
BambuLabマシンにエポキシガラスプレートを導入する方法

3Dプリンターを使用していると様々な知見や情報がSNSを通じて目に飛び込んでくる。その中に「エポキシガラス(またはガラスエポキシ)」を使ったビルドプレートの話があったので早速Bambu Labマシンで試してみた。今回はその話をまとめてみる。
エポキシガラスプレートとは
ビルドプレートの話題、特に定着性と利便性に関する話題は3Dプリンター論の中でも多く見かける。有名なものとしては「ケープを使った定着コントロール」や「テクスチャードPEIを使った定着」だろう。エポキシガラスプレートを素材につかったプレートはフィラメントの定着が良く、冷めるときれいに剥がれると言われている。先駆者の情報としては以下の記事を参考にした。
Bambu Labマシンにエポキシガラスを導入する
Bambu Labマシンのビルドプレートは特殊な形状をしており、普通に注文するとビルドプレートとして使用することが難しい。そのためビルドプレートの形状を正しく寸法を取り専用品としてオーダーメイドする必要がある。ビルドプレートの相談は過去実績がある村上電業様に相談することにした。
発注までの流れ
相談のため、まずオリジナルのプレートを計測してCADで3Dデータとして設計して問い合わせ用の情報を整理する。
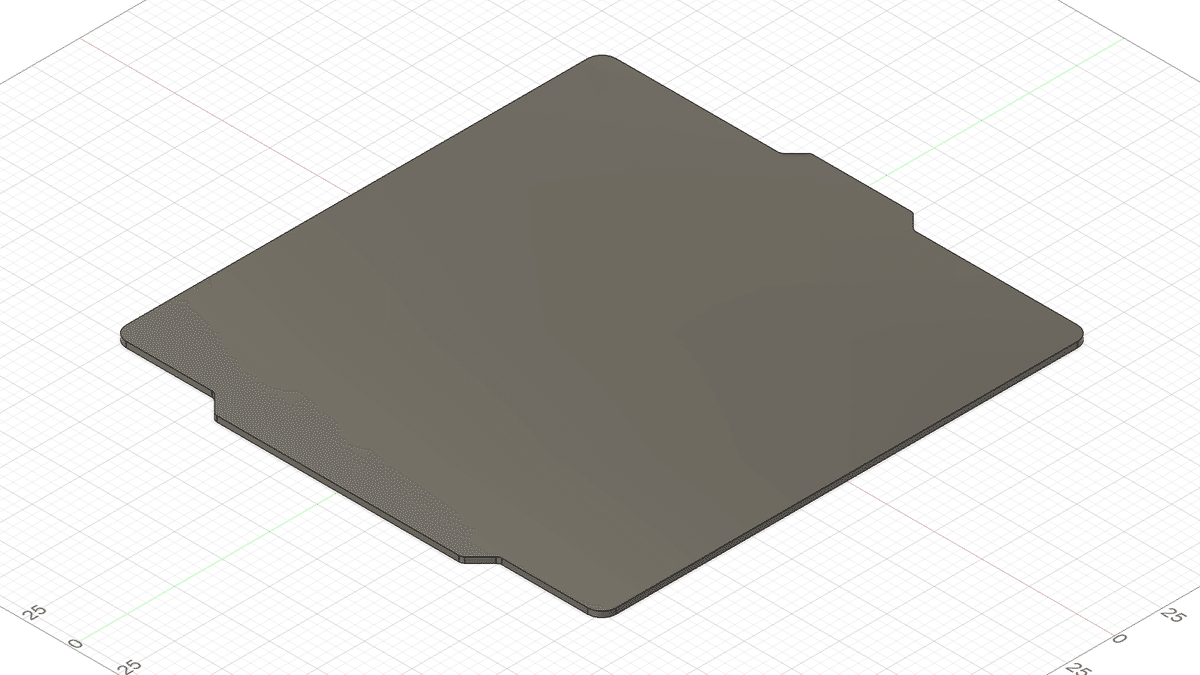
ビルドプレートのメインとなる中央領域は縦横258mmの正方形で、四隅はR7.5。奥のノズル清掃に使われる部分は8mm突出しており横幅は5cmほど、手前の取っ手は1cm突き出しており取っ手の位置に制約はない。
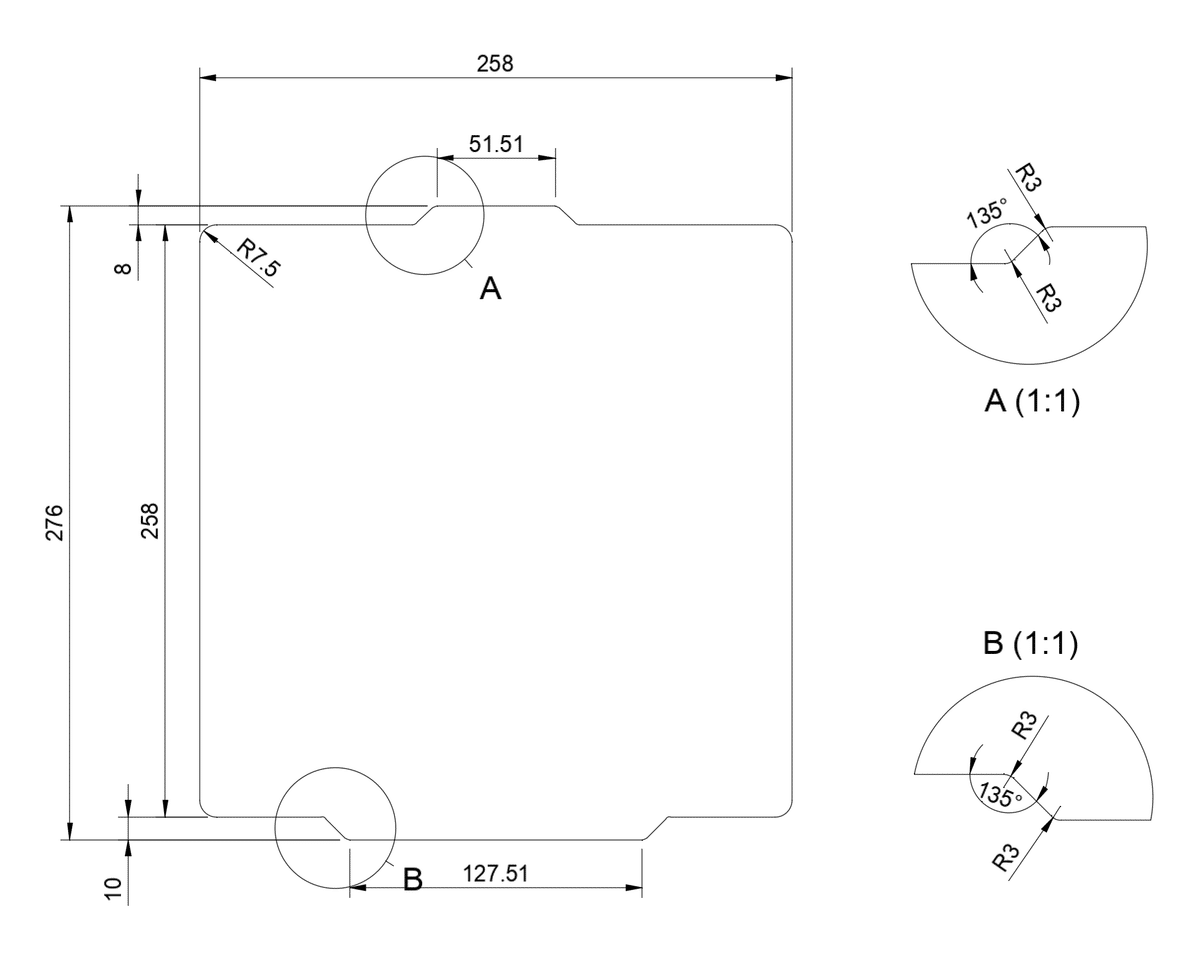
CADで設計したプレートからおおよその情報を図面に書き出して対応可能かどうかを問い合わせフォームから対応可能連絡したところ、以下のお見積り情報を含めて対応可能との返信を頂いた。
エポキシガラス
厚さ1mmの場合:5,600円(税別)
厚さ2mmの場合:7,000円(税別)
厚さ3mmの場合:8,400円(税別)
別途送料1,100円(税別)、納期7〜8日
先人の知恵では3mm厚を選択することが多いもののビルドプレートの加熱などを考えると少し厚すぎる気がしたため自分は2mm厚を選択。結果としてこの厚み選択が自分としてはベストだったと今であれば言える。
プレートの固定方法を考える
Bambu Labマシンは鉄製のプレートをヒートベッドのマグネットシートで吸着させて固定する方法を採用している。当然エポキシガラスのプレートはマグネットに反応しないため専用の固定方法を考える必要があった。思いつく限り以下のような方法が考えられる。
エポキシガラスにマグネットシートを貼り付ける
クリップで挟んで固定する
テープなどでヒートベッドに固定する
結論的には2番を選んだわけだが、1番と3番の懸念を残しておく。1番はマグネットシートをエポキシガラスに貼りつける段階でプレートの平滑性が失われる可能性がある。3番は造形時の加熱でテープの粘着が弱まり造形中に剥がれる可能性がある。いずれも3Dプリンターの造形品質に影響を与える可能性があるため見送りとした形だ。
クリップでの固定だがBambu Labマシンは他メーカーのヒートベッドと異なり全体的に分厚い設計になっていた。そのため市場で発売されているビルドプレート固定用のクランプやクリップは使えない事がわかった。
どうするべきか。自分で作るしかない。
プレート固定用のクリップを事前に造形する
2mm厚のプレートを固定するためのクリップを設計し事前に造形しておくことにした。(実際は想定どおりにいかず、プレートが到着してから微調整したが……)
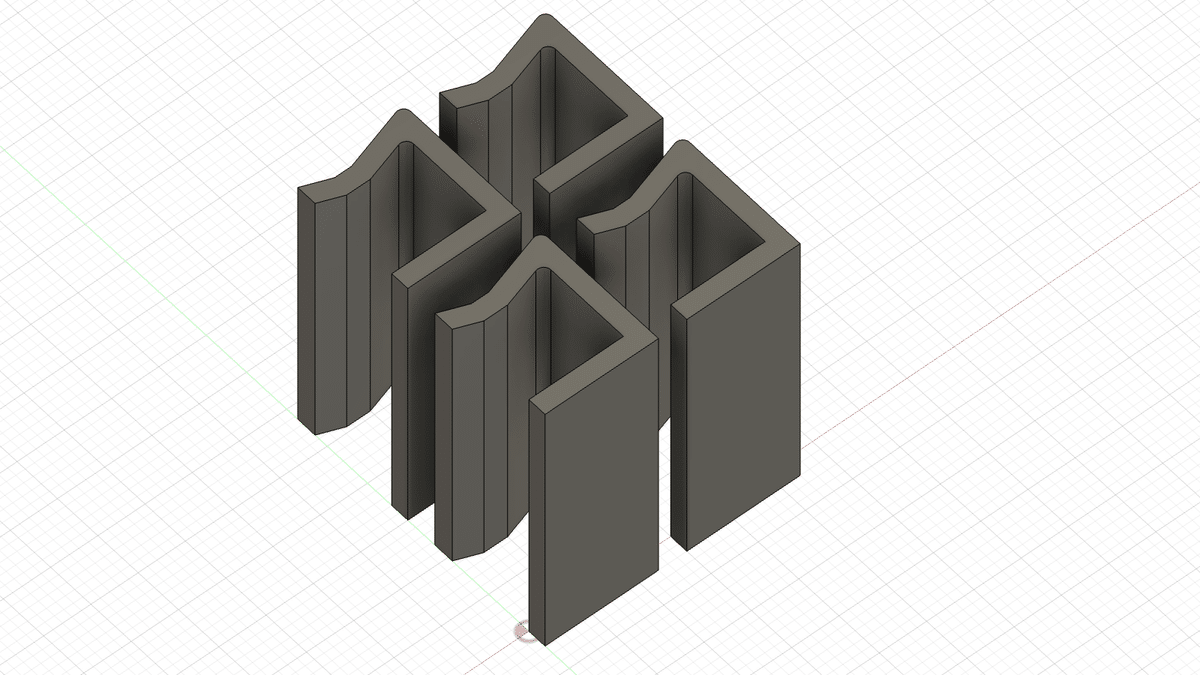

ビルドプレートの加熱に耐えるためクリップの造形はABS、できればPA6フィラメントを使って行う。自分はABSで作成して現時点で問題は起きていないがビルドプレートを100℃まで上昇させて使うケースが多い場合はPA6でクリップを作っておくほうが安心できるだろう。
造形プロファイルはいつものようにMaker Wolrdに公開しておくので必要な人は以下からデータをダウンロードして造形してほしい。
届いたビルドプレートをアルコールで脱脂/清掃する
発注から1週間〜1週間半ほどで村上電業さんからビルドプレートが到着する。到着したビルドプレートは製造過程で付くと思われるスレや傷があるため、まずは両面の状態を確認してほしい。傷が少ないほうが表面だ。3Dプリンターの性質上ビルドプレートの傷は正直気になるところなので改善されることを願おう。

表面は裏面と異なり傷が少ない(ゼロではない)ので脱脂/清掃をして状態を更に細かく確認する。脱脂には以下の無水エタノールをおすすめする。エポキシはアルコールに反応して(少しだけ)溶ける性質があるため細かいキズも磨くことで徐々に消えていくだろう。
ビルドプレートの平滑性が気になる場合は以下のようなプレートクリーナーを使って磨くと安心できる。
ビルドプレートを取り付ける
ビルドプレートとクリップの準備ができたらいよいよ本体に取り付けよう。



エポキシガラスプレートをテストする
Bambu Labマシンにエポキシガラスプレートを装着できたら造形のテストを行う。以下にテスト手順と結果のサンプルを掲載するので参考にしてほしい。
1.キャリブレーションを実施する
造形環境が異なったら一番最初に本体キャリブレーションを実施する。細かな状態の変化をマシンに学習させる必要があるためだ。
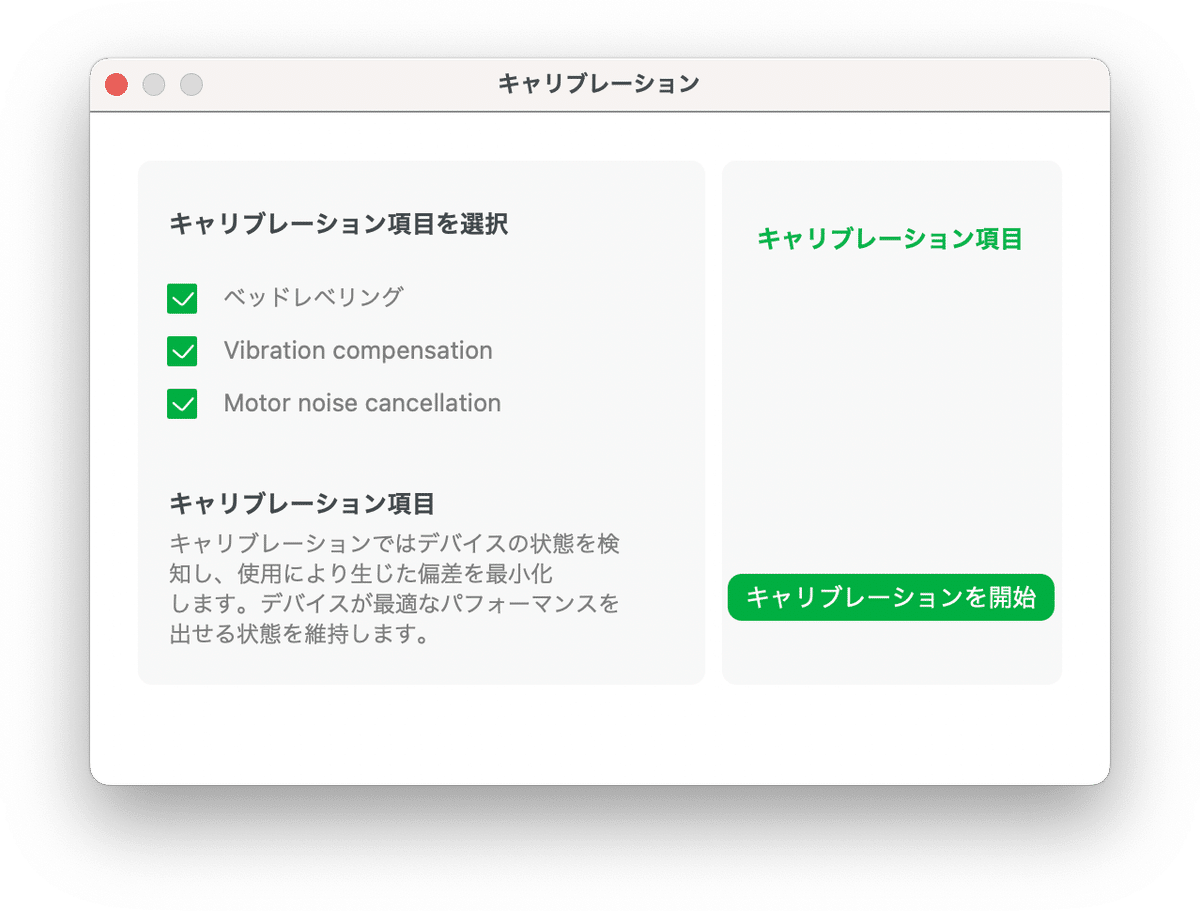
キャリブレーション、特にベッドレベリングを実施するとビルドプレートに傷がついてしまう。いわゆる「ノズル殺し」によるものだがプレートの素材が鉄からエポキシガラスになって強度が落ちているため、どうしてもプレート側も削れてしまう。キャリブレーション時は避けられない問題だが、通常使用では後述の対策を施しておきたい。

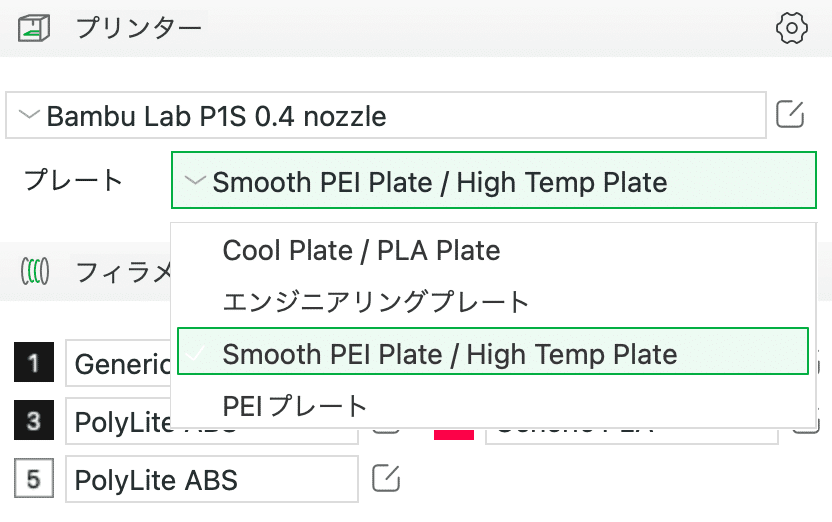
2.スライサーの設定を行う
キャリブレーションが完了したら次はスライサーの設定を変更する。具体的には「プレート」欄から比較的特性が似ている「Smooth PEI Plate / High Temp Plate」を選択しておこう。
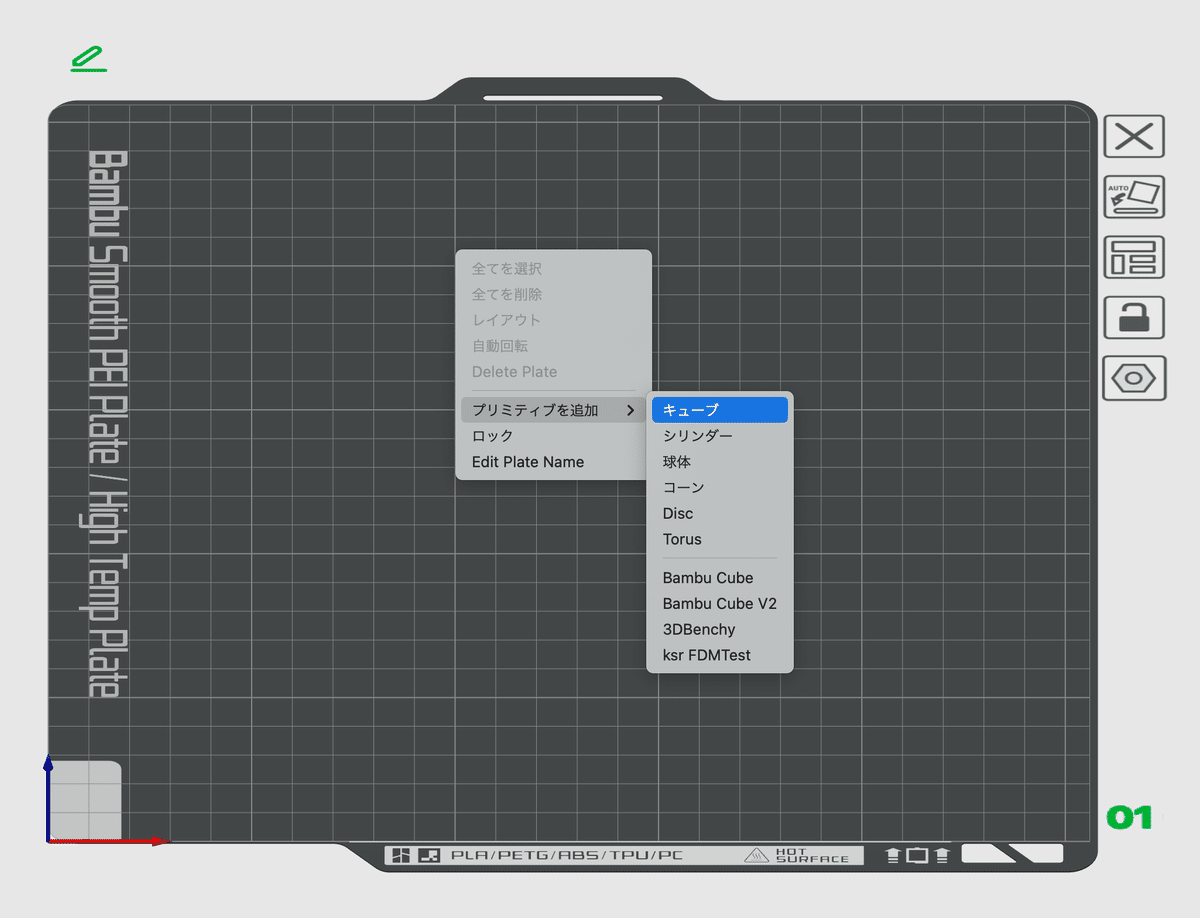
3.テストモデルを造形する
最後にテストモデルを造形する。モデルは何でも良いがテストするのはあくまでプレートの定着性確認となるため大きなモデルはあまり意味がない点に注意すること。自分は以下の手順で簡単な定着テストを行った。

このモデルをスライスしていくつかのフィラメントで造形テストを実施する。自分の場合はPLAとPETGとABSで行った。
4.テスト結果を確認する
造形中〜造形完了まで注視し定着に問題がないかを確認する。また造形が完了した後の「剥がれやすさ」や「剥がした後の課題」も確認しよう。以下に自分の場合の結果サンプルを載せる。
PLA:定着&造形に問題なし
PETG:定着&造形に問題なし
ABS:最初の定着に課題あり、造形に問題なし


事前の情報通り糊などを使わずに造形を開始しても定着に基本問題はない。ABSの定着に一部課題があったが後述する対策で問題は解決できているため、こちらも基本問題はない。
注意点としては定着が良すぎるため、プレートが完全に冷えるまで「きれいに剥がせない」こと。無理に剥がすことができるが底面の「白化」が起きてしまうためオススメできない。造形完了後はプレートが室温に下がるまで待とう。

上図はビルドプレートがまだ冷え切っていない(手でなんとか持てる温度:約50℃ぐらい)時に裏面から撮影した写真だ。冷えてきた外周部は剥がれてきているものの、中心部から外周にかけて黒く密着している様子が分かる。これを無理に剥がすと造形物にダメージが入るので必ず待とう。スクレーパー使用は駄目。プレートに傷が入りかねないし、造形物の底面も傷だらけになってしまう。
課題に対策する
導入〜テストを通じていくつかの課題が確認できた。これらに対処する方法を掲載しておく。参考にしてほしい。
◯ビルドプレートの傷について
先述の通りビルドプレートの製造過程でついたと思われる小さな傷がプレート上にどうしても残ってしまっている。これは現状避けられない問題のため個人で対策していくしかない。
まず先述した通り無水エタノール(高濃度アルコール)を使ってプレートの脱脂/清掃を何度か試してほしい。自分が試したところ定着性が向上し、小さなキズも造形結果に影響が出ない(目視で確認できるものの造形物の底面に影響しない)状態になることが確認できた。繰り返しの使用(加熱/冷却/アルコール清掃)で傷は減っていくものと思われる。

どうしても気になる場合は平滑性に注意しながらコンパウドで磨くという手段が考えられる。ピカールなど鏡面磨きに対応したポリッシュ剤を使って磨くことで傷は消すことができるだろう。この場合、ムラなく全体を均一に磨くことに集中すること。一部分だけ擦るとそこだけ凹んでしまい平滑性が失われてしまう。
◯ノズルによるビルドプレートの損傷について
キャリブレーション時に紹介した傷については通常利用を繰り返すことで拡大する恐れがある。極力傷が付く状況を減らしたほうがいいため、以下のG-Codeハックを適用してほしい。
上記記事内に「ノズル清掃による摩耗の低減」という欄がある。今回のようにノズルをビルドプレートにこすり合わせる挙動をキャリブレーション以外で抑制するための変更となっているため、この設定を適用しよう。
◯ABSの定着について
ABSの定着に一部課題があると先に書いた。具体的には造形開始時に「少しだけ定着しない」部分が出てきてしまったのである。起きない場合もあるが起きてしまうと造形物が台無しになるため対策はしておきたい。

定着しないのはあくまで「造形開始直後」のみであるため、対策としてスカートを有効にすることで解決した。上図サンプルの写真はスカートを有効にしたもので、スカート(造形物の周りをぐるりと一周フィラメントで囲う挙動)開始時に問題が起きているものの以降は問題なく造形できていることが分かる。

スカートの設定は「その他→ベッド接着→スカートのループ数」で有効にできる。初期値は「0」のため「1」に変更して造形を開始しよう。これで定着しない問題も解決する。
まとめ
先人の知恵を参考にしながら村上電業さんにお願いしたビルドプレートの導入方法〜テスト〜対策までを一気に紹介した。様々なビルドプレートが世の中にあるが「定着が良く、糊が不要で、様々なフィラメントに活用できる」プレートはあまり多くない。
代表的なプレートに「テクスチャードPEIプレート」があるが、底面がボコボコしてしまうため使用をためらう場合もあるだろう。またテクスチャードPEIプレートであっても定着の問題は付きまとい注意が必要だ。
※実際に定着せず剥がれたなどの問題を体験している人も多いだろう。
エポキシガラスのビルドプレートは導入まで少々手間であるのだが定着〜造形の安定性については(個人的な感想だが)テクスチャードPEIプレートより高いと言える。上記対策方法を見つけてからは一度もミスが出ておらず信頼性が高いプレートだと感じているため継続して利用していくつもりだ。
もしBambu Labマシンを使用していてエポキシガラスのビルドプレートに興味が出た場合はこの記事を参考にして村上電業さんに相談してほしい。親身に相談に乗っていただけるだけでなく、変則的なBambu Lab向けのプレート作成にも対応いただけるのは非常に心強い。既に注文〜納品実績も有るため本記事を参考に「同じものを作ってほしい」と依頼することも出来るだろう。
最後に問い合わせフォームへのリンクを貼って紹介記事を終えることにする。
この記事が気に入ったらサポートをしてみませんか?