TPUフィラメントを使いこなすための細かなノウハウ

※全文を公開している「投げ銭」スタイルのノートです。
すこし間が空いてしまったが、ペンケース制作を通して得た残りのちょっとしたノウハウをまとめる。それぞれ一つの記事にしようかと考えたが、小さなトピックのため、まとめて一つの記事にした。
リトラクションをなくすことによるレイヤー切り替え直後箇所の透明度アップ

レイヤーを切り替えた直後の箇所が汚く、透明度が低い現象が起きていた。よく観察した結果、レイヤー切り替え時のリトラクションによるノズル内圧の低下が原因だった。
今回の出力物は各レイヤー内に飛び地の存在しない形状なのでリトラクションは不要と判断してOFFにしたところ、綺麗になった。
オーバーハング部の吐出量過剰に起因するダレと対処法
さてここが荒れる原因は何だ.... pic.twitter.com/KS9Xzup4uw
— kj_making (@kj_making) September 8, 2021
ペンケースの底面(印刷中は上側にくる箇所)は徐々にオーバーハング角度が大きくなる形状にしているが、この箇所に写真のような印刷不良が発生した。これは後述のトラブルを解決するために試行錯誤している際に起きた。

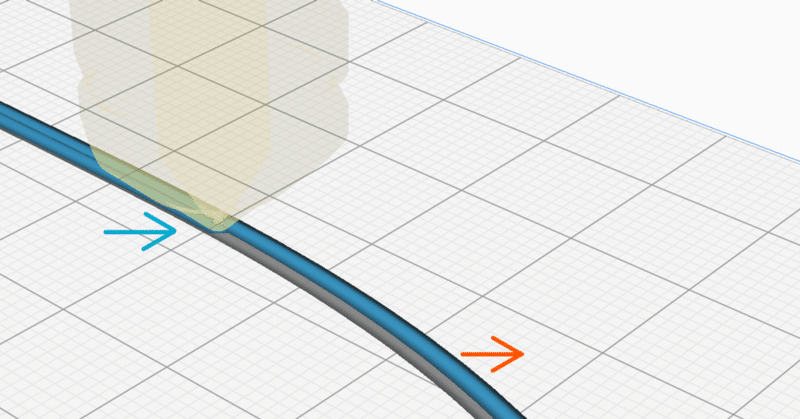
青いラインが造形中のレイヤー、グレーのラインが0.2mm下のレイヤー
造形中の様子を観察したところ、上図の水色矢印箇所周辺で樹脂が下のレイヤーに乗りきらずはみ出てしまい、ノズルから出続ける樹脂がオレンジ色矢印の方向に造形物を押し広げてしまっていた。
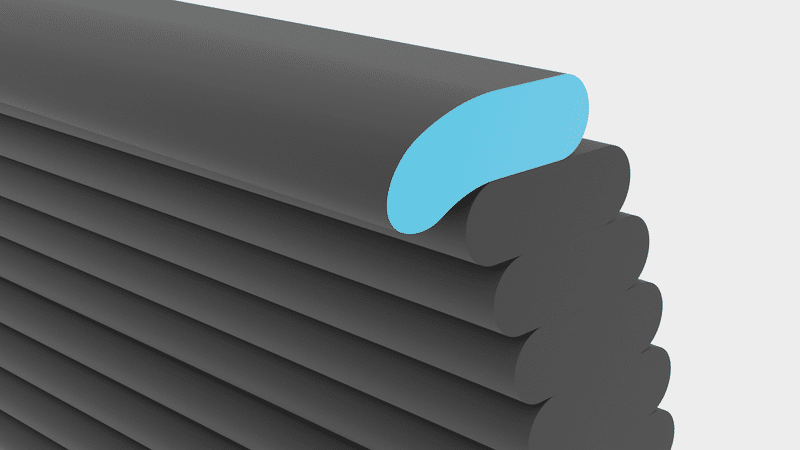
樹脂のはみだしは下図の水色箇所のようなイメージで起きていると思われる。一か所でも押し広げられた箇所があると、その直上のレイヤーでもドミノ倒し的に造形不良が起きるため、広い範囲に影響があった。
樹脂のはみだしの原因はCuraの印刷設定の「フロー」を110~120%ほどの数値にしていることだった。他の問題を解決すべく試行錯誤するうちにこの設定にしていたが、オーバーハング部では吐出量が過剰になっていた。これを通常の100%にしてみるとこの問題は解決し綺麗に造形が出来た。

何か問題が起きた時にフローで解決しようとすることは避けたほうが良いかもしれない。
ブリッジする際に造形済みの箇所を押しのける問題の対処
制作過程でとある箇所で必ず樹脂が一本だけはみ出す現象が起こったため、映像を撮影して原因を突き止めた。先のトラブルでもわかるように、TPUフィラメントはとても柔らかくノズルの移動やノズル先端から漏れた樹脂がぶつかるだけでも変形することが分かる。
どうしてもフィラメントが一本だけはみ出てしまう問題があるのだけど、その瞬間を撮影出来た。 pic.twitter.com/d9bXlYY4rv
— kj_making (@kj_making) September 10, 2021
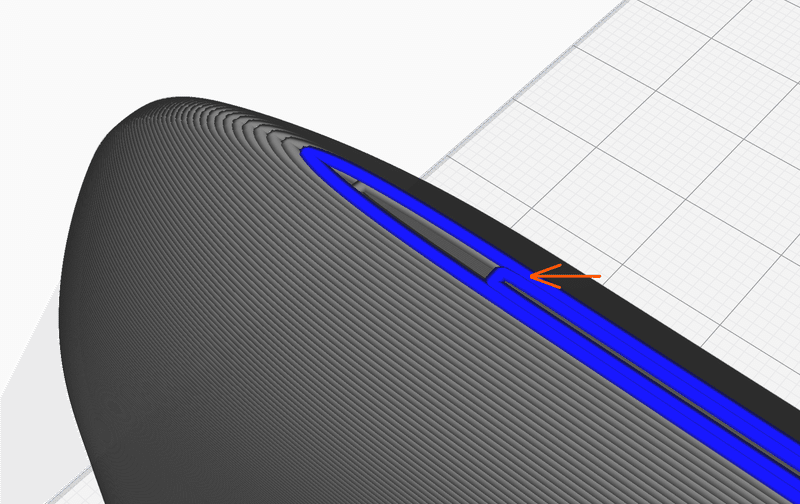
このペンケースはZ軸方向に徐々に閉じていく構造になっているが、一か所だけノズルがブリッジ(下部に樹脂が無い箇所を通過)する。この箇所で造形済みのウォールを押しのけたために樹脂のはみだしが発生していた。
...
G1 X89.561 Y144.355 E2812.02612
G1 X89.575 Y145.078 E2812.06942 //この行までのレイヤー高さは49.2mm
G0 F300 X89.575 Y145.078 Z49.3 // Z方向に0.1mmノズルを上げる処理を追加
G1 F2500 X89.599 Y145.723 E2812.10806 //ブリッジ箇所を通過させる
G1 F3000 X90.339 Y145.753 E2812.1524
G1 F900 X90.419 Y145.075 E2812.19327
G0 F1000 X90.419 Y145.075 Z49.2 //元のレイヤー高さであるZ49.2に戻す処理を追加
G1 X90.405 Y144.758 E2812.21227
G1 X90.431 Y144.489 E2812.22845
...そこでGcodeを直接編集して回避することにした。具体的なコードは上記の通り。
ブリッジする箇所の直前に0.1mmZ軸方向に動かし、ブリッジする際に速度を上げて通過、そのあと元のレイヤーに戻す処理を追加した。
この処理を追加したことにより安定して閉じることに成功した。
どうやらブリッジする際にノズルから出たフィラメントが造形済みの箇所を押し広げてしまうようだった。ブリッジ直前に0.1mmZ方向に上げたらまた安定して出力できるようになった pic.twitter.com/dA73ClZ803
— kj_making (@kj_making) October 17, 2021
加速度が大きいとワークが揺れて荒れる
ノズルの移動方向が変わる瞬間にワークが少しだけプルンって動いてる pic.twitter.com/Dnoif1A5tA
— kj_making (@kj_making) September 10, 2021
ノズルの移動方向が180度変わる箇所では上の動画の通りぶるんと振動してしまっていた。シーム箇所周辺がこれにより若干荒れていたので、Curaの設定値の加速度を初期値の500mm/s^2から100mm/s^2に落とすときれいに造形出来た。

Curaのプリファレンスから有効にする必要がある。
フィラメントをひも状の素材として扱う
フィラメントをライターで熱して溶着させた図 pic.twitter.com/PY2coPY2Gf
— kj_making (@kj_making) September 23, 2021
今回制作したペンケースのツマミとスライダーをつなげる部品にフィラメントをそのまま使った。スライダーとツマミにフィラメントを通し、フィラメントをライターで溶かして融着させている。
なおライターでフィラメントを炙る際、外炎では焦げてしまうが内炎で炙ると焦げて変色せずに済む。一気に溶かすと気泡や焦げが発生するので少しずつ炙ると良い。
また、溶着させたい箇所を上向きにして炙ると自重で饅頭のような形になり、ツマミに差し込む用の穴を通らなくなることがあった。なので溶着させてその後穴を通す場合は下向きにしながら溶着させると太らずに済む。
こういう構造を作れてしまうのは3Dプリントならでは。 pic.twitter.com/ReYgz5CZf0
— kj_making (@kj_making) September 23, 2021
ツマミそのものは上のツイートの様な構造になっている。
この構造は3Dプリントならではで、他の方法では部品分割しないと作るのが難しいだろう。
宣伝
最後にこの記事で言及しているペンケースの宣伝です。
↑のリンク先でペンケースを頒布しています。
家庭用3Dプリンターで美しい造形を作る方法を探求した成果物です。
これまでに書いた記事と合わせてお手に取っていただけると、綺麗に造形する方法がより理解しやすいかと思います。
今回はこのあたりで。
制作や開発の資金源にさせていただきます!