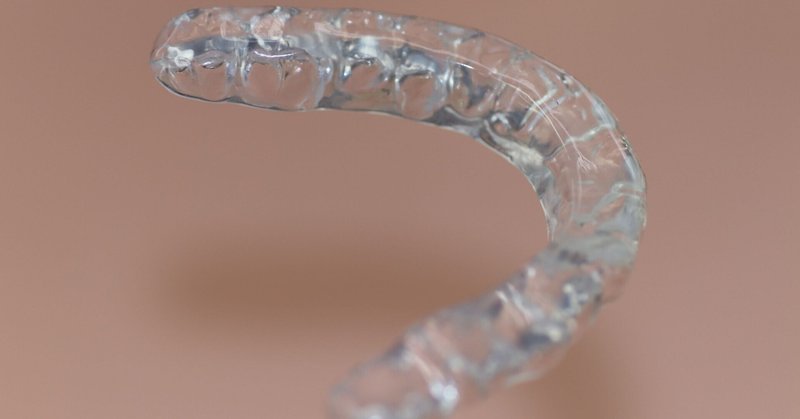
メリットその1 全体的に薄くコンパクトに出来る為、他の厚みを必要とする材料と比較して装着感が良い。 なぜ薄く出来るのか? Erkodurの素材(PETG)特性により薄くしても強度(粘り)がある程度確保される。 つまり薄くしても壊れにくい。 PETGとは? PETGのもととなるPET(ポリエチレンテレフタレート)は、ペットボトルの材料として、世界で最も利用されているプラスチック材料です。PETGは、PETの改良版で、PETよりも丈夫で耐衝撃性に優れる素材です。 (株式会社ア
3Dプリンタで造形された模型上で、スタビライゼーションスプリント作製(エルコプレス+レジン盛)は可能か? 結論から言うと問題なく作製出来ました。ただし造形材は耐熱用を使用(エルコデュールを加熱して軟化 プレスする為) それ以外の造形材ではまだ検証していませんので作製可能かわかりません。 適合に関して その1 石膏模型上で適合の良いものを作製できる技術があれば、それと同じ結果になるかと今のところは考えます。 (ただし3Dプリンタ模型ではまだ2ケースしか作製していません)