
成膜トラブルシューティング備忘録

前置き
先に言っておくと文書推敲してないので、後で気付いたら直す感じにします。
今回の記事は、私個人がどのような条件の調整を行って蒸着を行っているかの備忘録です。ようは自己満足の塊、ざっくりトラブルシューティング記録。「この前はうまくいったのに」「同じ材料なのになんで」なんて困った時に、私がすぐに疑う部分ですね。
備忘録として誰かのヒントになってくれていれば幸いです。同じ内容でより要点を絞って音声を付けた物はYoutubeに動画として投稿しておくので、文字ではなく聞き流したい人はそちらへどうぞ。
ある程度分かる人向けなので、細かい説明は省きます。というかトラブルシューティングなんて大体説明書に書いてあるんだからそっち読めって話で(ry
説明の意義
蒸着は、材料を蒸発させて膜を作るという至極単純な手法です。
なんですけど、単純にみえて気を使わないといけない要因やらパラメータが多く存在します。
これらについて主となる三つの条件を軸に、細かな設定について大雑把に対処を含めて説明していきます。
現場でここら辺の機械を使っている人間が真っ先に疑うべき場所、ネットで
リスト化されてないんですよね。大体会社単位でその場で聞くしかないみたいな。そんなんすぐ分かるからいいってことで放置されてるのかもしれませんけど、私は頭からすぐ抜けるのでメモしときます、文書化は大事。
蒸着機は小型からオプトランOTFC-1800クラス(チャンバー径φ1800mm×1920mm (H))までを対象に見ていると考えてください。
メイン条件
主に蒸着結果の質に関わる条件について、ここでは「真空度」「熱量」「基板」を上げたいと思います。
「真空度」は平均自由行程の話がある通り、どれだけ密に膜が出来るか、不純物の影響をどれだけ排除できるかという部分に関わってきます。
「熱量」は材料の蒸発速度に影響を及ぼします。
「基板」は表面の状態によって成膜結果の良し悪しに響いてきます。
この条件は毎回同じ作業をしていれば必ず一致し続ける、再現性が担保されるようなものではないのは分かると思います。
じゃあ、この条件の良し悪しを左右する要因は一体何かということですね。
影響を及ぼす諸条件「真空度」
まず「真空度」ですが、大体疑う時は「真空度が下がらない」時だと思います。
そんな時に影響を及ぼす要因としてよく疑うのが
「チャンバーの押しゴム」「防着板への二重張りでリークバルブ口を塞ぐ」「炭化水素系材料を使用しているか」「真空計の汚れ」「チャンバーの連続使用回数」「最近飛ばした材料」「長時間停止後(連休明け)の稼働か」
です。
「チャンバーの押しゴム」
メンテナンスの不足だったり、ふとしたタイミングでやりがちな奴です。大体はグリース剤の不足でゴムがゆるくなっていたり、ゴムにゴミが付いたまま閉じてしまうことで影響が現れます。掃除しましょう。
「防着板への二重張りで吸気口を塞ぐ」
あんまないですが、たまにやる人がいます。蒸着機の種類、特に小型中型にありがちなんですが、背面以外に吸気口がある奴だと、二重張り防着板に穴をあけずに上からかぶせて、排気速度が下がるってのがあります。入れ替えの時に確認しましょう。
「炭化水素系材料を使用しているか」
http://www.nucleng.kyoto-u.ac.jp/people/ikuji/edu/vac/chap5/outgas.html
これはガス放出の話に関わってきます。真空を高めるために内部の残留ガス量は気にしないといけないわけですが、炭化水素系材料(樹脂とか)を使用すると、時折こういうことが起こります。材料選定や到達圧力の面から見直しをかけます。
「真空計の汚れ」
多分、真空値が下がらないというよりはもろに表示値でエラー出すんじゃないかと思います。そういう時、背面に直に出ている真空計なら軽く小突いてやったり、電子銃を起動するなど、何かしら衝撃を与えてあげればその場限りでは起動したりします。とっとと外してメンテしましょう。
「チャンバーの連続使用回数」
ガス放出の話に繋がってきます。特に材料を多めに成膜した時、二重張り以外の部分に付着したり、回り込みで想定外の部分に膜が出来ていたりします。連続使用回数を決めて、タイミングを見てベーキングしちゃいましょう。
「最近飛ばした材料」
シリコーン、フッ素、樹脂系、金属、有機溶媒含有物と、色々試作で飛ばす場合に、ポンプが意図せず劣化している時があります。この材料を使用した期間に限り、メンテナンス頻度、オイル交換頻度を上げるなんて感じで良いと思います。
「長時間停止後(連休明け)の稼働か」
大体よくある奴ですね、連休明けはチャンバー内に吸着水や酸化皮膜影響があると思うので、大体一発目はベーキングで良いと思います。三日開けるだけで結果が変わることもありますから。ここは丁寧にやっていいかと。
あとは、最近の蒸着機のバルブ開閉は自動なのでないと思いますが、油拡散ポンプからのオイルミスト逆流も確認した方が良い時があります。大体これが起きると妙にぬめっていたりするので…そうしたら大人しくメーカー呼びましょう。
影響を及ぼす諸条件「熱量」
熱量は蒸着機の熱源によると思います。今回は私が主に使用している抵抗加熱と電子銃周りの話にします。
大体は「いつもより温度が上がっていない」事に気付いた時に疑う事が多いと思います。
抵抗ボード周りで疑うのは
「蒸着ボードの使用回数」「新しい蒸着ボード」「ナット止めの位置」
電子銃周りで疑うのは
「フィラメント切れ」「材料の位置、ビームを当てる位置」「磁石の汚れ、破損」「ゴミの蓄積」「ポールピースの平行」
もっと大枠として断線や短絡もありますが、そこまでいくとメーカーに直してもらうクラスなので、今回は手の届く範囲の話です。
「蒸着ボードの使用回数」
これは汚れ具合、劣化に関わってくることです。抵抗ボードは長期間使用すれば当然蒸着材のスプラッシュや飛散によって汚れますし、何より材料を置いていた部分に焼き付きが発生します。簡単なメンテとして、エタノール等で毎回拭き取りはしておきましょう。
「新しい蒸着ボード」
実は新しすぎるボードというのも初回に関しては十全な性能を出せない事があります。防錆コートがしてあるとは思えないのですが、少なくとも初回に関しては一度電流を通して焼いてあげた方が良いと思います。
「ナット止めの位置」
割と影響します。蒸着ボードの両端を治具で固定するのですが、正確な位置に固定できているか、いつもとボードの種類は変わっていないかに気を付けましょう。前者に至ってはこれだけで加熱ムラが出来て正確な成膜が出来ない事があります。
「フィラメント切れ」
そうそうないと思いますが、真空が極端に悪くなるような材料を使って電子銃のブレーカーが落ちた時や長時間使用などのトラブルをやらかした後に、蒸着機を再度つけてから気付くことが多いと思います。この時、電流値の値が全く動かなくなると思うので、切断であれば容易に気付けます。電流源の故障は平時は考えなくていいと思います。
「材料の位置、電子ビームのスキャン幅と当てる位置」
よくあるやつですね。例えばペレット材料であれば、置いた時やターレットを回した衝撃で位置がずれたりするので、それなら径の大きいものとシャッターを組み合わせるなどの対策で行けると思います。スキャン幅と位置に関しては毎回フィルター越しに目視しましょう。材料が同じでいつもより明らかに蒸着速度が早いなら、貫通する前にスキャン幅の狭まりを疑いましょう。
「ポールピースの平行」
皆磁石磁石言いますけど、あれポールピースって名前があるんですよね。
これ、特に中型以降の蒸着機にありがちなるつぼ方向へポールピースが出っ張ってる奴にありがちなんですが、ずれたままだと正確に電子ビームを飛ばせないのでここら辺は始める前に調整してください。
「ポールピースの汚れ、破損」
長期使用でありがちです。ふとしたタイミングで見ると磁石部分に汚れの蓄積があります。他にも欠けがあってもおかしくなります。定期的にサンドブラストをしましょう。
「ゴミの蓄積」
同じく、電子銃の射出元周りや磁石周り、色んな部分に蒸着材のスプラッシュやゴミが残ったりします。掃除機ですいましょう。
熱量が変わっていることを定量的に指し示すであろう温度を確認する術は、不確かな放射温度計くらいしかありません。大体こんなものを見ている皆さんならロガーで成膜レートを確認していると思います。
熱量の異常は材料の蒸発の仕方で分かりますから、ロガーで見てしまいましょう。大抵excelで出力して、横軸時間で縦軸レートにして散布図出力すれば出せます。
影響を及ぼす諸条件「基板」
大まかに基板に影響があり、成膜物の性能が変化する状況について述べます。
「基板材質の取り違え」「前処理」「イオンクリーニング」「古い基板の使用」「回り込み」「取り出しからの成膜」「加熱処理の有無」「振動子の使いまわし」「チャンバー径に対する材料量の調整ミス」「プログラム自動成膜時の密度(density)設定ミス」「回転ドームの治具設置位置」「チャンバー内温度」「多層成膜時のインターバル」
取り合えず追加するまではこのくらい
「基板材質の取り違え」
プラ基板は厚みで分かりますが、白板やBK7、石英辺りでやらかす確率が高いです。側面摺りされているか、不安なら重量測定をおススメ。「間違って高級な石英に!!」なんてことがあれば、割り切って分析用に回すのも手ではあります。
「前処理」
ゴミの付着による膜強度の低下、ピンホール生成は基礎中の基礎。といっても、クリーンベンチでやろうがチャンバーに運ぶまに汚れる事は良くあります。移動は最小限にするため、まずは材料や二重張りなどをすべて終えて、最後に治具をセットしましょう。
「イオンクリーニング」
イオン源が付いた蒸着機でイオンクリーニング(イオンによる基板クリーニング)を行うことがありますが、軽率にやっていいものではなかったりします。特に樹脂基板表面に対してのクリーニングは黄変やクラックの促進など想定外のトラブルを引き起こす可能性があります。
「回り込み」
これは成膜やイオンクリーニング、全てに言えます。対象面の裏側に回り込んで成膜や洗浄が入る時があります。防ぎ方は、小さければ治具の上からアルミをかぶせてしまうのが一番です。単純で手っ取り早い。あとは真空を悪くする、やりたくないですけど、最終手段として。
「古い基板の使用」
特に基板の密着に影響してきます。ガラスや樹脂基板などは長期の放置で青ヤケや白ヤケが出てきます。このレベルの放置であれば一目で見分けがつきます。問題なのは、室温環境で適当に放置された基板、中々使いきれずに数か月ドライボックスから出し入れし続けた基板などです。金属ガラス関わらず、表面の水酸基やアンカーのもとになる凹みが汚れで潰れるせいで、密着性に影響が現れます。不安であればイオンクリーニングを行いましょう。
「取り出しからの成膜」
両面に成膜する際に、毎回取り出しを要するモノにありがちなトラブルです。片面ごとに性能が変わってしまう感じです。おもに取り出しによる汚れの影響や回り込みによる影響が挙げられます。これもアルミ使用でどうぞ。
「加熱処理の有無」
直前の処理で十全にチャンバー内の温度が低下していないと、材料の分子量によっては基板表面からの再蒸発を招く可能性があります。平常温度を決めて対策。
「振動子の使いまわし」
連続成膜で起こる。膜厚制御に致命的な影響を出すわけではないですが、数nmでの制御が要求されるなら頭の片隅には入れておいた方が良いかもしれないやつです。イオンクリーニング機能があるならあまり気にしなくてもいいんですが。
「チャンバー径に対する材料量の調整ミス、電流値調整ミス」
よくあるやつです。チャンバー径が大きくなったのに材料の量が少ないまま…逆もまた然りで。ここら辺はやらないと分からないと思うので、膜厚計とにらめっこしてください。チャンバー径が大きくなると基板への到達距離も長くなるので、電流設定値も調整しましょう。入射角度や速度も重要なパラメータです。再現性を確保して顧客に説明するためにも、どうせやることになりますよね。
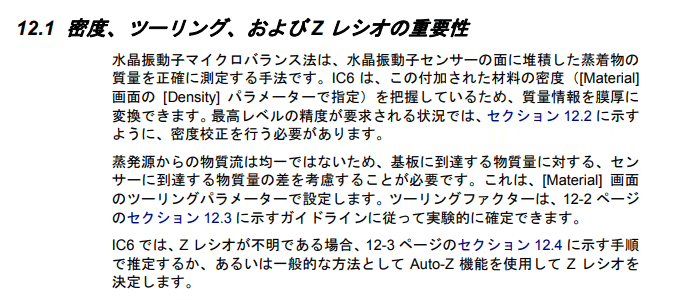
「プログラム自動成膜時の密度(density)設定ミス」
よくあるやつ②
必要な計算式は忘れたのでどっかで追記します。
重量飛ばし切りなら特に気にしなくてもいいのですが、そうでないなら成膜結果に影響が出ます。IC6の説明書にも言及があったりします。暇ならこれのトラブルシューティング読んでください。https://www.inficon.com/media/4418/download/074-505-P1J1%20IC6%20OM.pdf?v=1
「回転ドームの治具設置位置」
チャンバー径で入射角度や速度に言及しましたが、ドームが回転しているとはいえ、位置も十分影響が出ます。以前内周から外周に基板を置いて観察したことがあったのですが、エリプソメーターで10nm~違ったことがありました。
マイクロオーダーなら気にすることもないのかもしれませんが、モノによっては気を付けるべきかなと。
「多層成膜時のインターバル」
例えば成膜と成膜の間に休み時間が入って、休み明けに二段目、三段目の成膜をしようと間をあけるとたまに発生します。しっかり調べたことはありませんが、基板表面の分子の配向具合や結晶化具合の変化、マイグレーション辺りが起きたりするのかなとは思います。
実験の基本は条件を変えないですから、その時の気分でいいかげんにやらない・・・
メイン条件に沿って今回は言及していますが、気が乗ったらこの後ろにそれ以外の諸条件について追記していきます。
2024/5/19
この記事が気に入ったらサポートをしてみませんか?