スライサー Ultimaker CURA 設定完全攻略 Ver4.8.0対応版(11/12/20更新)

お願い
この記事は3Dプリンタユーザー、特に使いだしたばかりの人がCURAの設定で困ったときに参考にできるようにと、検索で出てくるようにするために無料記事として公開しています。
改版を重ねてきて文字数が45,000文字を超えてメンテナンスするのもかなりの時間と労力を注がないとならなくなってしまいました。今後も無料記事として改版、公開を続けていくモチベーション維持のため、役に立ったと思っていただけたのなら、気持ちで結構ですのでサポートお願いいたします。僕のAmazonの欲しいものリストを掲載しておきますので、食べ物恵んでくれるとかでもOKです。よろしくお願いします!
https://www.amazon.jp/hz/wishlist/ls/2K5VGTZRA3ATJ?ref_=wl_share
支援物資送ってくださった方、ありがとうございますっ!とても助かってます。これからもお役に立つような記事書けるよう努力したいと思います。
情報が少ないっ!
FDM方式の3Dプリンターを使ってる人はかなりの割合でスライサーソフトにCURAを使ってるんじゃないだろうか?
いろいろと設定項目があるのに、日本語の情報がとても少ない。CURAは日本語に対応しているけれど日本語表記が間違っている部分も多く見受けられるので、英語の内容から日本語訳(かなり意訳)を作ってみた。
Ultimaker CURA(以下CURA)って?
CURAはオープンソースのソフトウェアで、3D Printing Industry Awards 2019を受賞しているくらい評価の高いソフト。
Anycubic i3 MEGAが採用しているスライサーソフト。SDカードに入ってるやつは古いので最新版をダウンロードして使うのがオススメ。11/12/2020時点で最新版は4.8.0。
バージョンアップも頻繁に行われていて、機能もどんどん追加されている。FDM方式の3Dプリンターを使っているのであれば、これを使わない手はないぞというくらいのソフト。しかも無料。
ダウンロードはこちらから。
https://ultimaker.com/ja/software/ultimaker-cura
基本的な使い方
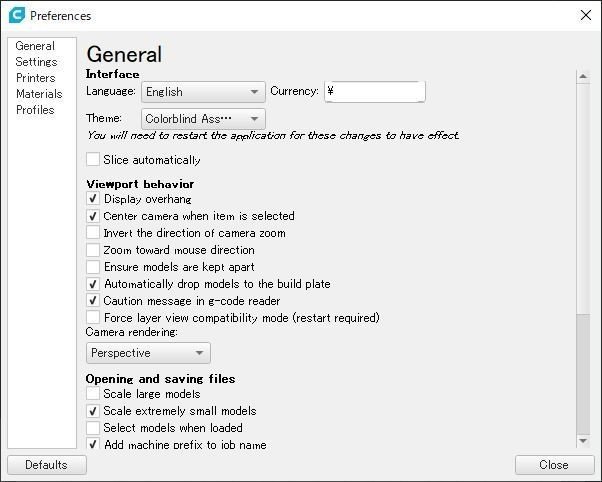
インストールした状態だと、表示はすべて英語になっている。実は日本語にも対応しているので、英語に自信がない人は言語設定で日本語に変えてしまおう。Preferences>Configuration CURAと選べば設定ウィンドウが出てくる。
日本語への翻訳は微妙な部分が多いので、なるべくなら英語で使う方がいいと思う。3Dプリンターに関しては日本よりも海外の方が圧倒的に情報が多いので、英語でなんて言うかがわかってると情報を探すにも便利。この記事の中では基本英語画面で説明するけれど、各項目の英語表記と日本語表記の対比は書いていくのでご安心を。
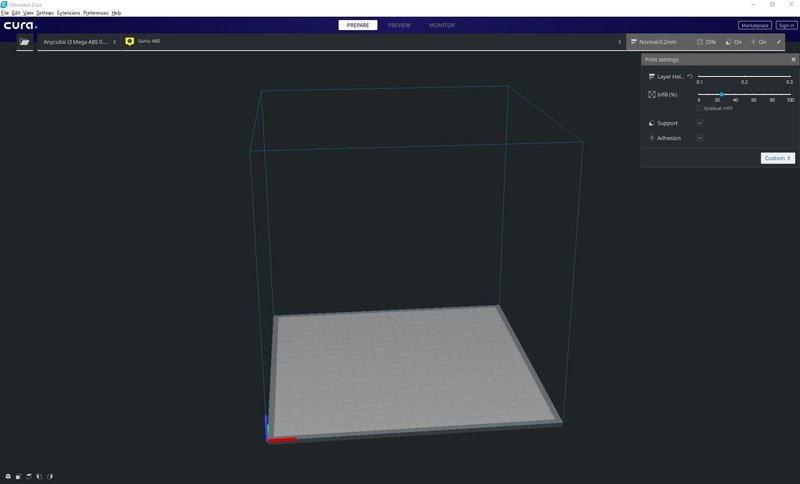
起動したばかりの画面がこの状態。
左上のフォルダーアイコンをクリックか、左上のメニューのFileからプリントしたいstlファイルを読み込むとこの状態になる。
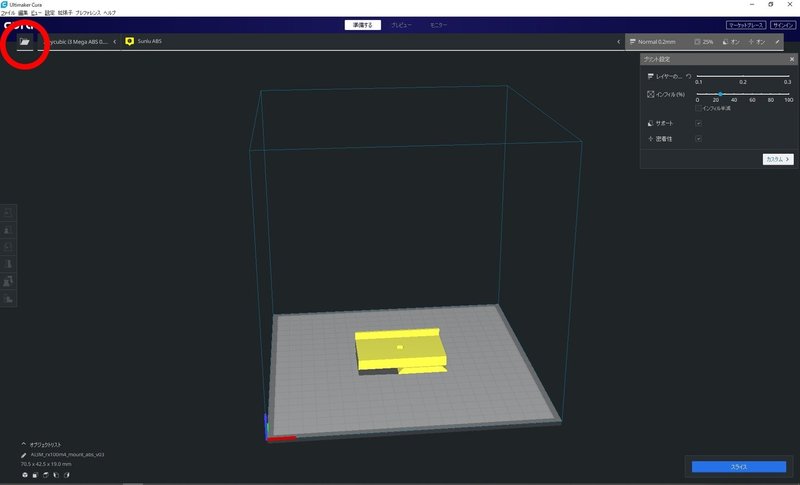
まずは自分の持っているプリンター設定が読み込まれているか確認。表示はここ。
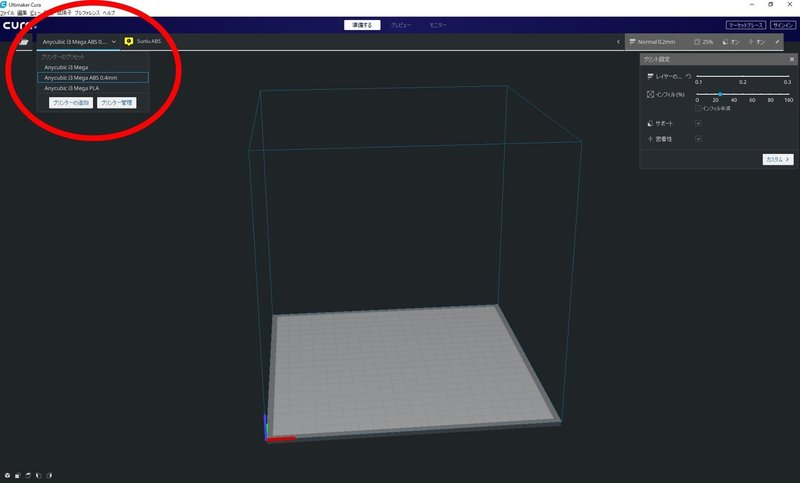
次にフィラメントの素材を選ぶ。自分の使うフィラメントのメーカーや製品名があればそれを選ぶ。ない時はGenericの中からPLAやABSなど選ぶ。ここでABSを出力するのにPLAになってたりすると簡易設定ではノズル温度やベッド温度を個別に設定できないので間違った値で出力されてしまうことになる。
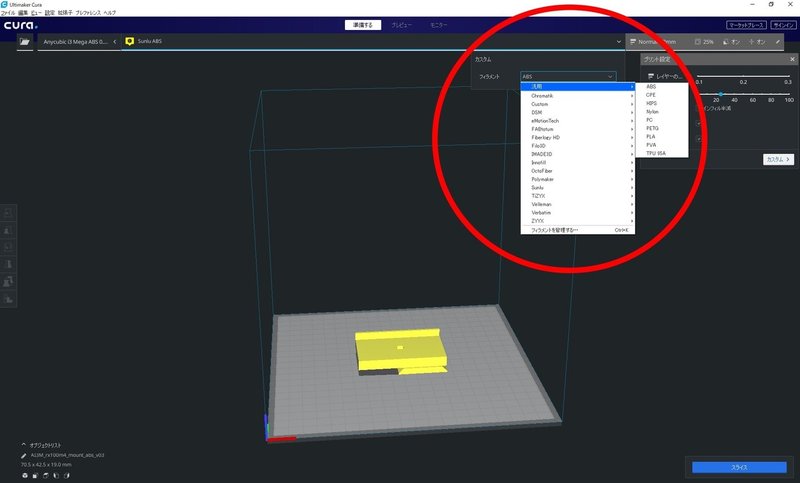
プリンターとフィラメントの確認が終わったら出力設定。
右上にPrint settingsというウィンドウがあって、ここでプリント品質をコントロールできる。ただし、これは簡易メニューなので必要最低限。
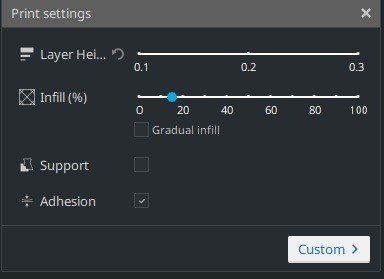
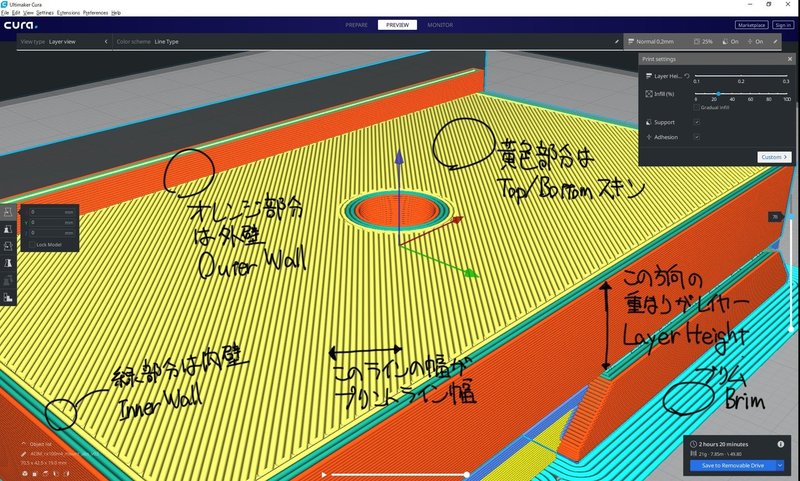
Layer Height(レイヤーの高さ)
プリント時の一層ごとの厚さを指定。0.1mm、0.2mm、0.3mmと設定できる。順番に品質高、品質普通、品質低と読み替えてもらってもOK。
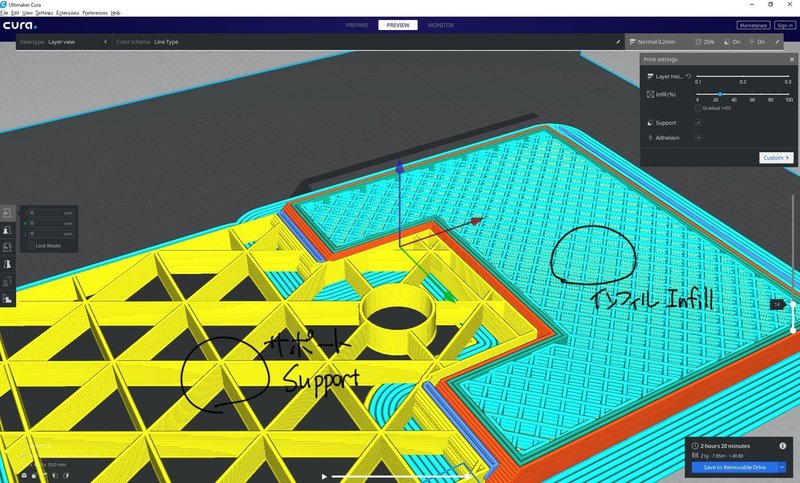
Infill(%)(インフィル)
出力物の中にどれくらいの割合で支持材をプリントするかの設定。この数値が大きくなればなるほど、出力物の中が詰まっていることになる。値が大きいほど強度が高くなる。通常は10~30%くらいで大丈夫。強度が必要な場合は100%にすると全体がマテリアルで埋められて出力される。
Gradual infill(段階的インフィル)
上にいくにつれインフィルlの密度が高くなっていくように自動的に設定してくれる。インフィルの上に上部スキンをプリントするのでインフィル最上部の密度は高い方がスキンの品質も高くなる。しかし、全体を高い密度でプリントすると必要十分以上に強度が高くなるのとマテリアル消費量が多くなるというデメリットがある。そこでこの段階的インフィルを使うと下側はインフィル密度が低くなるので、全体の密度を高くするよりはマテリアル消費量を抑えることができる。
Support(サポート)
真上に積層していく分には問題ないけれど、下に何もない部分にプリントしようとするとノズルから出てきたマテリアルが垂れてしまう。これを防ぐために支えとして後で取り外す部分をプリントするのがSapport。ここにチェックを入れるとオーバーハング部分の下にサポートを作るようにしてくれる。サポートなしで出したい場合はチェックしないこと。
Adhesion(密着性)
ビルドプレートに対しての密着度を高くするために使う。PLAやPETGでは必要ないけれど、反りやすいABSでは角が浮いて反ってしまうのを避けるために使う方がいい。
Custom
簡易設定ではなく詳細設定画面に移るためのボタン。お手軽出力では使わないので詳細は後回し。
各項目の設定が終わったら画面右下のSliceボタンを押す。
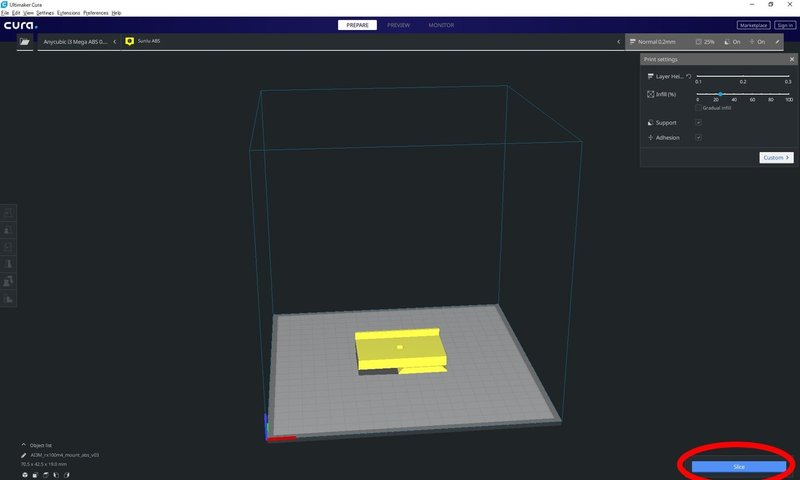
設定の通り出力するとだいたいこれくらいの時間で終わるという目安が表示される。〇の中にiの文字がある部分の上にマウスカーソルを持っていくとその時間の内訳が出る。移動にどれだけかかかるとか。
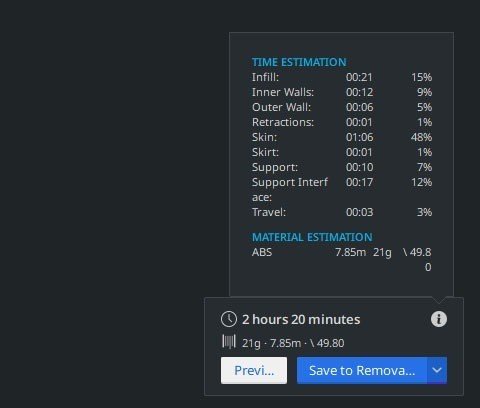
時間表示の下は出力に必要な素材の重さと長さが表示される。これはフィラメントごとに異なるので、Genericを選んだ場合は目安として考えよう。
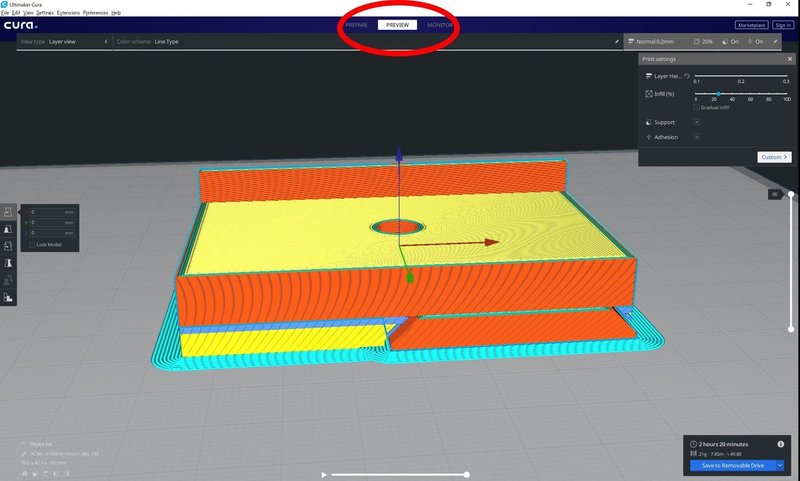
Previewボタンを押すとどんな感じでプリントされていくかを表示することができる。画面上の切り替えボタンでPREVIEWを選んでもOK。
右下の青いボタン部分の右側にある下向きの「>」を押すとどのドライブに保存するかを選択できる。基本的にはSDカードなどの外部ドライブが選択される。
SDカードにg-codeファイル(3Dプリンタへの命令が書かれたファイル)を描きこんだら、SDカードを取り出して、プリンタに挿入。プリント開始する。いよいよ詳細設定
CURAを使うのなら、Customボタンを押して表示できる詳細設定を使いこなしたい。項目の設定内容を理解してコントロールできれば簡易設定よりもクオリティを高くできる。逆に品質を犠牲にして速度をあげることも可能だ。
各項目ごとに説明していこう。Anycubic i3 MEGAを対象とするのでDual Extruderなど関係ない項目は省いている。
Quality(品質)
Layer Height(レイヤー高さ)
値を大きくすると印刷速度が速くなるが印刷品質が落ちる。値を小さくすると印刷速度が遅くなるが印刷品質は高くなる。ノズル口径の70%程度までが品質に影響しない範囲。0.4mmノズルなら0.3mmくらい。
Initial Layer Height(初期レイヤー高さ)
一層目の高さ。通常よりも厚くするとビルドプレートへの定着性が高くなる。縦方向の解像度が落ちるので通常のレイヤーの高さと同じで問題ない。他の部分で密着させるようにしたほうがいい。Layer Heightが薄い場合、一層目だけ厚くして定着性を上げるのはアリ。
Line Width(ライン幅)
プリント時のライン幅。一般的にノズル口径と同じ値にするが、少しだけ値を減らすと印刷品質が向上する可能性がある。逆に数値を少し増やすと強度をあげられる可能性がある。
Wall Line Width(ウォールライン幅)
ウォールプリント時のライン幅。
Outer Wall Line Width(外側ウォールライン幅)
一番外側のウォールプリント時のライン幅。この値を小さくするとディティール再現性が上がる。
Inner Wall(s) Line Width(内側ウォールライン幅)
一番外側以外のウォールのライン幅。
Top/Bottom Line Width(上下面ライン幅)
上面、底面のライン幅。
Infill Line Width(インフィルラインの幅)
インフィルのライン幅。
Skirt/Brim Line Width(スカート/ブリムラインの幅)
スカート、ブリムのライン幅。
Support Line Width(サポートライン幅)
サポートのライン幅。サポートを有効にしないと表示されない。
Support Interface Line Width(サポート面のライン幅)
サポートインターフェース使用時のルーフとフロアのライン幅。サポートインターフェースを有効にしないと表示されない。
Support Roof Line Width(サポートルーフのライン幅)
サポートルーフのライン幅。
Support Floor Line Width(サポートフロアのライン幅)
サポートフロアのライン幅。
Initial Layer Line Width(初期レイヤーのライン幅)
一層目のライン幅の出力割合。100%よりも大きくするとベッドへの定着が良くなるが、実際寸法よりも大きくなり、Elephant's footと呼ばれる末広がりの底面の原因となる。
Shell(外郭)
Wall Thickness(壁の厚さ)
水平方向のウォールの厚さ。この値を品質で設定したウォールのライン幅で割ったものがウォールのライン数に反映される。
Wall Line count(ウォールライン数)
ウォールの厚さとライン幅から計算されるウォールをプリントするライン数。ここを直接変更するとWall Thicknessに自動的に反映される。
Outer Wall Wipe Distance(外壁移動距離)
最も外側のウォールをプリントした後、シームを隠すために素材を出さずにノズルが動く距離。糸引きの多いマテリアルでは糸引きを低減する効果もある。
Top Surface Skin Layers(上部表面レイヤー)
上側の表面レイヤーの数。通常は綺麗な表面をプリントするのに1層で問題ないが、2又は3を指定することで品質向上する可能性がある。
Top/Bottom Thickness(上部/底面の厚さ)
上と下の壁にあたる部分の厚さ。この数値をレイヤー高さで割ったものが上部又は底面のレイヤー数に反映される。レイヤー高さを設定すると自動的に計算されるけれど、手動で設定する場合はレイヤー高さの整数倍の値にする。
Top Thickness(上部厚さ)
上部の壁にあたる部分の厚さ。この数値をレイヤー高さで割ったものが上部レイヤーの値に反映される。
Top Layers(上部レイヤー)
上部の壁にあたる部分としてプリントする際のレイヤーの数。上部厚さをレイヤー高さで割った数値。基本的にはレイヤー高さと上部厚さから計算されて自動的に設定されるので、いじる必要はない。
Bottom Thickness(底面厚さ)
下側の壁にあたる部分の厚さ。この数値をレイヤー高さで割ったものが底面レイヤーの値に反映される。
Bottom Layers(底面レイヤー)
下側の壁にあたる部分としてプリントする際のレイヤーの数。底面厚さをレイヤー高さで割った数値。上部レイヤーと同様基本的にはいじる必要はない。
Initial Bottom Layer(初期底面レイヤー)
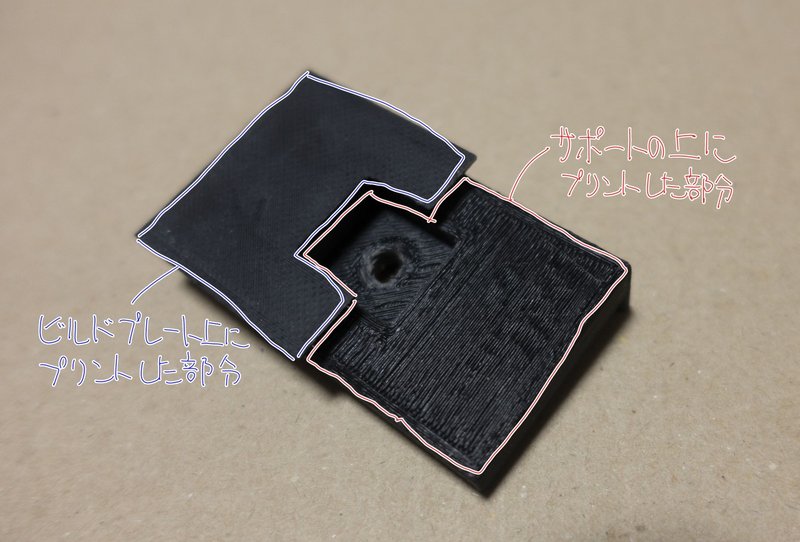
ビルドプレートに接している底面レイヤーの厚さを決定する。底面レイヤーはプリント速度が遅くなりがちでマテリアル消費も多いため、インフィルを隠す、強度を持たせるという意味だけであればここの数値を減らしてあげることでプリント時間の短縮が見込める。オーバーハングがあったり、サポートの上につくられるスキンだったりする場合は底面レイヤーはそれなりの厚さが必要となるため、ここで数値を減らして通常のBottom Layersを減らさないという設定が有効になる。
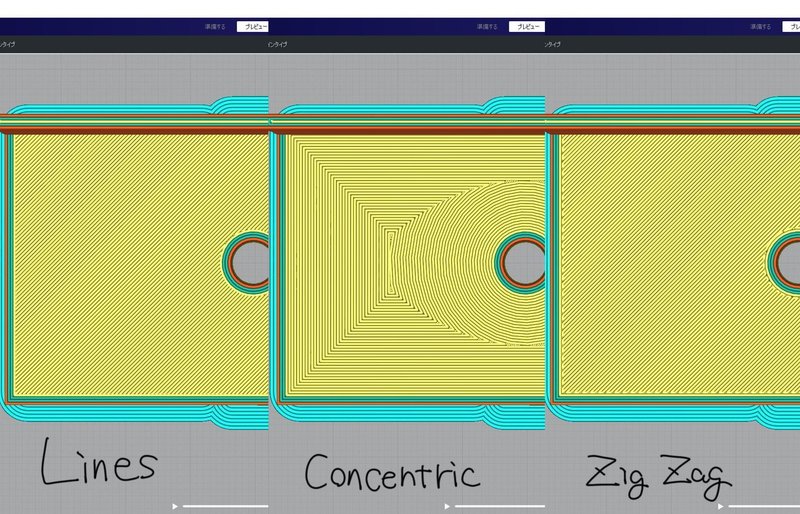
Top/Bottom Pattern(上層/底層パターン)
上と下の壁にあたる部分(スキン)のプリントパターンを設定する。
Lines(直線):直線を並べたパターン。
Concentric(同心円):中心から同心円で埋めていくパターン。
Zig-zag(ジグザグ):直線の端をつなげて端で折り返していくパターン。一筆書きの要領でプリントできノズルからのマテリアル吐出圧を一定に保てるので一番品質が安定する。
Bottom Pattern Initial Layer(底層初期レイヤー)
一番最初にプリントするレイヤーのプリントパターンを設定する。選択できるパターンはTop/Bottom Patternと同じ3種類。
Top/Bottom Line Directions(上層/底層ラインの向き)
上層/底層パターンをLinesかzig zagに設定したときに使用する、プリントラインの向きを記述したリスト。[]内に整数で角度を記述する。リスト内の数字は順番に適用されていき、最後の数字の後はリストの最初に戻る。リスト内の数字を複数記述するときはカンマで区切る。デフォルトの何も書かれていない[]は[45,135]と同じ。4.3で存在したAlternate Skin Rotation(レイヤー回転変更)の代わりに[45,135,0,90]とすることで斜めの後に縦、横のパターンを追加したものに出来る。
Outer Wall Inset(外壁はめ込み)
外側ウォールライン幅がノズルサイズより小さい値、かつ、内側の壁よりも後に外側がプリントされる場合に、外側ウォールラインの位置を補正するために使われる。
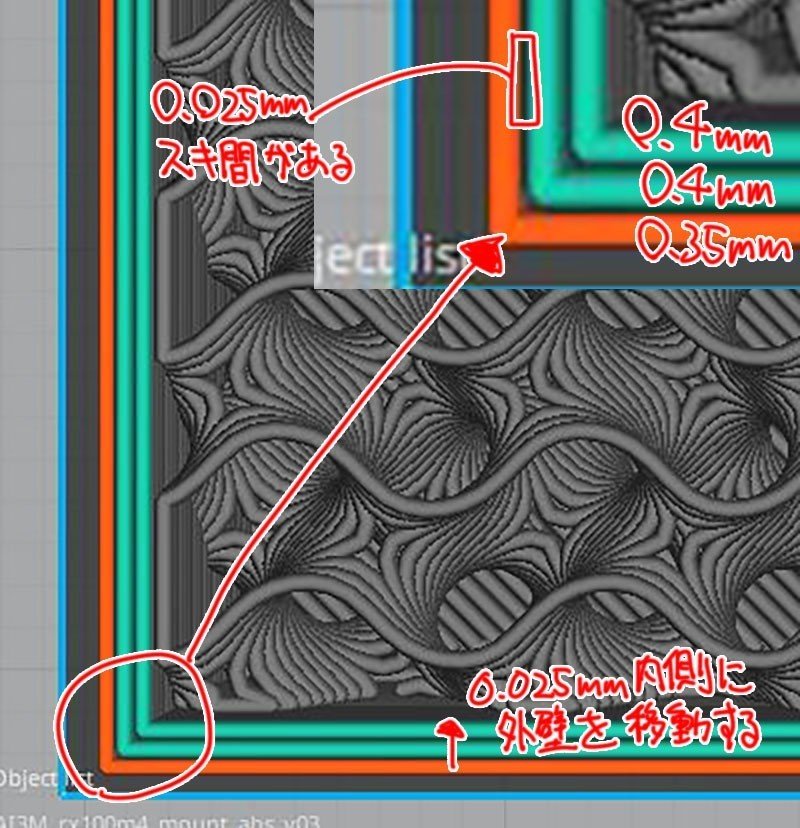
例:外側ウォールライン幅が0.35mmな場合、ノズル幅は0.4mmなので差は0.05mm片側0.025mm。このままプリントすると外側のウォールが0.025mm外側になってしまうのでこの数値を使って内側に補正する。
Optimize Wall Printing Order(壁印刷順序の最適化)
トラベル量、リトラクション回数を削減するためにウォールのプリント順序を最適化する。ほとんどの場合有効にすることで時間短縮ができるが、出力モデル次第では時間がかかってしまうことがある。有効、無効で出力予想時間を比較して使うかどうか判断するといい。ビルドプレートへの定着のためにブリムを選択している場合、一層目にはこの項目が適用されない。
Outer Before Inner Walls(外壁優先)
外側のウォールから先にプリントする。ABSのような粘度の高いマテリアルを使う場合はX軸方向Y軸方向への精度が向上する。しかし、表面の品質、特にオーバーハング部分のクオリティは落ちやすくなる。
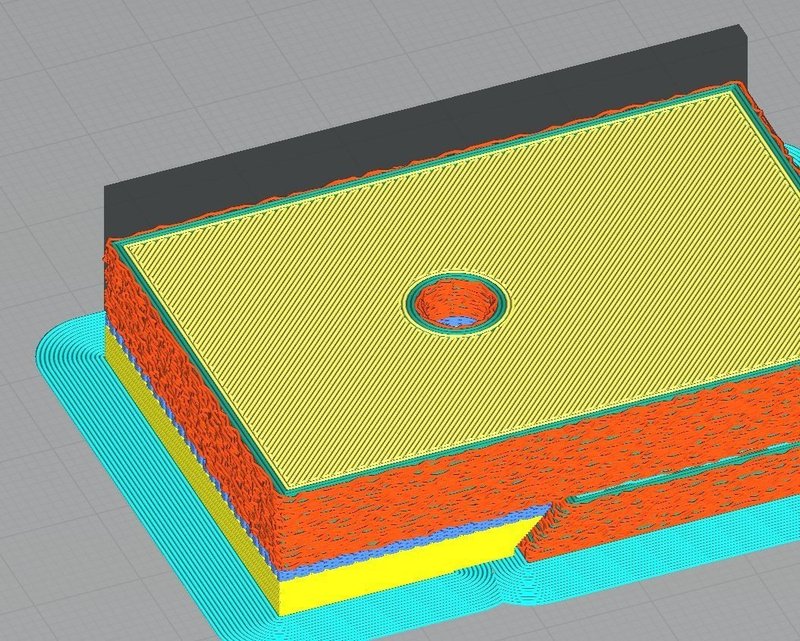
Alternate Extra Wall(代替予備壁)
インフィルとウォールの間に一層おきに1ライン分追加してウォールをプリントする。壁とインフィルの結合が強固になり全体の強度を上げることができる。
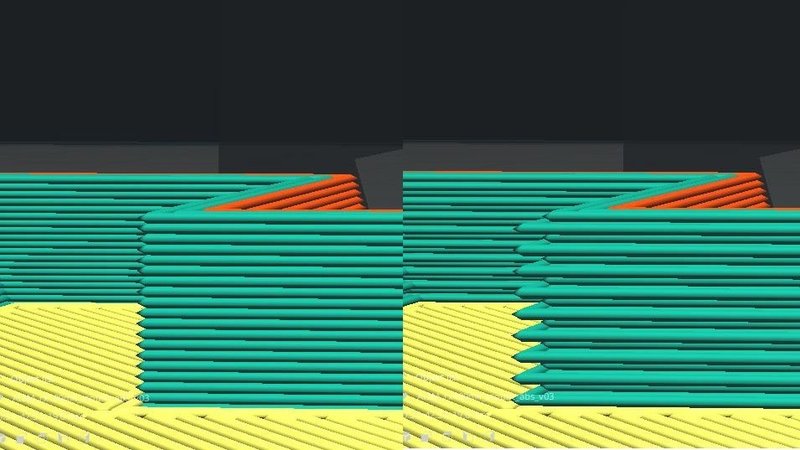
Alternate Extra Wall無効(左)、有効(右)の違い
Compensate Wall Overlaps(壁補正)
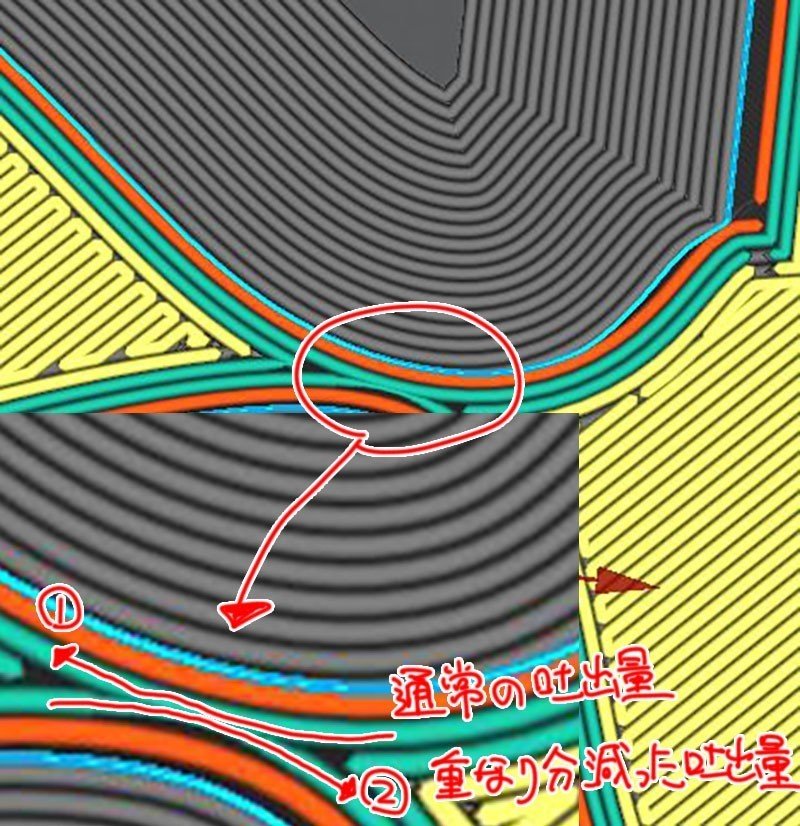
すでにプリントされているウォール部分に対して部分的に重なるようにウォールがプリントされる時、重なる分だけマテリアルのフローを減らす補正をする。
Compensate Outer Wall Overlaps(外壁補正)
外壁プリント時にラインが重なる場合、フローを補正する。
Compensate Inner Wall Overlaps(内壁補正)
一番外側のウォール以外のウォールプリント中にラインが重なる場合、フローを補正する。
Minimum Wall Flow(最小壁フロー)
壁補正が適用され、フローに補正がかかり、ここで設定したパーセンテージを下回った場合には、プリントではなく、トラベルに置き換えられる。この設定を使うためには、壁補正と外壁優先を有効にする必要がある。
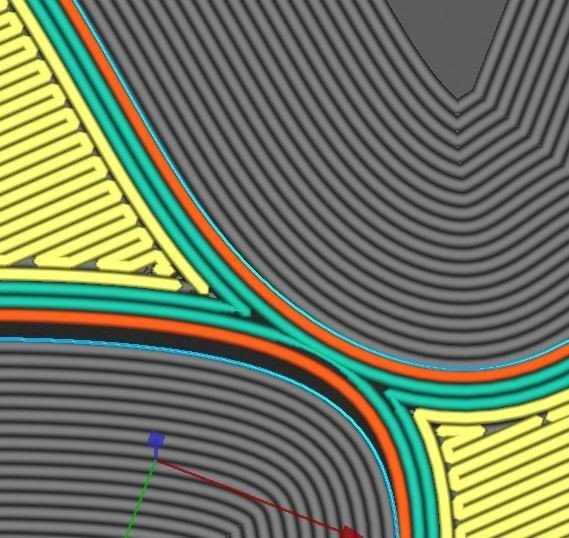
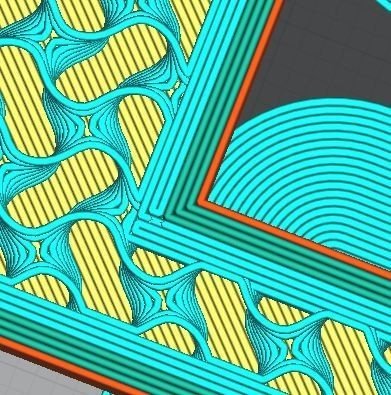
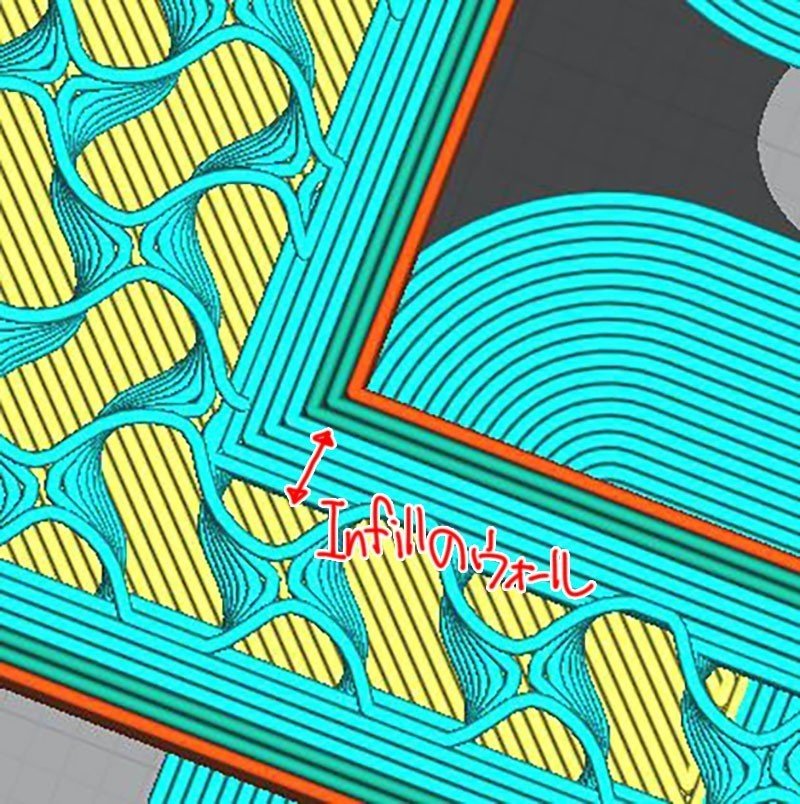
Fill Gaps Between Walls(隙間充填)
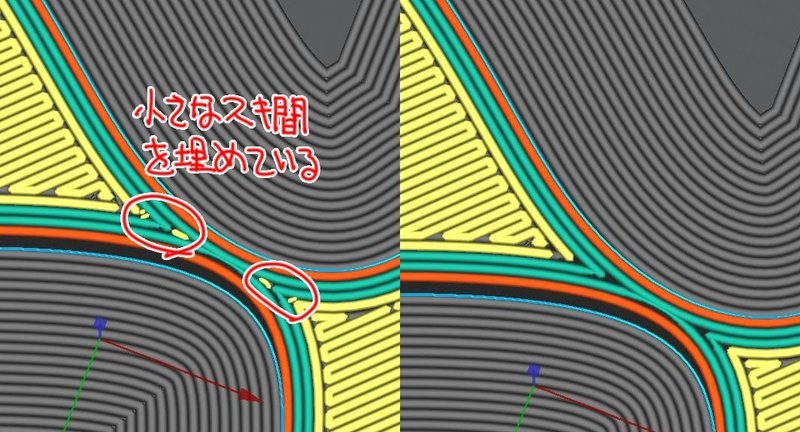
鋭角な角の部分など、外壁の内側に内壁が入らないようなスペースが出来てしまったときにマテリアルで埋める処理を行う。これはその層のプリントが終わったあとでヘッドが戻ってきて埋めるので、トラベル量、リトラクション回数が増えることになる点は注意が必要。PETGのように垂れやすい、焦げやすいマテリアルを使う場合、垂れたマテリアルがインフィル上にくっついてしまい、次のレイヤープリント時にノズルにマテリアルが付着、焦げていき、そのうちプリント物に紛れ込んでオコゲの混入に繋がる可能性がある。設定値は「everywhere」と「nowhere」だけれども、ぶっちゃけ「オン」と「オフ」。
Filter Out Tiny Gaps(小さなギャップのフィルターアウト)
非常に小さいウォール間の隙間は無視する。これを有効にすると非常に小さい隙間は埋めなくなる。
Fill Gaps Between Wallsが有効でもこの機能を有効にすると強度に関係ない程度の非常に小さい充填箇所が隙間になる。
Print Thin Walls(薄壁印刷)
ノズルサイズよりも幅の小さいウォールを可能な限りプリントする。
Horizontal Expansion(水平展開)
日本語訳の展開はちょっと微妙。「拡張」とすべき。ここで設定した数値分だけ、水平方向にプリントサイズを拡張する。マイナスにするとサイズが小さく、プラスにするとサイズが大きくなる。
Initial Layer Horizontal Expansion(初期層水平展開)
初期レイヤーをプリントする際の水平方向へのサイズ補正。マイナス数値を設定することで、”elephant's foot”を補正できる可能性があるが、ネジ穴など位置が重要な部分があるとズレる。
Hole Horizontal Expansion(穴の水平展開)
ネジ穴などのモデルに空いた穴が小さくなってしまうのを補正することができる。穴すべてに対して補正がかかってしまうので、特定の穴だけ狭くなりすぎるからどうにかしたいという場合はモデルデータ側で対処すべき。フローが正しく設定できていてもマテリアルの収縮で穴が小さくなってしまうことは多々あるので、そういうときに使うべき設定。
Z Seam Alignment(Zシーム合わせ)
同じ形のレイヤーが縦に続く場合、各レイヤーの開始点が同じになり継ぎ目が目立ってしまう。この継ぎ目を目立たなくするための設定。
User Specified(ユーザー指定):任意の場所にシームを配置する。
Z seam Position:シームの配置場所を選択する。前後左右の面に加えて四つの角を選択可能。
Z seam X:指定した数値に最も近いX座標から各レイヤーのウォールをプリント開始する。
Z seam Y:指定した数値に最も近いY座標から各レイヤーのウォールをプリント開始する。
Shortest(最短):直前のプリント終了位置から最も短い距離からウォールのプリントを開始する。少しだけプリント時間を減らすことができる。
Random(ランダム):ウォールのプリント開始点をランダムに散らす。レイヤー毎に異なる場所からプリントが開始されるため継ぎ目は目立ちにくくなる。
Sharpest Corner(鋭い角):角にシームを集めることでシームを目立ちにくくしつつしっかりと角を出す。通常はこれを選んでおけばOK。
Seam Corner Preference(シームコーナー設定)
Z Seam AlignmentでRandom以外を選んだ時のみ選択可。継ぎ目の配置を設定する。
None(なし):なにも制御しない
Hide Seam(シーム非表示):可能な限り内側のコーナーに継ぎ目がくるようにする
Expose Seam(シーム表示):可能な限り直前のラインプリント終了地点から最も近い外側のコーナーに継ぎ目がくるようにする。
Hide or Expose Seam(シーム非表示/表示):直前のラインプリント終了地点から最も近い内側か外側のコーナーに継ぎ目がくるようにする。
Smart Hiding(スマート・シーム):外側と内側のコーナーを使うが内側のコーナーをなるべく使うようにする。
No Skin in Z Gaps(Z軸ギャップにスキンなし)
出力物にとても小さい縦方向のギャップがあった場合、通常はインフィルではなくスキンを生成する。しかしこのギャップがとても小さい場合は無視してスキンを生成しないようにする。無視した場合プリント時間、スライス時間は短縮される。しかし、とても小さいスペースではあるがインフィルがむき出しになることがある。
Extra Skin Wall Count(外側表面の数)
上面、下面のパターンの一番外側をラインに置き換える。1又は2を設定することでインフィルの上に生成されるルーフの品質を上げることができる。
Enable Ironing(アイロン有効)

すでにプリントの終わっているレイヤーの上を極々少量マテリアルを吐出しながらノズルが移動することで、表面の凹凸を溶かして均し、スムーズな表面を作る。
Iron Only Highest Layer(最上層のみアイロン):一番上のレイヤーのみアイロンを有効にする。一番上のみなので途中のレイヤーにも表面として露出する部分がある場合に、その部分はスムージングされない状態となる。
Ironing Pattern(アイロンパターン):Zig Zag(ジグザグ)かConcentric(同心円)か選択できる。円形のトップレイヤーでもない限りはZig Zagにしておくのが無難。
Ironing Line Spacing(アイロン線のスペース):アイロン時にノズルの動くライン間の距離。
Ironing Flow(アイロンフロー):通常の吐出量に対してアイロン時に吐出する量の割合。多すぎると逆に表面が荒れる結果になる。表面をノズルの熱で溶かすだけでは凹凸が目立つので極少量のマテリアルも吐出しながら表面を平らにしてやる必要がある。とりあえずデフォルトで試してみることをオススメ。
Ironing Inset(アイロンインセット):アイロン時にノズルのラインをどれくらい内側にするかの設定。ノズル口径の半分は内側にしないと角が影響を受けて精度が落ちる。
Ironing Speed(アイロン速度):アイロン時のヘッドの動く速度。熱で溶かすのであまり速くない方がいい。プリント速度から自動的に計算されるので、とりあえずはデフォルトでやってみる。
Ironing Acceleration(アイロン加速度)アイロン時のヘッド加速度を設定する。アイロン時はノズルの動きはとても遅くなるためあまり意識しなくていい。
Ironing Jerk(アイロンジャーク):アイロン時のジャークを設定する。加速度と同様にノズルの動きが遅いため意識する必要はない。
Skin Overlap Percentage(表面公差量)
一番内側の壁とスキンのラインの端との重なりの割合。ほんの少しの重なりでスキンと壁の結合を強化できる。スキンと壁のライン幅が同じ場合、スキンをプリントする際のノズルの位置が壁のラインの中央に到達しているため、50パーセント以上の割合を設定するとスキンが壁を突き抜けることになる。ウォールのラインとスキンのラインが接する場所付近に隙間が目立つ場合はフローを上げる前にここを調整してみるといい。
Skin Overlap(表面公差)
表面公差量を実際の重なる幅で指定する。表面公差量をパーセントで指定した場合、ライン幅を基準にこの値は設定される。また、ここの数値を直接指定した場合、表面公差量は自動的に計算されて設定される。
Infill(インフィル)
Infill Density(インフィル密度)
モデルのインフィルの密度を設定する。
Infill Line Distance(インフィルライン距離)
インフィルのライン間の距離。この値はインフィル密度とインフィルのライン幅から計算される。
Infill Pattern(インフィルパターン)
インフィルのプリントパターンを設定する。それぞれのパターンによって向き不向きがある。
Grid:水平方向の強度があるパターン。通常利用に向いている。
Lines:プリント速度が速いパターン。しかし強度は落ちる。
Triangles:水平方向の強度があるパターン。通常利用に向いている。
Tri-hexagon:水平方向の強度があるパターン。通常利用に向いている。
Cubic:水平方向だけでなく垂直方向の強度もあるパターン。
Cubic Subdivision:水平方向だけでなく垂直方向の強度もあるパターン。 Cubicと比較してマテリアルを節約できる。
Octet:水平方向だけでなく垂直方向の強度もあるパターン。
Quarter cubic:水平方向だけでなく垂直方向の強度もあるパターン。
Concentric:TPUのような柔軟性のあるマテリアルで柔らかさを維持したい時向けのパターン。
Zig-zag:Gridに似ているが常に同じ方向でプリントするパターン。水平方向の強度がある。
Cross:TPUのような柔軟性のあるマテリアルで柔らかさを維持したい時向けのパターン。
Cross 3D:TPUのような柔軟性のあるマテリアルで柔らかさを維持したい時向けのパターン。
Gyroid:重さを抑えつつ強度を増したパターン。
Connect Infill Lines(インフィルライン接合)
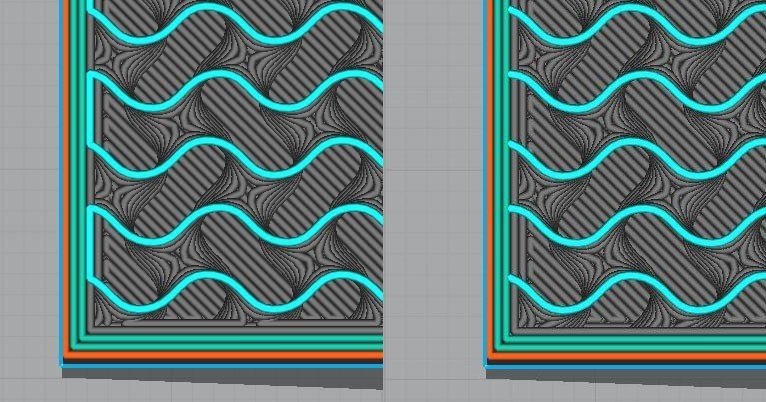
Connect Infill Lines有効(左)と無効(右)
インフィルが内壁に接する部分でインフィルラインを結ぶラインをプリントしてインフィルを一筆書きのようにプリントするようにする。これによりインフィルと内壁の接合が強化され、強度が上がる。ほんの少しだけマテリアルの使用量が増える。選択したインフィルパターンによっては表示されないことがある。
Connect Infill Polygons(インフィルポリゴン接合)
次にプリントするインフィルラインと繋げるようになる。これによってトラベル時間が短縮される可能性がある。Extra Infill Wall Countを2以上に設定した時に設定可能になる。Infill Line Multiplierが設定できるとき、2以上の値を設定しても設定可能になる。
Infill Line Directions(インフィルラインの向き)
インフィルのプリント方向を指定したリスト。リスト内の数字は整数。1レイヤーに1つの角度をリストの頭から使用していき、リストの最後まで来た場合頭に戻って最初の数値を使用する。デフォルトの[]は[45,135]と同じ。Linesとzig zagを選択した場合に45°固定となる。
Infill X Offset(インフィルXオフセット)
インフィルパターンをX軸方向に移動させる。選択したインフィルパターン次第では設定できない。
Infill Y Offset(インフィルYオフセット)
インフィルパターンをY軸方向に移動させる。選択したインフィルパターン次第では設定できない。
Randomize Infill Start(インフィル開始のランダム化)
レイヤー毎にインフィルのプリントスタート場所を変更する。これによって特定の場所の強度が強くなることを防止できるが、トラベル時間が増加する。
Infill Line Multiplier(インフィルライン乗算)
インフィルのライン数を設定する。2以上にすると通常1ラインで構成されるインフィルが複数のラインでプリントされるようになる。インフィルの強度は増すがマテリアル使用量やプリント時間は増加する。選択したインフィルパターン次第では設定できない。
Extra Infill Wall Count(外側インフィル壁の数)
インフィルと壁の間に追加で壁をプリントする。これによって上面スキンレイヤーが垂れてくるのを軽減できる。つまり上面スキンレイヤーのレイヤー数を減らすことが可能になるため、マテリアルを節約できることになる。またこの数値を2以上に増やすことにより、Connect Infill Polygonsの設定が可能になる。インフィルラインを一筆書きの要領でプリントできるようになるため、余分なトラベル、リトラクションをなくして時間節約と品質向上が期待できる。
Cubic Subdivision Shell(キュービックサブディビジョンシェル)
インフィルパターンCubic Subdivisionでのみ設定可能。
Infill Overlap Percentage(インフィル公差量)
インフィルがウォールに対してどれくらい重なるかの設定。少しの重なりでインフィルと壁の結合を強化できる。ほとんどの場合、デフォルト値で十分な強度になる。値を大きくしすぎるとモデルの外壁にインフィルの形状が浮き出てきて品質を損なうことにつながる。
Infill Overlap(インフィル公差)
インフィル公差量をノズルサイズに対するパーセンテージではなく、直接指定する場合はここに数値を入力する。
Infill Wipe Distance(インフィル移動距離)
インフィルラインのプリント後、トラベルに移る前にノズルが動く距離。インフィルを壁にしっかりと結合させることができる。Infill Overlapに似ているが違いはマテリアルを吐出しているかいないか。Infill Wipe Distanceはマテリアルを吐出しないのとインフィルのライン終端のみ有効。垂れやすいマテリアル使用時は糸引き防止の効果も見込める。
Infill Layer Thickness(インフィル層の厚さ)
インフィルのレイヤー毎の厚さ。この値はレイヤーの高さの整数倍にする。基本は同じ値でいい。精度を出すためにLayer Heightが小さい場合プリント時間短縮をするためにこの数値を上げる。
Gradual Infill Steps(インフィル半減回数)
指定した数値の回数インフィルの密度を変更する。上部スキンから離れるほどインフィルの密度が半減する。インフィル密度で指定した数値が最も上部スキンに近い部分のインフィル密度となる。インフィルパターンの選択次第では設定できない。
Gradual Infill Step Height(インフィル半減高さ)
指定した数値の高さに達するとインフィル密度が本来の値になる様にGradual Infill Stepsの回数分密度を半減させていく。Gradual Infill Stepsを1以上にしないと表示されない。
Infill Before Walls(インフィル優先)
インフィルをウォールより先にプリントする。ウォールを先にプリントするとプリント品質は向上するがオーバーハングのプリント性能は落ちる。インフィルを先にプリントするとウォールは強くなるが表面にインフィルパターンが浮き出てきて品質が落ちることがある。オーバーハングを綺麗にプリントしたい場合は有効に、オーバーハングがない場合は無効にするのがいい。
Minimum Infill area(最小インフィル領域)
指定した面積より小さい領域はインフィルをプリントせずスキンとしてプリントする。細い柱のような場所で強度が欲しい場合その断面積より大きな数値を設定するとインフィル100%の様にスキンとして処理される。0を指定すると無効になる。
Infill Support(インフィルサポート)
インフィルをサポートとしてプリントする。この設定を有効にすることでプリント時間の短縮、マテリアルの削減が期待できる場合もあるが、その場合は強度が落ちる可能性がある。
Infill Overhang Angle(インフィルオーバーハング角度)
インフィルサポートを有効にすると設定可能。インフィルを指定した角度でオーバーハングとみなしてサポートを付加するようにする。
Skin Removal Width(表面除去幅)
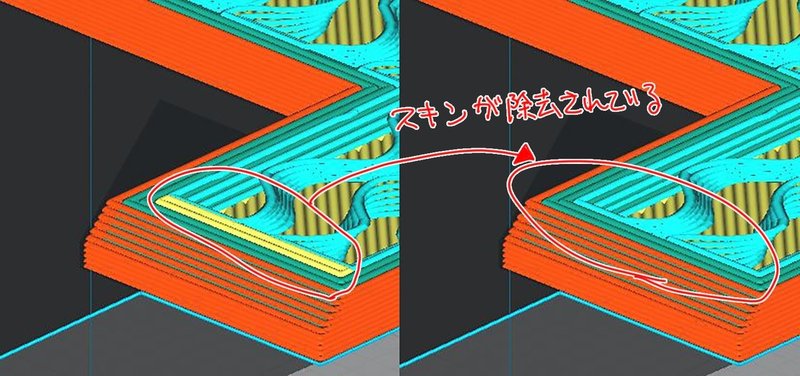
指定した幅よりも狭いスキンを消去する。垂直方向に斜めになっている部分で壁の内側にスキンが生成されることがあり、それを削除することでプリント時間とマテリアル使用量の削減が可能になる。
Top Skin Removal Width(上面除去幅)
指定した幅よりも狭い上面スキンを消去する。
Bottom Skin Removal Width(底面除去幅)
指定した幅よりも狭い底面スキンを消去する。
Skin Expand Distance(表面展開距離)
指定した幅だけスキンをインフィルエリアに拡張する。数値を大きくするとスキンがインフィルにしっかりと結合し、隣り合うレイヤーとの結合が強くなる。小さい値を指定するとマテリアル使用量を削減できる。
Top Skin Expand Distance(上面展開距離)
指定した幅だけ上部スキンエリアをインフィルエリアに拡張する。
Bottom Skin Expand Distance(底面展開距離)
指定した幅だけ底部スキンエリアをインフィルエリアに拡張する。
Maximum Skin Angle for Expansion(表面展開最大角)
指定した角度よりも大きな角度を持つスキンは拡張されない。これによって狭いスキンエリアの拡張を避けることができる。0°を指定した場合どこも拡張されない。90°を指定した場合すべて拡張対象になる。
Minimum Skin Width for Expansion(表面展開最小幅)
日本語訳では表面展開最小角となっているがオリジナルではWidthとなっているので幅が正しい。設定した幅よりも狭いスキンは拡張されない。
Skin Edge Support Thickness(スキンエッジサポートの厚さ)
凹面のあるモデルのプリント時にスキンがインフィルの途中で終わる場合がある。この時スキンの端は垂れる可能性が高いが、この設定を行うことでスキンの端の下にサポートを生成するようになり、スキンを綺麗にプリントできるようになる。インフィルの模様もデザインの一つとしたクリア系モデルでは採用するとインフィルパターンが乱れるので有効にすべきではないけれど、通常は有効にしておいて問題ない。インフィル密度が低い場合に特に有効。一方でプリント時間とマテリアル消費は増える。
Skin Edge Support Layers(スキンエッジサポートレイヤー)
サポートの厚さではなくレイヤー数を設定する。Skin Edge Suport Thicknessを設定すると自動的に計算される。またこちらを設定した場合Thicknessが自動的に計算されて入力される。
Material(マテリアル)
Printing Temperature(印刷温度)
プリント時の温度
Printing Temperature Initial Layer(初期レイヤー印刷温度)
一番最初のレイヤーをプリントする際に使われる温度。0を設定すると初期レイヤーに対する特別な設定を無効にする。一般的に、印刷温度よりも少しだけ(5℃くらい)高い温度を指定すると吐出されるマテリアルの粘度が少しさがって流れやすく、広がりやすくなるため、ベッドに対するモデルの定着を上げることができる。
Initial Printing Temperature(初期印刷温度)
この設定はデュアルエクストルーダーのプリンタでのみ有効。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。
ノズルをチェンジするとき、これから使われるノズルはスタンバイ温度まで温度が下がっている。ノズルの温度がここで設定した温度に到達するとプリントが開始される。すでにフィラメントがノズルからの熱で十分加熱されているため、この温度は少しだけプリント温度よりも低く設定されている。
Final Printing Temperature(最終印刷温度)
この設定はデュアルエクストルーダーのプリンタでのみ有効。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。
ノズルチェンジするとき、現在プリント中のノズルは緩やかに温度を下げる、これはマテリアルがスタンバイ中に垂れることがないように行われる。
Build Plate temperature(ビルドプレート温度)
ビルドプレートの温度設定。
Build Plate Temperature Initial Layer(初期レイヤーのビルドプレート温度)
初期レイヤーをプリントする際に使われるベッドの温度。ビルドプレート温度より少しだけ(5℃くらい)高く設定することで、ベッドにプリントされたマテリアルの温度低下を遅らせ、初期レイヤーのベッドへの定着を高くすることができる。
Flow(フロー)
マテリアル吐出量の補正値。100%を基準として増加させると吐出量が増え、減らすと吐出量を減らすことができる。ここでの設定変更で調整するのではなく、エクストルーダーのキャリブレーションで正しいステップ数を設定し、データが要求する吐出量に対して正確に吐出されるように設定するのを優先すべき。キャリブレーションを行っても、マテリアルの違いなどでフローは常に100%の要求に対して100%吐出されない。その時にここで微調整を行う。
Wall Flow(壁のフロー)
ウォールラインプリント時のフローの補正値。
Outer Wall Flow(外壁のフロー)
最も外側のウォールをプリントする際のフローの補正値。
Inner Wall(s) Flow(内壁のフロー)
最外周のウォール以外のウォールをプリントする最のフローの補正値。
Top/Bottom Flow(上面/下面フロー)
上面/下面をプリントする際のフローの補正値。
Top Surface Skin Flow(上部表面スキンフロー)
Top Surface Skin Layersを1以上に設定すると指定可能になる。Top Surface Skinをプリントする際のフローの補正値。
Infill Flow(インフィルフロー)
インフィルをプリントする際のフローの補正値。
Skirt/Brim Flow(スカート/ブリムのフロー)
スカート/ブリムをプリントする際のフローの補正値。
Support Flow(支持材のフロー)
サポートをプリントする際のフローの補正値。
Support Interface Flow(支持材界面フロー)
サポートルーフ、サポートフロアをプリントする際のフローの補正値。
Support Roof Flow(支持材天井面フロー)
サポートルーフをプリントする際のフローの補正値。
Support Floor Flow(支持材床面フロー)
サポートフロアをプリントする際のフローの補正値。
Prime Tower Flow(プライムタワーのフロー)
プライムタワーをプリントする際のフローの補正値。デュアルエクストルーダーで使うものなのでMEGAでは設定不要。
Initial Layer Flow(初期レイヤーフロー)
初期レイヤーをプリントする際のフローの補正値。
Speed(スピード)
主にヘッドの動く速度を指定していく。速度があがればプリント時間を短縮することができるが、振動、吐出圧の乱れなどによりプリント品質や強度が落ちる傾向がある。
また速すぎる速度はモーターの脱調など致命的なエラーとなることがある。あまり速い速度ではリトラクションが追従できないことがあるのでボーデン式であれば60mm/s程度を上限とするのがいい。ダイレクトエクストルーダーならば速度は上げられるので、プリントするマテリアル次第になる。
Print Speed(印刷速度)
プリント時のヘッドの動く速度。プリント速度を速くすれば、出力時間を短縮することができるが、吐出量を単位時間当たり多くしなくてはならないので、プリント温度を高くしてフィラメントが流れやすくしなくてはならないことがある。またプリントヘッドやプリンタ本体の揺れが大きくなるため、モデルの品質に影響が出る可能性がある。あまり速度を上げるとモーターへの電力供給が足りずにプリントレイヤーがズレてしまうレイヤーシフト(脱調ともいう)が起きることもある。
Infill Speed(インフィル速度)
インフィルプリント時のヘッドの動く速度。インフィルの見た目の品質は最終的な外見に影響しないため速くすることが可能。しかし速すぎるプリント速度はインフィルの接合が甘くなり、強度を低くする可能性があることに注意が必要。選択したインフィルパターン次第で、速度の速いインフィルプリントによって、インフィルプリント面が荒れてしまい、ノズルにマテリアルが付着して焦げの混入に繋がることもある。
Wall Speed(ウォール速度)
ウォールプリント時のヘッドの動く速度。
Outer Wall Speed(外壁速度)
外壁プリント時のヘッドの動く速度。一般的にゆっくりプリントすると品質を高くすることができる。
Inner Wall Speed(内壁速度)
内側のウォールプリント時のヘッドの動く速度。
Top Surface Skin Speed(最上面速度)
Top Surface Skin Layersを1以上に指定すると設定可能になる。最上層のSkinのプリント時のヘッドの動く速度。遅めに設定することで品質を高くすることができる。
Top/Bottom Speed(上面/底面速度)
上面/底面のレイヤープリント時のヘッドの動く速度。一般的にゆっくりプリントすると広い面積のスキンプリントにおいて精度を高くすることができる。
Support Speed(サポート速度)
サポートプリント時のヘッドの動く速度。一般的にサポートは後で取り外す部分なのでプリント品質は重視しなくていい。そのためプリント時間短縮のために速くすることが可能。速すぎると細いラインのみで構成されるサポート崩壊の可能性があるのでほどほどに。
Support Infill Speed(サポートインフィル速度)
サポートの一部なので速度が速くても問題ないが、遅めのスピードでプリントするとサポートを安定させることができる。
Support Interface Speed(サポートインターフェース速度)
サポートルーフとサポートフロアのプリント速度の設定。遅いスピードでのプリントはインターフェースがモデルと接する面の平滑度を上げ、この上にプリントされるモデルの品質も上げることになる。言い換えると、サポートを使ってプリントするオーバーハングのクオリティを上げることができる。
Support Roof Speed(サポートルーフ速度)
サポートルーフのプリント時のヘッドの動く速度。遅いスピードでプリントするとオーバーハングのクオリティを上げることができる。
Support Floor Speed(サポートフロア速度)
サポートフロアのプリント時のヘッドの動く速度。遅いスピードでプリントすると出力物に対してサポートフロアの密着度を上げることができる。
Travel Speed(移動速度)
トラベル時のヘッドが動く速度。
Initial Layer Speed(初期レイヤー速度)
初期レイヤープリント時のヘッドの動く速度。
Initial Layer Print Speed(初期レイヤー印刷速度)
初期レイヤープリントの速度。遅い速度でプリントすることでベッドへの定着を高めることができる。
Initial Layer Travel Speed(初期レイヤー移動速度)
初期レイヤープリント時のトラベル速度。遅い速度に設定することで、ノズルがすでにプリントしたマテリアルを引っ張るのを防止できる。特に細かいディティールの底面を持つ場合に有効。マテリアルが垂れやすいものの場合は速くしてマテリアルの垂れを減らすという考え方もある。
Skirt/Brim Speed(スカート/ブリム速度)
スカート/ブリムをプリント時のヘッドの動く速度。通常は初期レイヤーと同じか少し速いくらいにすることが多い。
Z Hop Speed(旧Maximum Z-speed)(Z軸ホップ速度)
垂直方向にヘッドが動く際の速度。Z軸のヘッド移動はベルト駆動ではなくボールねじで行うため横方向の動きよりも負荷が大きく、プリントのX軸Y軸の移動速度よりも遥かに遅いことが多い。いじらないのが吉。
Number of Slower Layers(遅いレイヤーの数)
最初の数レイヤーはベッドへの定着を高めプリントの成功確率を上げるため、通常のプリント速度よりも遅く設定する。ここで設定したレイヤー数の間で初期レイヤープリント速度から通常の速度へ段階的に変化していく。
Equalize Filament Flow(フィラメント均一速度)
この設定を有効にすることで薄い壁を通常よりも速いプリント速度でプリントするようになる。ラインの幅はノズルからのマテリアル吐出量とプリント速度に比例する。一般的にフローを制御するよりもプリント速度を変化させる方が精度が高く行えるため、通常よりも細いライン幅をプリントする時はプリント速度を速くする形での制御となる。通常のプリント速度が速い場合はさらに速い速度でのプリントとなるため品質に影響が出る可能性がある。
Maximum Speed for Flow Equalization(均一フローの最大速度)
Equalize Filament Flowを有効にすると設定可能になる。速度を上げて細いラインをプリントする際にどこまで速度を上げるかの上限を指定する。
Enable Acceleration Control(加速度制御を有効にする)
有効にするとプリントヘッドの加速制御をCURAで行うことができるようになる。車でアクセルを踏むように、プリントヘッドは向きを変更した後に加速する必要があり、その加速具合をCURAで行うことで、ファームウェアで設定した値よりもきめ細かい制御が可能になる。
初期値はノーマル状態のプリンタに対しての値が入力されているはずなので、ヘッド部分の重さが変わるようなカスタムを行っている場合は最適値が変化している。チェックを入れずオフにしても、加速度制御はプリンターのファームウェアに設定してある値で行われる。プリンタのファームウェアの値は加速度が大きい傾向があるので、クオリティを上げるために800~1000程度にするのが最近の流行。
側面にプリントヘッド(あるいはプリンタ全体)の振動によるものと思われる品質劣化がみられる場合はさらに数値を小さくすると改善することがある。小さい数値を入力するとプリンタの振動を減らし、プリントクオリティを上げられるが、一方で指定したプリント速度に到達するまでの時間が増加するため、プリント時間が長くなってしまう。
Print Acceleration(印刷加速度)
プリント時の加速度制御の値。
Infill Acceleration(インフィル加速度)
インフィルプリント時の加速度制御の値。
Wall Acceleration(ウォール加速度)
ウォールプリント時の加速度制御の値。
Outer Wall Acceleration(外壁加速度)
最も外側のウォールプリント時の加速度制御の値。
Inner Wall Acceleration(内壁加速度)
内側のウォールプリント時の加速度制御の値。
Top Surface Skin Acceleration(最上面加速度)
Top Surface Skin Layersを1以上に設定すると指定可能。上部表面レイヤープリント時の加速度制御の値。
Top/Bottom Acceleration(上面/底面加速度)
上面/底面レイヤーをプリント時の加速度制御の値。
Support Acceleration(サポート加速度)
サポートプリント時の加速度制御の値。
Support Infill Acceleration(サポートインフィル加速度)
サポートのインフィルプリント時の加速度制御の値。
Support Interface Acceleration(サポートインターフェース加速度)
サポートインターフェースプリント時の加速度制御の値。
Support Roof Acceleration(サポートルーフ加速度)
サポートルーフプリント時の加速度制御の値。
Support Floor Acceleration(サポートフロア加速度)
サポートフロアプリント時の加速度制御の値。
Travel Acceleration(移動加速度)
トラベル時の加速度制御の値。
Initial Layer Acceleration(初期レイヤー加速度)
初期レイヤーの加速度制御の値。
Initial Layer Print Acceleration(初期レイヤー印刷加速度)
初期レイヤープリント時の加速度制御の値。
Initial Layer Travel Acceleration(初期レイヤー移動加速度)
初期レイヤープリント時のトラベル加速度制御の値。
Skirt/Brim Acceleration(スカート/ブリム加速度)
スカート/ブリムの加速度制御の値。通常この加速度制御は初期レイヤーの値が適用されるが、特にスカート/ブリム部分のみ変更したい場合はここの数値を変更する。
Enable Jerk Control(ジャーク制御を有効にする)
ジャークはヘッドの急停止の前に行う減速制御のこと。
減速の強さ(車に例えればブレーキの強さ)を制御できる。大きな値にすると減速する必要があっても急ブレーキで減速できるため、プリント時間を短縮できるが、速度の急減速はプリントヘッド(またはプリンタ全体)の振動を生むためクオリティが犠牲になる。
加速度制御と同様これらの数値はストック状態のプリンタに対しての値が初期値として入力されているはずなので、ヘッド部分の重さが変わるようなカスタムを行っている場合は最適値が変化している。チェックを入れずオフにしても、ジャーク制御はプリンターのファームウェア側で行われる。
最近の流行は8程度まで下げた値。加速度と同様小さい数値にすると減速しきるまでの時間が増加するためクオリティは上げられるがプリント時間が長くなってしまう。
Print jerk(印刷ジャーク)
プリントヘッドの瞬間的速度変化の最大値。
Infill jerk(インフィルジャーク)
インフィルプリント時の瞬間的速度変化の最大値。
Wall jerk(ウォールジャーク)
ウォールプリント時の瞬間的速度変化の最大値。
Outer Wall jerk(外壁ジャーク)
最外周ウォールプリント時の瞬間的速度変化の最大値。
Inner Wall jerk(内壁ジャーク)
内側のウォールプリント時の瞬間的速度変化の最大値。
Top Surface Skin Jerk(最上面ジャーク)
Top Surface Skin Layersを1以上にすると設定可能になる。最上面プリント時の瞬間的速度変化の最大値。
Top/Bottom jerk(上面/下面ジャーク)
上面/下面レイヤープリント時の瞬間的速度変化の最大値。
Support jerk(サポートジャーク)
サポートプリント時の瞬間的速度変化の最大値。
Support Infill jerk(サポートインフィルジャーク)
サポートのインフィルプリント時の瞬間的速度変化の最大値。
Support Interface jerk(サポートインターフェースジャーク)
サポートのインターフェースプリント時の瞬間的速度変化の最大値。
Support Roof jerk(サポートルーフジャーク)
サポートルーフプリント時の瞬間的速度変化の最大値。
Support Floor jerk(サポートフロアジャーク)
サポートフロアプリント時の瞬間的速度変化の最大値。
Travel jerk(移動ジャーク)
トラベル時の瞬間的速度変化の最大値。
Initial Layer jerk(初期レイヤージャーク)
初期レイヤーの瞬間的速度変化の最大値。
Initial Layer Print jerk(初期レイヤー印刷ジャーク)
初期レイヤープリント時の瞬間的速度変化の最大値。
Initial Layer Travel jerk(初期レイヤー移動ジャーク)
初期レイヤートラベル時の瞬間的速度変化の最大値。
Skirt/Brim jerk(スカート/ブリムジャーク)
スカート/ブリムプリント時の瞬間的速度変化の最大値。加速度制御と同様に初期レイヤーにも含まれるが、意図的にスカート/ブリムプリント時だけ変更したい場合はこの値を変更する。
Travel(移動)
Enable Retraction(引き戻し有効)
トラベル時にフィラメントの垂れを防止する目的で引き戻す動き(リトラクション)を有効にする。
Retract at Layer Change(レイヤー変更時に引き戻す)
ノズルが次のレイヤーに移動する際に引き戻す。
Retraction Distance(引き戻し距離)
リトラクションでフィラメントを引き戻す長さ。長い距離を引き戻せばマテリアルが垂れる可能性を下げられるが、フィラメントに対してエクストルーダーのギアがダメージを与えるため、フィラメント切断の可能性が高くなる。またリトラクション距離、回数が多いとノズル内の圧力が安定しないためプリント品質が落ちることがある。具体的にはリトラクション後のプリント再開時に吐出されるマテリアルが不足して凹みができたりする。
Retraction Speed(引き戻し速度)
引き戻し、押し出しの速度。速度を速くした場合、マテリアルが垂れる可能性を低くできるが、フィラメントがエクストルーダーのギアで削られて切断の可能性が高くなる。遅い速度はマテリアルが垂れる可能性が残るがギアが与えるダメージを低減できる。
Retraction Retract Speed(引き戻し速度の取り消し)
日本語訳は意味不明。正しくは「引き戻し時の速度」とすべき。
Retraction Prime Speed(押し戻し速度の取り消し)
日本語訳は意味不明。正しくは「引き戻し後の押し出し速度」とすべき。
Retraction Extra Prime Amount(余分な押し戻し量の引き戻し)
これも訳がおかしい。「引き戻し後の押し出し量」とすべき。引き戻しを多く設定したときにノズルから押し出す力が弱くなるので、ここで設定した値だけ引き戻し後に押し出してあげるようにする。こうすることで次にプリントするときに備えて押し出す圧を維持できるようになる。あまり大きな数値を入れると垂れる。
Retraction Minimum Travel(引き戻し最小移動距離)
ここで設定した距離より長いトラベルで引き戻しが行われるようになる。引き戻しは避けた方がプリントクオリティが上がることが多いため、垂れにくいマテリアルの場合はここの数値を設定してリトラクション回数を減らすといい。
Maximum Retraction Count(最大引き戻し回数)
Minimum Extrusion Distance Windowで設定した範囲内で設定した回数以上のリトラクションが行われないようにする。過度のリトラクションはフィラメントの切断の可能性を高めることになる。
Minimum Extrusion Distance Window(最小抽出距離範囲)
最大引き戻し回数が適用される範囲をここで設定する。基本的にはRetraction Distanceと同じくデフォルトでOK。
Limit Support Retractions(サポート引き戻し限界)
日本語訳は誤訳。正しくは「サポートプリント時の引き戻しの制限」とすべき。サポートをプリントするときはマテリアルの垂れはあまり気にする必要はないため、サポートからサポートへのトラベル時に引き戻しを行わないように制限する。サポートからサポートにトラベルする際、経路の途中にモデルが存在し、上を通過するときに垂れたマテリアルが付着することがある。これを避けたいのであれば有効にすると改善が見込める。
Nozzle Switch Retraction Distance(ノズルスイッチ引き戻し距離)
デュアルエクストルーダーのプリンタでのみ有効な設定。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。
プリントしていたノズルがスタンバイに移行するときのリトラクションなので通常よりも多めの距離を引き戻すようにする。
Nozzle Switch Retraction Speed(ノズルスイッチ引き戻し速度)
デュアルエクストルーダーのプリンタでのみ有効な設定。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。
スタンバイに移行するため、速度は通常よりも遅くても問題ない。フィラメントへのダメージを減らすためにも遅めにする。
Nozzle Switch Retract Speed(ノズルスイッチ引き込み速度)
デュアルエクストルーダーのプリンタでのみ有効な設定。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。ノズルスイッチ時の引き戻し速度の設定。
Nozzle Switch Prime Speed(ノズルスイッチ押し戻し速度)
デュアルエクストルーダーのプリンタでのみ有効な設定。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。ノズルスイッチ時の押し戻し速度の設定。
Nozzle Switch Extra Prime Amount(ノズル切替え後のプライムに必要な余剰量)
デュアルエクストルーダーのプリンタでのみ有効な設定。Anycubic i3 MEGAではデフォルトでもなんら影響がないので特に設定をいじる必要はない。ノズルスイッチ後のマテリアルの垂れが起きるときはここでさらに補正を行える。
Combing Mode(コーミングモード)
コーミングはトラベル時にノズルが既にプリントが終わったエリア内を移動するようにする。既にプリントが終わった部分であればマテリアルが垂れて付着しても外観に影響はないという考え方。移動距離は伸びることになるが引き戻し回数を減らすことができる。コーミングがオフの場合、ノズルは直線的に次のプリント開始場所に移動し、リトラクションが行われる。また、上面/下面スキンエリアの上を通過させない設定や、インフィルの上だけノズルが通るように設定も可能。
off(オフ):コーミングオフ
All(すべて):すでにプリントが終わったモデル上であれば、スキン、インフィルの種類を問わず利用する。スキンにノズルがひっかいた様な跡がついてしまう場合は設定を変える必要がある。
Not in Skin(スキン内にない):スキン以外のモデル上をトラベル時に通過するようにする。
Within Infill(インフィル内):インフィルの上だけをトラベル時に通過するようにする。
Max Comb Distance With No Retract(引き戻しのない最大コム距離)
0以外が設定されている場合、数値以上の距離のコーミングトラベルではリトラクションを行う。コーミングは使いたいけどリトラクションもしてほしいという場合はここの数値を0以外にする。マテリアルが垂れないように1くらいを設定しておけば1mm以上の移動でSkinを避けて移動しながらリトラクションもしてくれる。リトラクションをなるべくしたくない場合は数値を増やすことで指定距離未満ではリトラクションを行わず、距離を超えた場合だけリトラクションを行うようになる。
Retract Before Outer Wall(外壁の前に引き戻す)
最外周のウォールプリント開始前に毎回リトラクションを行う。
Avoid Printed Parts When Traveling(移動は印刷したパーツを回避する)
コーミング有効時にノズルは既にプリントされているエリアを避けるようになる。有効にすることで、ノズルは同じレイヤー内で既にプリントされている部分を避ける。もしノズルの移動ルートが既にプリントされたエリアで遮られている場合は迂回する。これによってノズルがプリントされた部分に接触する危険を減らすことができる。しかしとても長い距離を移動することもあるため引き戻し距離を増やさないとマテリアルが垂れてくることがある。
Avoid Support When Traveling(移動はサポートを回避する)
コーミング有効時にノズルは同一レイヤー上のプリント済サポートを避けるようになる。サポートが細いラインで構成されていたりして、ノズルのヒットによる影響が出る可能性があるのであれば有効にすると接触の危険を減らすことができる。
Travel Avoid Distance(移動回避距離)
ノズルが既にプリントされたエリアを避ける時にどれくらい離れるかの距離設定。大きな数値はプリント済エリアにノズルがヒットする可能性を大きく下げるが、トラベル時間の増加とマテリアルの垂れの可能性を大きくするのでほどほどに。垂れやすいマテリアルを使用し、垂れがどうしても防げない時は少し増やしてあげると垂れたマテリアルがトラベル中にモデルにくっつくのを防ぐことができるが、次のプリント開始部で付着することになるため、ここの数値をいじる前にマテリアルが垂れないようにすることが大事。
Layer Start X(レイヤー始点X)
レイヤープリントの開始X座標を指定。この座標に最も近い部分から各レイヤーのプリントが開始される。
Layer Start Y(レイヤー始点Y)
レイヤープリントの開始Y座標を指定。この座標に最も近い部分から各レイヤーのプリントが開始される。
Z Hop When Retracted(引き戻し時のZホップ)
リトラクションが行われるときノズルを設定値だけ持ち上げる。これによってノズルが出力物に触れたり、垂れたマテリアルが出力物に付着することを防ぐことができる。しかしZ軸の移動速度はX軸、Y軸と比較して遅く、プリント時間増加につながるためあまり大きな数値を指定するべきではない。
Z Hop Only Over Printed Parts(印刷パーツに対するZホップ)
Zホップをすでにプリントされたエリアの上をノズルが通過するときだけに限定する。水平方向の回避が可能な場合はZホップは行わず横方向の回避を行う。
Z Hop Height(Zホップ高さ)
Zホップを行うときの持ち上げる高さ。ここで指定した値が常に採用される。
Z Hop After Extruder Switch(エクストルーダースイッチ後のZホップ)
自動的にフィラメントを交換する機能のあるプリンターでのみ有効な設定。Anycubic i3 MEGAには機能がないので無視される。エクストルーダーの数を2以上にしないと表示されない。
Z Hop After Extruder Switch Height(エクストルーダースイッチ高さ後のZホップ)
自動的にフィラメントを交換する機能のあるプリンターでのみ有効な設定。Anycubic i3 MEGAには機能がないので無視される。エクストルーダーの数を2以上にしないと表示されない。
Cooling(冷却)
Enable Print Cooling(印刷中の冷却を有効にする)
プリント中にパーツクーリングファンを動かす。レイヤーに少ししかプリントエリアがなく、レイヤーのプリント時間が短い場合や、ブリッジ、オーバーハングがある場合クオリティを向上させることができる。しかし冷却しすぎるとレイヤー間の結合が十分に行われなくなることがある。改造してファンの冷却効率がアップしている場合は制限してあげた方がよい結果が出やすい。
Fan Speed(ファン速度)
プリント時のファンの速度指定。マックスの回転数に対してパーセントで指定する。この制御はPWM制御で行われるため、下げ過ぎるとファンの回転に必要な電力が得られないためどれくらいの割合なら回転するかは事前にチェックしておいた方がいい。
Regular Fan Speed(標準ファン速度)
各レイヤーのプリント時間がRegular/maximum fan speed thresholdより大きい場合に採用されるファンスピード。しきい値を超えた場合最大ファン速度と標準ファン速度の間の速度に超過した度合いに応じて設定される。
Maximum Fan Speed(最大ファン速度)
レイヤーのプリント時間がRegular/maximum fan speed thresholdより小さい場合に採用されるファンスピード。
Regular/maximum fan speed threshold(標準/最大ファン速度のしきい値)
レイヤーのプリント時間がしきい値を超えた場合最大ファン速度から標準ファン速度に向かってプリント時間に応じて徐々に遅くなっていき、しきい値より小さい場合は小さければ小さいほど最大ファン速度に近い回転数になる。
Initial Fan Speed(初期ファン速度)
初期レイヤープリント時のファン速度を設定する。ベッドへの定着を上げるためになるべく遅い値に設定するのが望ましい。あまりに低い数値にするとファンへ供給される電流が低すぎてファンが回転しないことがあるので注意が必要。
Regular Fan Speed at Height(標準ファン速度の高さ)
初期レイヤーのプリントが終わった後、指定した高さに到達するまでの間で標準ファン速度まで段階的に変化させる。
Regular Fan Speed at Layer(標準ファン速度時のレイヤー)
初期レイヤーのプリントが終わった後、指定したレイヤー数に到達するまでの間で標準ファン速度まで段階的に変化させる。標準ファン速度の高さを設定した場合、レイヤー高さを使って自動的に計算される。レイヤー数で設定したい場合はここの数値を設定すと標準ファン速度の高さに反映される。
Minimum Layer Time(最小レイヤー時間)
各レイヤーのプリントに使われるべき最低限の時間。レイヤーの最低限の冷却時間をここで指定する。レイヤー毎のプリント時間がここで設定した時間に満たない場合、自動的に最低速度までプリント速度を落とす。
Minimum Speed(最低速度)
最小レイヤー時間に各レイヤーのプリント時間が到達しない場合、どこまでプリント速度を落とすかの設定。設定した速度まで落としてプリントしても最小レイヤー時間に到達しない場合ヘッドを持ち上げて退避させて時間経過を待つ。ヘッド持ち上げが無効な場合は速度を落としてプリントして、時間が最小レイヤー時間に達していない状態で次のレイヤーにうつる。
Lift Head(ヘッド持ち上げ)
最低速度までプリント速度を落としても最小レイヤー時間に到達しない場合、最小レイヤー時間を過ぎるまでヘッドを持ち上げて待機する。垂れやすいマテリアルの時は有効にしていると糸引きだらけになるので無効推奨。
Support(サポート)
Generate Support(サポート開始)
日本語訳はちょっと変。「サポート生成」とすべき。オーバーハングを持つパーツをプリントする時などに使うサポートの生成を有効にする。サポートは万全ではなく、サポートの上に広い面積をプリントすると、表面がどうしても荒れてしまう。特定の面だけ綺麗な平面が欲しいときはサポートがつかないようにプリントできるように配置角度を工夫する必要がある。
Support Structure(サポート構造)
サポートの構造を設定することができる。
Normal(標準):通常のサポート形状で下から上まで同じ太さでサポートが形成される。
Tree(ツリー):4.4.1ではExperimentalに存在していた樹状のサポート。木の幹のような形のサポートを生成する。このサポートはマテリアル使用量とプリント時間を節約することができる。しかしスライスにかかる時間が多くなるため非力なCPUのPCでスライスする場合は注意が必要になる。サポートが必要な部分の真下にサポートを生成しなくても周囲から回り込むようにサポートを必要な部分まで生成することができるため、既にプリントした部分の上にサポートを作りたくない場合は特に有効。
Tree Support Branch Angle(ツリーサポート枝角度)
ツリーサポートで枝を生やす角度。安定させるためには小さい角度を、高さを稼ぐためには大きな角度を設定する。Treeを選択すると設定可能。
Tree Support Branch Distance(ツリーサポート枝間隔)
ツリーサポートの枝と出力物との間の距離。近いと接合が強くなりオーバーハングの出力品質があがるが除去するのが大変になる。遠すぎると除去は楽になるがオーバーハングのクオリティが下がる。Treeを選択すると設定可能。ツリーサポートの枝と出力物との間の距離。近いと接合が強くなりオーバーハングの出力品質があがるが除去するのが大変になる。遠すぎると除去は楽になるがオーバーハングのクオリティが下がる。Treeを選択すると設定可能。
Tree Support Branch Diameter(ツリーサポート枝直径)
ツリーサポートの最も細い枝の直径。大きな数値にすると強度が高くなる。Treeを選択すると設定可能。ツリーサポートの最も細い枝の直径。大きな数値にすると強度が高くなる。Treeを選択すると設定可能。
Tree Support Branch Diameter Angle(ツリーサポート枝直径角度)
下から上に向かって段々補足なるツリーサポートの角度。0°にすると上から下まで同じ太さになる。少しだけ角度を設定してやるとツリーサポートのマテリアルを削減しつつ安定させることができる。Treeを選択すると設定可能。下から上に向かって段々補足なるツリーサポートの角度。0°にすると上から下まで同じ太さになる。少しだけ角度を設定してやるとツリーサポートのマテリアルを削減しつつ安定させることができる。Treeを選択すると設定可能。
Tree Support Collision Resolution(ツリーサポート衝突精細度)
出力物にツリーサポートが触れないように計算する際に用いられる数値。これが小さいと精度が高くなりツリーサポートが出力物に衝突する可能性は低くなるがスライスにかかかる時間が増大する。ツリーサポートを使用してスライスがいつまでたっても終わらない場合はここの数値を疑ってみるといいかもしれない。Treeを選択すると設定可能。
Support Placement(サポート配置)
この設定はどこにサポートを生成するかを指定する。
Touching build plate(ビルドプレートにタッチ):ベッドに接する部分だけサポートを配置する。オーバーハング部分の真下にベッドがない場合は生成されない。Treeサポートを使う場合はこちらを選択するとベッドからオーバーハング部まで回り込むようにサポートを生成してくれる。
Everywhere(全対象):オーバーハングの下であればどこでもサポートを配置する。
Support Overhang Angle(サポートオーバーハング角度)
サポートを生成する角度を設定する。0°を指定した場合すべてのオーバーハングでサポートが生成される。90°を指定した場合サポートは生成されない。
オーバーハング角の数値は垂直状態が0°で水平が90°であることに注意。
Support Pattern(サポートパターン)
サポートのインフィルパターンを設定する。強度を持たせすぎるとサポート除去の際に苦労するので、意図的に弱いパターンを選択することも可能。設定できるのはインフィルパターンとほぼ同じ。
Support Wall Line Count(サポートウォールライン数)
サポートのウォールのライン数。1以上を設定することでサポートの強度を上げることができるが、強度が高いと取り外しで苦労する。
Connect Support Lines(サポートライン接続)
サポートのラインの終端同士を接続する。有効にすることでサポートの強度をあげられるがマテリアルの消費は少し増える。
Support Density(サポート密度)
サポートの密度を指定する。密度を高くするとサポートの強度があがりオーバーハングの出力結果を向上させることができる。しかし強度の高いサポートは除去するのに苦労する。
Support Line Distance(サポートライン距離)
サポートライン間の距離。この数値は通常サポート密度から自動的に計算される。10mmを超えるようだとサポート密度不足。サポートの上にサポートインターフェースをプリントする時や、オーバーハング部をプリントす際にラインが落ちてしまう。
Initial Layer Support Line Distance(初期層サポートラインの距離)
初期レイヤーのサポートライン間の距離。この数値は通常サポート密度から自動的に計算される。
Support infill Line Directions(サポートインフィルラインの向き)
サポートのインフィルラインの角度を整数で指定できる。デフォルトは[]で[0]と同じ。複数の数値を指定した場合、数値は,で区切る。レイヤーごとに採用されていき、最後を採用した後はリストの1番最初に戻る。
Enable Support Brim(サポートブリムを有効にする)
初期レイヤーにサポートを生成するときにサポートのためのブリムを生成するかの設定。有効にするとサポートの周囲にブリムを生成する。
Support Brim Width(サポートブリムの幅)
サポートのためのブリムを生成する時のブリムの幅を指定する。
Support Brim Line Count(サポートブリムのライン数)
サポートのためのブリムのライン数を指定する。通常幅を指定した場合はライン幅とブリムの幅から自動的に計算される。ここでライン数を指定した場合はライン幅とライン数から計算した結果がブリムの幅に反映される。
Support Z Distance(サポートZ距離)
サポートと出力物の上面、下面との距離を設定する。近すぎるとサポートと出力物の接合が強固になり除去が大変になり、離れすぎると出力物の上面、下面のクオリティが低くなったり、オーバーハングの出力が失敗しやすくなる。
Support Top Distance(サポート上部距離)
サポートの上部と出力物の下面との距離を設定する。
Support Bottom Distance(サポート底部距離)
サポートの底部と出力物の上部との距離を設定する。サポートの底部は出力物の上部にある程度しっかりと接合していればよく、品質は問題にならないため、上部距離よりも大きめの数値にする。こうすることでサポートの除去性を上げることができる。
Support X/Y Distance(サポートX/Y距離)
サポートと出力物の間の横方向の間隔を設定する。
Support Distance Priority(サポート距離優先順位)
サポートと出力物の間の間隔をX/YとZどちらを優先するかの設定。
X/Y overrides Z(X/YがZを上書き):Z軸方向の間隔よりもX/Y軸方向の間隔を優先する。
Z override X/Y(ZがX/Yを上書き):X/Y軸方向の間隔よりもZ軸方向の間隔を優先する。
Minimum Support X/Y Distance(最小サポートX/Y距離)
Z override X/Yを指定した場合サポートと出力物がぶつかってしまう可能性がある。ここで最低限の距離を設定することでX/Y軸方向の最低限の間隔を確保することができる。
Support Stair Step Height(サポート階段高さ)
Z override X/Yを選択した場合、出力物の上面がなだらかな傾斜の場合もサポートが生成されることになる。なだらかな傾斜は階段状に見えるが、これにどこまで追従してサポートの下面をプリントするかの設定。数値を小さくすると出力物に対しての密着度を上げることができるが除去が困難になる。数値が多きすぎるとサポートが不安定になってしまう。
Support Stair Step Maximum Width(サポート階段最大幅)
階段状のサポート底面を生成するときの各段の最大幅を設定する。小さい値はサポート除去が困難になる、大きすぎる数値はサポートが不安定になる。
Support Stair Step Minimum Slope Angle(サポートステアアップ最小傾斜度)
階段状のサポートを生成するときの最小角度を設定する。小さい値は浅い角度のスロープの上にできるサポートを取り外しやすくするが極端に小さい値はモデルの他の部分に悪影響を及ぼすことがある。
Support Join Distance(サポート接合距離)
サポートとサポートの水平距離がここで指定した数値よりも近い場合、2つのサポートを1つのサポートとして結合させる。これによってトラベルが減少しプリント時間を短くすることができる。一方で結合した場合マテリアルの消費量が増える。
Support Horizontal Expansion(サポート水平展開)
日本語訳はちょっと意味不明。サポート水平方向への拡張。サポートを水平方向にどれくらい太らせるか、細らせるかの設定。
Support Infill Layer Thickness(サポートインフィルレイヤー厚さ)
サポートのインフィルのレイヤーの厚さ。基本的にレイヤー厚さと同じ、又は整数倍で設定する。レイヤー厚さと同じで問題がなければそのままでいい。
Gradual Support Infill Steps(サポートインフィル半減回数)
ここで指定した数だけサポートの密度を変化させる。サポート密度で指定した密度から下に向かうにつれて半減していく。
Gradual Support Infill Step Height(サポートインフィル半減前の高さ)
Gradual Supportを使う場合にここの数値を小さくするとプリント時間とマテリアルの節約になるが、サポートの安定度が落ちる。
Minimum Support Area(最小サポート領域)
サポートを生成する最小面積を指定する。ここで指定した面積より狭いスペースにはサポートを生成しなくなる。Gradual Support Infill Stepsを1以上に設定することで指定可能。
Enable Support Interface(サポートインターフェースを有効にする)
出力物とサポートの間にスキン(サポートインターフェース)を作成する。インターフェースを使用することで上に生成されるサポート(あるいはスキン)が綺麗にプリントされる。一方でマテリアル使用量、プリント時間は増加する。
Enable Support Roof(サポートルーフを有効にする)
サポート上部にインターフェースを作成する。この上にプリントされるモデルの底面のクオリティを上げる事ができるため有効推奨。
Enable Support Floor(サポートフロアを有効にする)
サポート下部にインターフェースを作成する。モデルの上にサポートの底面スキンを作るイメージ。あまりクオリティに影響しない上、剥がすのが大変になりがちなので無効でも問題ない。サポートが安定して生成されない時だけ有効にするのを推奨。
Support Interface Thickness(サポートインターフェース厚さ)
サポートインターフェースの厚さを指定する。
Support Roof Thickness(サポートルーフ厚さ)
サポートルーフの厚さを指定する。
Support Floor Thickness(サポートフロア厚さ)
サポートフロアの厚さを指定する。
Support Interface Resolution(サポートインターフェース解像度)
サポートインターフェースの上にモデルが存在するかをどれくらいの精度で確認するかの値。小さい値を設定するとスライスにかかる時間が増加する。大きすぎる値を設定するとインターフェースを生成すべき場所なのに生成されず通常のサポートインフィルが生成されてしまうことがある。
Support Interface Density(サポートインターフェース密度)
サポートインターフェースの密度を指定する。多少数値を低くしてもインターフェースとしての機能としては問題ないので、サポートの除去性を上げるために80~90程度の少しだけ低い数値にするのがいい。
Support Roof Density(サポートルーフ密度)
サポートルーフの密度を指定する。
Support Roof Line Distance(サポートルーフライン距離)
サポートルーフのプリントライン間の距離を指定する。通常はサポートルーフ密度から自動的に計算される。
Support Floor Density(サポートフロア密度)
サポートフロアの密度を指定する。
Support Floor Line Distance(サポートフロアライン距離)
サポートフロアのプリントライン間の距離を指定する。通常はサポートフロア密度から自動的に計算される。
Support Interface Pattern(サポートインターフェースパターン)
サポートインターフェースのプリントパターンを設定する。
Support Roof Pattern(サポートルーフパターン)
サポートルーフのプリントパターンを設定する。
Support Floor Pattern(サポートフロアパターン)
サポートフロアのプリントパターンを設定する。
Minimum Support Interface Area(最小サポートインターフェース領域)
ここで設定した面積よりも狭い場所にはサポートインターフェースを生成しない。
Minimum Support Roof Area(最小サポートルーフ領域)
ここで設定した面積よりも狭い場所にはサポートルーフを生成しない。
Minimum Support Floor Area(最小サポートフロア領域)
ここで設定した面積よりも狭い場所にはサポートフロアを生成しない。
Support Interface Horizontal Expansion(サポートインターフェイス水平展開)
日本語訳は微妙におかしい。「サポートインターフェース水平拡張」が正しい。指定した値だけサポートインターフェースを広げたり狭めたりする。
Support Roof Horizontal Expansion(サポートルーフ水平展開)
サポートルーフをどれだけ広げるか、狭めるかの指定。
Support Floor Horizontal Expansion(サポートフロア水平展開)
サポートフロアをどれだけ広げるか、狭めるかの指定。
Fan Speed Override(ファン速度上書き)
サポートの上にモデルの底面スキンがプリントされる際のファン速度を指定する。サポートとモデルの間には隙間が出来るので、冷却を強化してラインが垂れる、落ちるのを避けるために高めの数値にする。Fan Speed Overrideを有効にすると指定可能になる。
Supported Skin Fan Speed(サポート対象スキンファン速度)
サポートの上にモデルの底面スキンがプリントされる際のファン速度。サポートとモデルの間には隙間が出来るので、冷却を強化してラインが垂れる、落ちるのを避ける目的で指定するので、大き目の値にする。Fan Speed Overrideを有効にすると指定可能。
Use Towers(使用タワー)
有効にした場合下側が太いタワー状のサポートを生成し、狭いオーバーハング部分のサポートの安定性を増すことができる。
Tower Diameter(タワー直径)
タワー状サポートの直径を指定する。
Maximum Tower-Supported Diameter(最大タワーサポート直径)
タワーサポートを適用するモデルの最大直径。これよりも大きな部分は通常のサポートが作成される。
Tower Roof Angle(タワールーフ角度)
タワーサポートは支える面に向かって段々細くなっていくが、この細くなる度合いを指定する。値が大きいほど急な勾配になり、小さいと平らになる。
Build Plate Adhesion Type(ビルドプレート接着タイプ)
3つのパターンから1つを選択する。
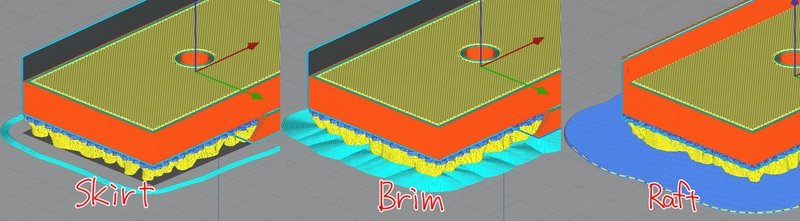
Skirt(スカート):出力物の周りにラインをプリントする。
Brim(ブリム):出力物に接する形でラインをプリントする。
Raft(ラフト):出力物の下に平面をプリントする。よほどベッドの状態が悪くない限りマテリアルと時間の無駄。マテリアルの吐出を安定させるSkirt、定着を強化するBrimで問題ない。
None:いきなりモデルのプリントを開始する。マテリアルの吐出を安定させるため、最低でもSkirtは選びたいところ。
スカートはモデルのプリントに入る前にプリントすることでマテリアルのフローを安定させる効果があるが、直接モデルのビルドプレートへの定着を上げる効果はない。
Skirt Line Count(スカートライン数)
スカートのプリントライン数を設定する。
Skirt Distance(スカート距離)
スカートと出力物の間の距離を設定する。
Skirt Minimum Length(スカート/ブリム最小長さ)
スカートをプリントする時にライン数が設定値に到達してもプリントした距離がここで設定した値に満たない場合は長さを満たすまでスカートをプリントする。0を指定した場合はここの設定を無視する。
Brimはモデルの初期レイヤーを拡張する。モデルの底面積を拡大するため、ビルドプレートへの定着力を上げることができる。特にモデルの角部分が浮き上がることを予防できるため、ABSのような反りやすいマテリアルを使うときに有効。
Brim Minimum Length(スカート/ブリム最小長さ)
ブリムをプリントする時にライン数が設定値に到達してもプリントした距離がここで設定した値に満たない場合は長さを満たすまでスカートをプリントする。0を指定した場合はここの設定を無視する。
Brim Width(ブリム幅)
モデルからブリムの最外周までの幅。幅の広いブリムはビルドプレートへの定着を強くするが印刷可能範囲を狭めてしまうことにもなる。特に大型のモデルでプリンタの出力可能範囲ギリギリでモデリングしている場合はスライスできなくなる可能性もある。
Brim Line Count(ブリムライン数)
ブリム幅とプリントライン幅から自動的に計算される。ここの数値を直接設定した場合はライン数とライン幅からブリム幅が自動的に計算されて反映される。
Brim Distance(ブリム距離)
モデルとブリムの間の距離を指定する。ほんの少し設定してあげることでブリムをモデルから取り外しやすくできる。しかしベッドへの定着は弱くなる。
Brim Replaces Support(ブリム交換サポート)
モデルの周囲にサポートが存在している場合、ブリムをプリントするエリアはサポートではなくブリムをプリントする。
Brim Only on Outside(外側にブリムのみ印刷)
モデルの外側にのみブリムをプリントする。反りやすいのは外側のコーナーなことが多いので、外側のみブリムをプリントするだけで反り回避できる。
ラフトはモデルの下にサポートインターフェースのようなものを追加する。あくまでもサポートを生成する形なのでモデルの底面が荒れやすくなる。個人的にはラフトは設定項目が多いのにあまり効果がないので使わないようにしている。定着を高めるならブリムで十分。
Raft Extra Margin(ラフトの余分なマージン)
出力物よりもどれだけはみ出した領域にラフトをプリントするかの設定。数値を大きくするとビルドプレートへの密着性は高くなるが出力物の出力可能最大サイズが小さくなる。また、ラフトは何層かプリントすることになるので余分にマテリアルを消費することにもなる。
Raft Smoothing(ラフト補整)
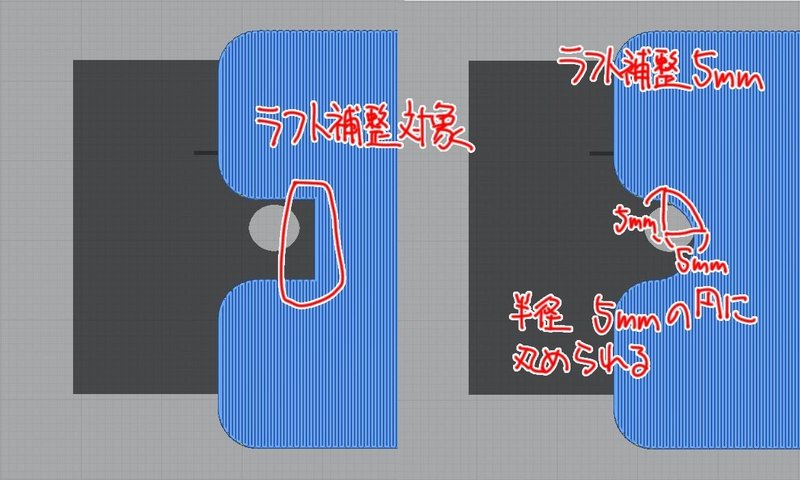
ラフトの内側に入り込んでいる角を指定した値を半径とする円に丸める。
Raft Air Gap(ラフト間のラップ)
ラフト最上面と出力面との間隔。小さすぎるとラフトに出力物の接合が強固になってラフトの除去が大変になる。大きすぎると除去は楽になるが出力物の底面が荒れてしまう。
Initial Layer Z Overlap(初期レイヤーZのオーバーラップ)
Raft Air Gapがあるため出力物の初期レイヤーが下側に下がってしまうため、ここの値だけあらかじめ上にあげておくことで初期レイヤーと2番目のレイヤーの結合を強くする。
Raft Top Layers(ラフト最上層)
ラフトの一番上のレイヤーの数。出力物がプリントされる面なのでスムーズな面になる。層の数が多い方が綺麗な面を作成しやすいがマテリアルの使用量が増加する。
Raft Top Layer Thickness(ラフト最上層厚さ)
ラフトの最も上を構成するレイヤーの厚さ。全体の厚さではない点は注意。
Raft Top Line Width(ラフト最上層ライン幅)
ラフトの最も上を構成するレイヤーのプリントライン幅。
Raft Top Spacing(ラフト最上面スペース)
ラフトの最も上を構成するレイヤーのプリントライン間隔。ライン幅と同じにすることで重なりも隙間もない平坦な面にする。
Raft Middle Thickness(ラフト中央厚さ)
ラフトの中間層は1レイヤーしか存在しないためレイヤーの厚さだけ指定する。
Raft Middle Line Width(ラフト中央ライン幅)
ラフト中間レイヤーのプリントライン幅。
Raft Middle Spacing(ラフト中間スペース)
ラフト中間レイヤーのプリントライン間隔。最も上のレイヤーを支えるだけの密度を持たなくてはならないのであまり広い間隔にはしない方がいい。ラフト最上層の数を増やせば広くても問題ないが、プリント時間もマテリアル消費量も増加するだけなのでオススメしない。
Raft Base Thickness(ラフトベース厚さ)
ラフトの一番下のレイヤーの厚さ。ビルドプレートへの密着性を高めるために通常のプリント高さよりも少し高めにする。
Raft Base Line Width(ラフトベースライン幅)
ラフトの一番下のレイヤーのプリントライン幅。デフォルトではノズル幅の倍が指定される。ラフトの最下層にクオリティは求められないためこのような数値を設定できるが、クオリティが必要な通常エリアのプリントではノズル口径をマックスとすべき。
Raft Base Line Spacing(ラフトベースラインスペース)
ラフトの一番下のレイヤーのプリントライン間隔。この上の中間層を支えられればいいだけなので少しだけ広い間隔になっているがライン幅の倍程度にしておくのが無難なところ。
Raft Print Speed(ラフト印刷速度)
ラフトをプリントする速度。
Raft Top Print Speed(ラフト上層印刷速度)
ラフトの一番上の階層のプリント速度。プリントラインの横のプリント済ラインをノズルが温めて滑らかにするので少し遅い速度にする必要がある。
Raft Middle Print Speed(ラフト中間印刷速度)
ラフト中間層のプリント速度。ノズルから吐出されるマテリアルが多いのでかなり遅いスピードにする必要がある。
Raft Base Print Speed(ラフトベース印刷速度)
ラフトの最下層のプリント速度。ノズルから吐出されるマテリアルが多いのでかなり遅いスピードにする必要がある。
Raft Print Acceleration(ラフト印刷加速度)
ラフトプリント時の加速度設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Top Print Acceleration(ラフト上層印刷加速度)
ラフトの一番上の階層プリント時の加速度設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Middle Print Acceleration(ラフト中間層印刷加速度)
ラフト中間層プリント時の加速度設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Base Print Acceleration(ラフトベース印刷加速度)
ラフト最下層プリント時の加速度設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Print Jerk(ラフト印刷ジャーク)
ラフトプリント時の瞬間的速度変化の設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Top Print Jerk(ラフト上層印刷ジャーク)
ラフトの一番上の階層プリント時の瞬間的速度変化の設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Middle Print Jerk(ラフト中間層印刷ジャーク)
ラフト中間層プリント時の瞬間的速度変化の設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Bottom Print Jerk(ラフトベース印刷ジャーク)
ラフト最下層プリント時の瞬間的速度変化の設定。ラフトに品質なんて要求する必要は皆無なのでデフォルトで問題ない。
Raft Fan Speed(ラフトファン速度)
ラフトプリント時のファン回転速度。密着性を高める必要があるのであまり冷やさない方がいい。そのためデフォルトでは回転なしの0%となっている。
Raft Top Fan Speed(ラフト上層ファン速度)
ラフトの一番上の階層プリント時のファン回転速度。密着性を高める必要があるのであまり冷やさない方がいい。そのためデフォルトでは回転なしの0%となっている。
Raft Middle Fan Speed(ラフト中間層ファン速度)
ラフト中間層プリント時のファン回転速度。密着性を高める必要があるのであまり冷やさない方がいい。そのためデフォルトでは回転なしの0%となっている。
Raft Base Fan Speed(ラフトベースファン速度)
ラフトの最下層プリント時のファン回転速度。密着性を高める必要があるのであまり冷やさない方がいい。そのためデフォルトでは回転なしの0%となっている。
Mesh Fixes(メッシュ修正)
スライスする時にエラーの出るデータを修正するための機能。基本的にモデリングソフト側で解決すべき問題であり、ここの機能を使うことは推奨できない。出力用データのみの提供などでCURAでどうにかしないとならない場合に使う。
Union Overlapping Volumes(重複量)
日本語訳は誤訳。「重複部分の統合」。複数のオブジェクトが重なっている場合重なっている部分の内側は無視して統合し、1つのオブジェクトとする。
Remove All Holes(全穴除去)
外側の形状は維持しつつ各レイヤーに存在する穴を除去する。この動作は全ての見えない部分の構造を無視するが、上から、あるいは下から見て見える穴に関しては維持する。
Extensive Stitching(強めのスティッチング)
この機能はポリゴンを加工して穴を塞ごうとする。このオプションは時間がかかることがある。
Keep Disconnected Faces(スティッチできない部分を保持)
通常CURAはメッシュにある小さな穴を塞ごうとし、大きな穴は取り除こうとする。この設定を有効にするとそれらの部分をそのままにしておくことができる。これはどうしてもスライスできないときの最後の手段として用いるべき機能。出力結果に期待は出来ないがg-codeファイルが生成されないということはなくなる。
Merged Meshes Overlap(重複メッシュのマージ)
お互いに接しているメッシュを同一メッシュとして結合する。
Remove Mesh Intersection(重複メッシュの削除)
複数のメッシュが重なっている部分の片方のメッシュを削除する。
Maximum Resolution(最大解像度)
解像度の高いSTLファイルをスライスした場合、稀にプリンタの処理能力を超えてしまうgcodeになることがある。その場合ここの数値を大きくしてあげることでgcodeの解像度を落としてプリンタが処理可能なgcodeにすることができる。逆に小さい数値にすることでヘッドの移動をさらに細かくすることが可能になり短い直線の集まりである曲面などの滑らかさを上げることが可能となる。
Maximum Travel Resolution(最大移動解像度)
数値を上げるとトラベルの動きが長い直線を組み合わせた様な形になり、曲面を迂回するときなどスピードが上がる。しかし移動解像度が下がるので位置精度が落ちるというデメリットも存在する。
Maximum Deviation(最大偏差)
この値を増やした場合gcodeサイズは小さくなりプリンタのCPUへの負荷は減るが精度は落ちる。もしもとても綺麗な表面を求めるなら最大解像度を小さくし、かつこの値も小さくしてあげるといい。しかしあまり極端に変更するとCPUの処理能力を超えてしまい、逆に表面が荒れてしまう結果につながるのでギリギリまで攻めずにある程度余裕を持たせてあげることで汎用的にクオリティを上げる設定にすることができる。
Special Modes(特別モード)
標準状態での出力で問題がなければ、ここでの機能は特に使う必要がない。
Print Sequence(印刷頻度)
正しくは「印刷順序」。全てのパーツを1つとしてプリントするか、個々のパーツを別として扱い1つのパーツのプリントが終わった後で別のパーツを初期レイヤーからプリントしていくかを選ぶ。
All at Once:全てのパーツを1つとしてスライスして一度にプリントする。
One at a Time:1つ1つ個別にプリントする。ヘッドを一番下げた状態でヘッドを支えるシャフトの高さよりもパーツの高さが低いことが条件となる。Machine Settingsでヘッドのベッドに対する投影サイズを指定しないとヘッドがすでにプリントしたパーツに当たるので注意が必要。
Mold(型)
鋳造に使うような型を作成することができる。一度有効にしてスライス後、PREVIEWで確認すればどんな機能が一発でわかるはず。
Surface Mode(表面モード)
上から見て壁となる部分だけをプリントする。上面、下面やインフィルは無視される。
Spiralize Outer Contour(滑らかな外側輪郭)
通常はレイヤーごとに行われるZ軸方向の移動をプリントしながら行う。外周を一筆書きの要領でプリントできる花瓶のようなものをプリントするのに適している。一筆書きでプリントされるのでリトラクションが起きず、フローが安定するためクオリティは高くなる。よく見かける綺麗な花瓶やグラスのサンプルはこの機能を使っているものも多い。
Relative Extrusion(相対押出)
通常はエクストルーダーのステッピングモーターのステップ数を調整して押し出し量の調整を行うため、普通は使わない。
Experimental(実験)
Slicing Tolerance(スライス公差)
傾斜した表面を持つレイヤーのスライス方法を指定する。
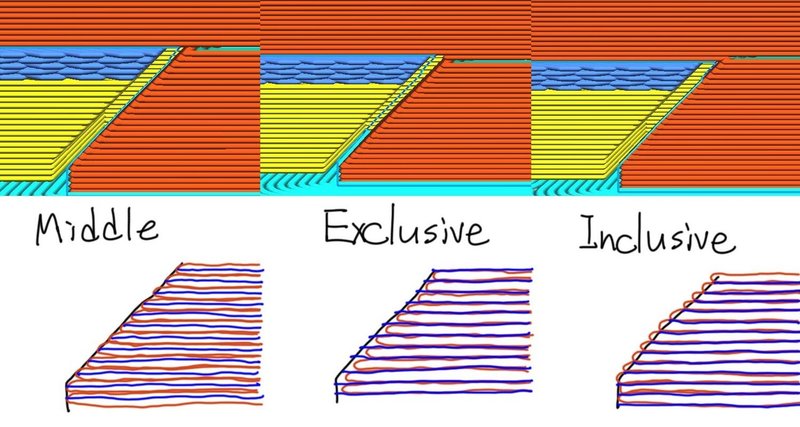
図の下側青いラインが実際にスライスに使用される位置
Middle(中間):1レイヤーの厚さの範囲内で真ん中を使ってスライスする。出力物は実際のデータに一番近い大きさになる。
Exclusive(排他):1レイヤーの厚さの範囲内で一番内側になる部分を使ってスライスする。出力物は実際のデータよりも小さくなる傾向がある。
Inclusive(包括):1レイヤーの厚さの範囲内で一番外側になる部分を使ってスライスする。出力物は実際のデータよりも大きくなる傾向がある。
Top Surface Skin Line Width(最上面のライン幅)
Top Surface Skin Layersを1以上にすると設定可能になる。Top Skin Layerをプリントする際のライン幅を設定する。
Top Surface Skin Pattern(上部表面パターン)
Top Surface Skin Layersを1以上にすると設定可能になる。
Lines(直線):Top Skin Layersを直線でプリントする。
Concentric(同心円):Top Skin Layersを同心円でプリントする。
Zig Zag(ジグザグ):Top Skin Layersをジグザグに一筆書きの要領でプリントする。
Top Surface Skin Line Directions(最上面のラインの向き)
Top Surface Skin PatternでConcentric以外を選ぶと設定可能になる。入力した角度が順番に適用される。デフォルトは[45, 135]と同じ。
Infill Travel Optimization(インフィル移動最適化)
Combing(コーミング)を有効にすると設定可能になる。有効にした場合、トラベル量を減らすためにインフィルプリント時のトラベルが最適化される。削減されるトラベル量はスライス設定、インフィルパターン、インフィル密度などに依存する。非常に小さいインフィルエリアが多い場合はスライスにかかる時間が増大する。
Minimum Polygon Circumference(最小ポリゴン円周)
指定した値よりも小さい円周をもつポリゴンはスライスの際に無視される。小さい値にするとスライス時間が多くかかるのと引き換えに高い解像度でのスライスが可能になる。
Enable Draft Shield(ドラフトシールドを有効にする)
出力物の周りにウォールをプリントするようにする。このウォールは変形しやすいマテリアルを使うときに回りの余分な空気の流れなどから出力物を守る役割がある。
Draft shield X/Y distance(ドラフトシールドX/Yの距離):ドラフトシールドと出力物の間の距離を設定する。
Draft shield limitation(ドラフトシールドの制限):ドラフトシールドの高さを制限する高さを設定するかしないかの設定。Limitedを選択すると制限する高さを指定できるようになる。
Full(制限なし):ドラフトシールドはモデルの最大高さと同じ高さまでプリントされる。
Limited(制限あり):ドラフトシールドの高さを一定の高さまでで押さえたい場合に設定する。
Draft Shield Height(ドラフトシールド高さ):ドラフトシールドの高さをここで指定する。
Make Overhang Printable(オーバーハング印刷可能)
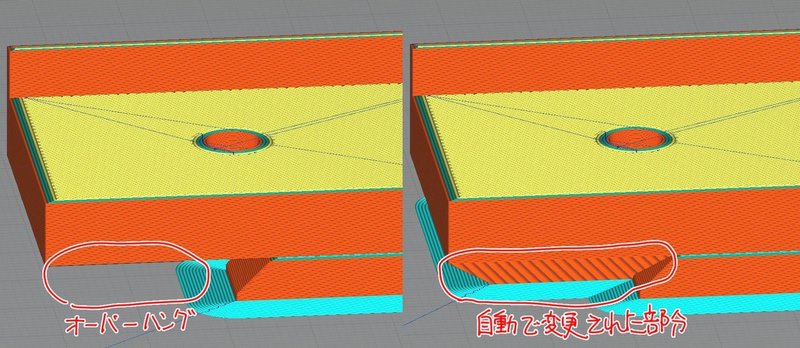
オーバーハング部分の形が変わってしまうがプリント可能な構造に変更する。小さい部分にしかオーバーハングがなければ後で加工でなんとかできるかもしれないので試す価値はあるかもしれない。通常は素直にサポートを使うべき。
Maximum Model Angle(最大モデル角度):ベッドから指定した角度を使って出力物のオーバーハングにつながる構造を作成する。90°を指定すると何も変化しない。指定する値はベッドに対して垂直を0°、水平を90°とするので注意。
Enable Coasting(コースティングを有効にする)
コースティングはプリントラインの最後の部分をトラベルに置き換える。リトラクションは行わなずノズルからはマテリアルが少しだけ垂れるので、トラベルでもプリントは行われる。これによって糸引きを軽減できる可能性がある。
Coasting volume(コースティングのボリューム):コースティング量を指定する。
Minimum volume before coasting(コースティング前の最小ボリューム):コースティング対象になる最低値を指定する。指定する値よりマテリアル使用量が多いプリントラインの終端部でコースティングが行われる。
Coasting speed(コースティング速度):プリント速度に対するコースティング速度の割合。エクストルーダーからの供給が止まるので通常スピードより少し遅くすることが推奨される。
Enable Conical Support(円錐サポートを有効にする)
サポートの底面の面積を、サポートが支えるオーバーハング部の面積よりも広くしたり狭くしたりする。
Conical Support Angle(円錐サポートの角度):オーバーハング部の底面からサポート底面までの角度を指定する。ここで指定した角度に従ってサポートの側面の角度が決定される。
Conical Support Minimum Width(円錐サポートの最大幅):サポート底面の各辺の最低値を指定する。短辺の値がこれを下回らない範囲でサポート底面が生成される。
Fuzzy Skin(ファジースキン)
ウォールをプリントする際にランダムにラインを荒れさせる。これによって表面がざらついた出力にすることができる。ウォールなので上面/下面には影響しない。
Fuzzy Skin Outside Only(ファジースキン外のみ): モデルの外側のウォールのみファジースキンとなり、内側には生成されない。
Fuzzy Skin Thickness(ファジースキンの厚さ):Outer Wallをどれだけ荒れさせるかの数値。この数値は必ずOuter Wall Line Widthより小さくすること。
Fussy Skin Density(ファジースキンの密度):荒れたスキンの平均密度。低い数値は解像度の低下につながり表面が破綻する。
Fuzzy Skin Point Distance(ファジースキン点間距離):Densityを決めると自動的に設定される。ここの数値は少なくともFuzzy Skin Thicknessの値よりも大きくなるようにすること。
Flow rate compensation max extrusion offset(流量補正時の最大抽出オフセット)
Flow rate compensation factorでの補正に使われるフィラメントの移動距離の最大値を指定する。
Flow rate compensation factor(流量補正要因)
MarlinファームウェアのLinearAdvanceの様に速度変化に応じてマテリアルの吐出を調整する。デフォルト値で速度変化にマテリアル吐出が追従していない場合はプラスに、多く出過ぎている場合は減らす方向で調整する。
Wire Printing(ワイヤ印刷)
スプリングのようなものをプリントする動き(空中にプリントする動き)を行えるようになる。形になるかどうかはマテリアルの特性と適切な冷却に依存する。ノズルが上下しながらプリントするためノズルの先端に近い高さに他の部品が取り付けられているとプリント済部分に当たってしまうため、プリントヘッドの構造にも依存する。
詳細は調査中。
Use Adaptive Layers(適応レイヤーの使用)
出力物の形に応じてレイヤーの高さを計算して適用する。Z軸方向の解像度は落ちる可能性があるが出力レイヤー数が減るためプリント時間の短縮が可能。
Adaptive Layers Maximum Variation(適応レイヤー最大差分)
ベースとなるレイヤーの厚さに対してどこまで厚さを変えるかの差を指定する。
例:レイヤー厚さを0.2mmとしたときに、ここの値を0.1mmとした場合、0.1mm~0.3mmの間でレイヤーの厚さが変動する。
Adaptive Layers Variation Step Size(適応レイヤー差分ステップサイズ)
レイヤーの厚さが変動するときの単位を指定する。
Adaptive Layers Topography Size(適応レイヤーのトポグラフィーサイズ)
垂直方向のスロープで構成された面をどれくらいのレイヤーの厚さでスライスするかの設定。この数値を小さくするとスロープは滑らかになるがレイヤーの数も増えるためプリント時間が増える。
Overhanging Wall Angle(張り出し壁アングル)
ここで指定した数値よりもキツい角度のオーバーハングはオーバーハング設定(Overhang Wall Speed)を使ってプリントされるようになる。90を指定した場合全てのウォールはオーバーハングとはみなされなくなる。オーバーハング角は垂直が0で水平が90である点に注意すること。
Overhang Wall Speed(張り出し壁速度)
通常のプリント速度に対するオーバーハングプリント速度の割合。遅い速度の方がオーバーハングの出力結果は良好になる。
Enable Bridge Settings(ブリッジ設定を有効にする)
ブリッジ形状をプリントする際、プリント速度、フロー、ブリッジ部の密度、ファン速度を変更する。
Minimum Bridge Wall Length(ブリッジ壁の最小長さ):ブリッジとみなす最低長を指定する。ここで指定した長さよりも短い部分はブリッジとは認識されず単なるオーバーハングとみなされる。
Bridge Skin Support Threshold(ブリッジスキンサポートのしきい値):ブリッジとみなす閾値を指定する。1つ下のエリアとここで指定した割合以上重なっている場合はブリッジとみなさず単なるスキンとしてプリントされる。
Bridge Sparse Infill Max Density(ブリッジスパースインフィル最大密度):日本語訳は意味不明「インフィル上のスキンをブリッジとみなすインフィルの最大密度」という感じ?
インフィル密度が低いと、ライン間の距離が長く、その上にスキンをプリントする場合、ブリッジと同じ状態になる。その為、一つ下のレイヤーがインフィルの場合、ここで指定した密度よりインフィル密度が低い場合はブリッジとみなす。
Bridge Wall Coasting(ブリッジ壁コースティング):ブリッジ部のプリント前にコースティングする量を指定する。コースティングすることでブリッジの開始部分ではノズルからの吐出量が少なくなるので、ブリッジ部分が垂れにくくなる。ここの値を増やし過ぎるとブリッジ部の垂れは少なくなるが、マテリアル量が不足してしまう可能性があり、上にプリントされるレイヤーとの間に隙間ができる原因になる。
Bridge Wall Speed(ブリッジ壁速度):ブリッジ部のウォールをプリントする速度
Bridge Wall Flow(ブリッジ壁フロー):ブリッジ部のウォールプリント時のフロー
Bridge Skin Speed(ブリッジスキン速度):ブリッジ部のスキンをプリントする速度
Bridge Skin Flow(ブリッジスキンフロー):ブリッジ部のスキンプリント時のフロー
Bridge Skin Density(ブリッジスキンの密度):ブリッジ部のスキン密度
Bridge Fan Speed(ブリッジファン速度):ブリッジ部をプリントする際のファン速度
Bridge Has Multiple Layers(ブリッジを構成する多重レイヤー):有効にするとブリッジ部とみなされた部分の直上のレイヤーとさらにもう一つ上のレイヤーのプリント設定を設定できるようになる。有効にしない場合は通常のプリント設定が適用される。
Bridge Second Skin Speed(ブリッジセカンドスキンの速度):ブリッジ部の上のスキンのプリント速度
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Second Skin Flow(ブリッジセカンドスキンのフロー)
ブリッジ部の上のスキンプリント時のフロー
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Second Skin Density(ブリッジセカンドスキンの密度)
ブリッジ部の上のスキン密度
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Second Skin Fan Speed(ブリッジセカンドスキンのファン速度)
ブリッジ部の上のレイヤーのスキンプリント時のファン速度
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Third Skin Speed(ブリッジサードスキンの速度)
ブリッジ部の2つ上のレイヤーのスキンプリント速度
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Third Skin Flow(ブリッジサードスキンのフロー)
ブリッジ部の2つ上のレイヤーのスキンプリント時のフロー
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Third Skin Density(ブリッジサードスキンの密度)
ブリッジ部の2つ上のレイヤーのスキン密度
Bridge Has Multiple Layersを有効にすると設定可能
Bridge Third Skin Fan Speed(ブリッジサードスキンのファン速度)
ブリッジ部の2つ上のスキンプリント時のファン速度
Bridge Has Multiple Layersを有効にすると設定可能
Wipe Nozzle Between Layers(レイヤー間のノズル拭き取り)
ノズル拭き取りを行うスクリプトが動作する場合レイヤーが変化するときにノズルを拭き取るようになる。
詳細は調査中。
Small Hole Max Size(小さい穴の最大サイズ)
ここで設定した数値よりも小さい直径に対してプリント時にSmall Feature Speedを適用する。
Small Feature Max Length(小型形体の最大長さ)
ここで設定した数値よりも短い長さに対してプリント時にSmall Feature Speedを適用する。
Small Feature Speed
小さい部分をプリントする時に遅い速度は密着性と精度を上げることができる。
Small Feature Initial Layer Speed(旧First Layer Speed)(小型形体の初期レイヤー速度)
初期レイヤーのプリント時にSmall Featureの対象になる部分があった場合、ここで指定した割合を適用した初期レイヤープリント速度でプリントされる。
まとめ
現時点の最新版であるCURA4.8.0 を使って通常のプリントをするのに必要な部分は一通り網羅したつもり。
FDMプリンターを使う上でスライサーの設定はプリントクオリティを上げるために避けては通れない部分なので、挑戦してみよう!
短期間で一気に書いたので誤字、脱字、内容の間違いがあるかもしれません。もし発見したら教えていただけると助かります。すぐに直します!
この記事が役に立った、面白かったと思ったら、スキ、フォロー、サポートよろしくお願いします。
僕のノートが役に立った、面白かったと思っていただけたら、スキ、フォロー、サポートお願いします!