シェア
★超硬合金 FN20 CIS企画規格VF-30 加工物サイズ 幅20mm 奥行20mm 高さ10mm 脆性材の加工をPCD工具を用いて高能率・高品位に仕上げました ▶この記事の最下部に動画を掲載しております 加工している様子を、ぜひ動画でご覧ください 加工機:ソディック マシニングセンタ UX450L 【加工条件】 主軸回転数 6,000~40,000 送り速度 4~350 mm/min 【加工工具】8本 PCDラジアス工具 3本 φ3 × R0.1
ソディックの3軸リニアモータ駆動マシニングセンタUX450Lで加工したリフレクタ鏡面加工事例です。材質にSTAVAX(52HRC)、仕上げ工具にPCDボールエンドミルを使用し、面粗さをRa0.006μmまで仕上げました。 面は完璧なカガミのように仕上がり、三角形の辺はきれいな直線で、角がハッキリしています。 【加工条件】 主軸回転数(S) : 10、000~40、000 送り速度(F) : 350~3、000mm/min 【加工工具】 4本使用しました ボールエン
マイクロレンズの金型 8個取り×4セット=32個 小径レンズの金型 全てを寸分違わず仕上げなければ金型として成り たちません。なぜなら、この金型部品を用いて次 工程では数万個クラスのレンズを量産するわけで 金型加工の工程では、 ・いつ加工を開始したとしても、 ・加工が長時間にわたっても、 安定した状態がもとめられ、結果は正確でなければなりません。 Sodick UX450Lの特長ソディックは、XYZの3軸に自社開発製造リニアモータ駆動を載せた超精密マシニングセンタMC43
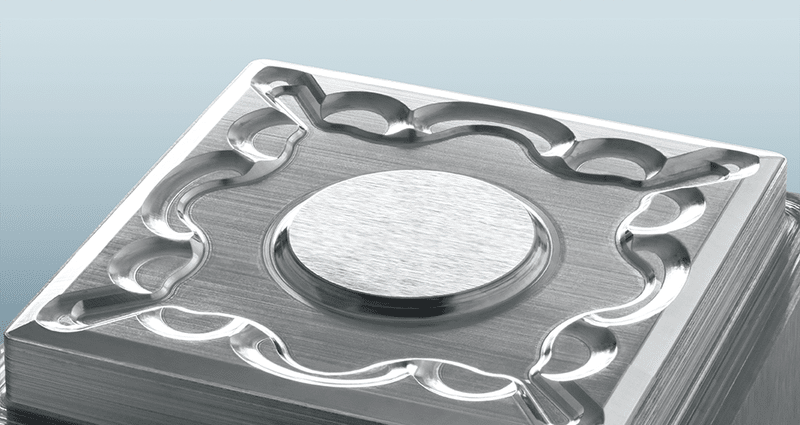
超硬合金は、炭化タングステンとコバルトを混合して焼結したものが、一例としてあげられます。 この超硬合金を高精度でマシニング加工するには、刃先に超硬合金よりも硬い単結晶ダイヤモンドやPCDを付けた工具やダイヤモンドコーティングの工具を使います。しかし工具が高額というコスト的な問題もあり、”切削加工”はあきらめて、”放電加工”や”研削加工”が一般的です。 この切削サンプルをマシニングセンタで加工した理由は、形状に丸みを帯びている事です。 放電にしても、研削にしても、もともとの
材質は、耐食性と耐摩耗性に優れるSTAVAX(スタバックス)というステンレス鋼です。熱処理ずみの52HRCクラスになると、加工自体が非常に困難な材料になります。 ソディックの切削加工機は、3軸リニアモータと主軸回転数が最高4万回転クラスのハイスピードマシニング加工が得意です。そのため、この材質STAVAXを使った光学レンズや医療機器部品などの超精密金型を作るために導入されるケースが見受けられます。 そして、 金型だけでなく、このような機械部品の加工機としても採用いただくケ