
生酛づくりの本当の目的

はじめに
生酛の名前の由来
生酛系酒母と速醸系酒母
乳酸菌とは
乳酸菌が入ることによって起こる変化
1.はじめに
生酛づくりの方法を知っている人は多いが、味わいや品質にどう作用するのだろうか?
生酛の日本酒と聞いてどんなイメージを持つか?
を当店のお客様に聞いたところ
「うまみがある」「どっしりしている」「常温放置OK」「劣化しない」「アルコール高め」だという答えが返ってきた。
果たしてこれらは本当に生酛の特徴だろうか。
低アルコールでアミノ酸度も低いフレッシュジューシーなお酒を造る
新政酒造さんや株式会社せんきんさんなど 最近の生酛づくりは今まで生酛に抱いていたイメージとはかけ離れている。
手間のかかる工程、出荷まで時間がかかる、それでもやりたい生酛には何かしらの大きなメリット、魅力があるに違いない。
しかし今まで調べようにもなかなかそれがわかる資料もなく、蔵元に聞いてもあまりよくわからずなこともあり。
(いくつかの蔵元様は明確に教えてくださった)
たくさんの蔵元、そして県の研究者、さらには論文もいくつか読んでまとめてみたのでどうかご参考にしていただきたい。
2.生酛の名前の由来
もともと江戸時代にはいまでいう生酛造りで造った酒母は「寒酛」と呼ばれていた。生酛系酒母は米を溶かすために5~6度の低温に置く作業が必要になる。
初期は手で混ぜて溶かしていたため雑菌は入りやすい。その後は酛摺りが開発されるが、こうした作業もその後の打瀬という工程も 雑菌汚染を防ぐために低温で進めなければならなかった。
このため生酛は冬でないと造ることができない酒母 つまり「寒酛」だった。
この寒酛、明治期には「普通酛」と呼び名をかえた。その後明治時代の終盤に「速醸酒母」が開発されたあとに「普通酛」から「生酛」という名前が当てられるようになった。国策的にも現場的にも速醸酛の方が生酛よりも「普通」の存在になったからだと考えられる。
仕込み直後の低温期間を「生酛(なまもと)」と呼んでいたことが生酛という名前の由来。
仕込みはじめから初暖気という加熱作業の前までを「なまもと」と呼ぶのだが、これが生酛の名前になったという。
〜以外引用〜
生酛の名前の由来は定かではないが、一般的に仕込み(酛立て)から打瀬までを生酛(なまもと)といわれており、丸亀税務監督局編集の『実験清酒醸造法講義』の中に『普通酛を生酛と云ふのは此の生酛(なまもと)期間が長いからである』と記述されている。
(『生酛づくり』に関する一考察)溝口晴彦
⇒⇒なので「酛摺り」をするしないは「生酛」の定義とは関係がない!
3.生酛系酒母と速醸系酒母
生酛系酒母= 乳酸菌が入ってくるのを待ち乳酸菌が出した乳酸によって酒母を酸性にして雑菌を防ぐ
速醸系酒母= 醸造用乳酸という人工的に作った酸性の液体を入れて一気に酒母を酸性にする方法
→→「乳酸菌」と「乳酸」は全くの別物なので
一緒にしないこと!
乳酸菌は微生物、乳酸はその微生物が出した物質(C3H6O3)
【生酛系酒母の種類】
生酛菩提酛(水酛)
山卸廃止酛(山廃酛)
乳酸菌添加酛(L.メセンテロイデスを添加)
酸基醴酛(高温で米を溶かし乳酸菌を添加)
【速醸系酒母の種類】
高温糖化酛(甘酒速醸酒母) 糖化を効果的に行い雑菌を淘汰するため55~58度で仕込む)乳酸添加、酵母添加
速醸酛
大事なのは「乳酸菌」!
では 手間をかけて乳酸菌を呼び込むのにはどんな意味があるのか?
4.乳酸菌とは
グルコース(ブドウ糖)を代謝して乳酸を産生する細菌類の総称。
ビフィズス菌も乳酸菌のひとつだが、乳酸菌は乳酸だけを産生するのに対し、ビフィズス菌は酢酸も産生するため別の種類とすることもある。
380種類以上あるとされる。
生酛で酒母に入ってくるのは主に2種類
ロイコノストック・メセンテロイデス Leuconostoc mesenteroides(球菌)
ラクトバチルス・サケイ Lactobacilus sakei(桿菌)
5.乳酸菌が入ることによってみられる変化
乳酸菌は乳酸を出す以外にも素晴らしい働きをしてくれる。ひとつひとつ解説すると…
① 酵母が強くなる
Lactobacilus sakeiは特に「栄養要求性」が高い菌。
米の溶解成分中、グルコースの他に「リノール酸」を食べる。(代謝する)
ほとんどのリノール酸を食べつくした時点で、ようやく酵母が混入(または添加)してくる。
酵母も本来はリノール酸を必要としているが、乳酸菌が食べてしまい酒母中にもうリノール酸は残っていないので 仕方なく「パルミチン酸」を食べることに。
パルミチン酸は炭素数16の長鎖脂肪酸で 酵母の細胞膜になる成分。
パルミチン酸を取り込めば取り込むほど、酵母の外膜は厚く強くなるので アルコール耐性が強くなる。酵母によってはアルコール20度でも死滅しないし、高温にも強い。低温長期醪でもへたらない強さを持つ。
醸造用アルコールを添加しても死滅しない。
② 酵母の純度が高い
醸造用乳酸を投入した時に酒母中にいる雑菌は死滅するが、乳酸が次第に分解されて薄まってくると野生酵母の混入が起こる可能性がある。
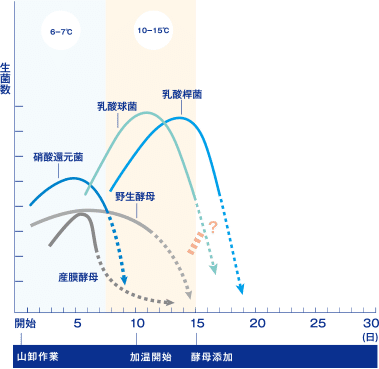
生酛の場合、順番に出てくる硝酸還元菌や乳酸菌のおかげで野生酵母は淘汰されほぼ清酒酵母のみが生きる環境となる。
③ 味に深みが出る

タンパク質の長い鎖を、途中でバサバサ切るのが「酸性プロテアーゼ」という酵素。一方「酸性カルボキシペプチターゼ」は端っこからひとつずつ切り離すことしかできない酵素。
ちなみに分子が1個だとアミノ酸。2個~49個がペプチド、50個以上でタンパク質と呼ばれる。
長いタンパク質の鎖を大まかに切っていく「酸性プロテアーゼ」
⇒ 酸性が強い時によく働く
速醸酛で醸造用乳酸を添加すると一気に酸性になるので麹の中の酵素「酸性プロテアーゼ」がよく働き(酸性プロテアーゼの最適pH3.5付近にあるため)、タンパク質をどんどんペプチドに切っていく。
アミノ酸が2つ、または3つの分子のジペプチドまたはトリペプチドの状態は酸性カルボキシペプチターゼがあまり働かない。(基質親和性が低いという)
よってアミノ酸は生成されず、ペプチドが多い。逆に生酛ではアミノ酸が多くなり、ペプチドが少ない。
しかし醪の段階に入り清酒としてのアミノ酸度は 速醸と生酛であまり違いは生じない。
なぜなのか?
生酛で育った酵母は醪の中で「アミノ酸を取り込んで増殖する」(ペプチドは取り込まない)
すると、醪中のアミノ酸は少なく、ペプチドが多い状態となる。酒母の時とは逆転現象。このことが生酛に「押し味」をもたらしている一因と考えられている。
④D-アミノ酸
通常食品の中にあるのはL-アミノ酸。
D-アミノ酸というのはL-アミノ酸の鏡像異性体ながらL-アミノ酸とは違った味の影響が出る。
生酛中に入る乳酸菌のラセマーゼによりこのD-アミノ酸が産生されていることがわかっている。
このD-アミノ酸は人間が味を感知できる閾値以下でも甘味とうま味を強く感じさせ、「まろやかさ」と「かど取り」として感じさせる物質なのである。
乳酸発酵食品のあの何とも言えないコク、あれがD-アミノ酸のなせるわざ。
⑤日本酒が劣化しにくい
日本酒の劣化を防ぐため茨城県産業技術イノベーションセンターが、大吟醸から本醸造まで幅広いスペックの日本酒を22点無作為に購入し
わざと劣化を進ませる「加速劣化試験」を行ったところ、一部の日本酒で貯蔵温度の影響を受けにくいものが見られこれらの共通する特徴を調べたところすべて「生酛系」であることがわかった。
活性酸素消去能を測定する手法H‐ORACの値を測定したところ 速醸系に比べ生酛系の日本酒の方が抗酸化力が強いことがわかった。
だから手間のかかる生酛造りをわざわざする。ポイントは乳酸菌!
これからも日本酒の造り方や不思議について、エビデンスのあるお話を書いていきたいと思います。
この記事が気に入ったらサポートをしてみませんか?