
3Dプリンターによる大型モデル制作 「実寸大 干将莫邪(干将)」 part.⑦

6.データのスライス 続き
CHITU BOX でサポートの設置を行います。
まずはサポートの「自動生成」を行います。
サポートパラメータを設定して「+床面のみ」をクリックすると
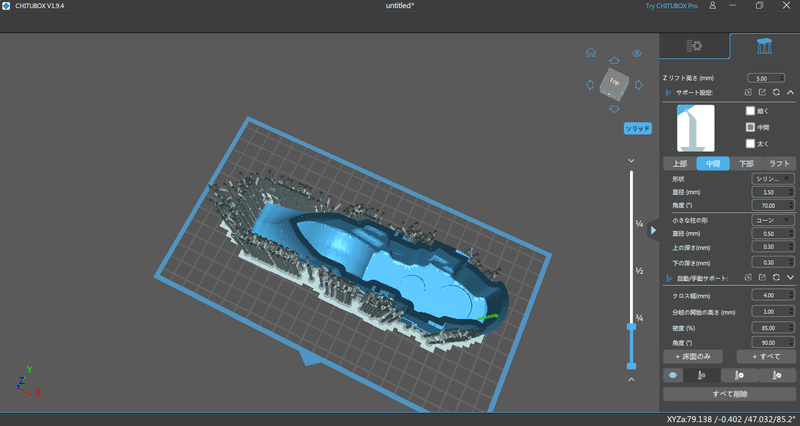
設定したパラメータを参照してサポートが自動生成されます。
「+すべて」を押すと、モデルの内部にもサポートが生成されます。
今回は内部のサポートを取るのが面倒なので「+床面のみ」で生成します。

今回設定したパラメータは↓の写真の通りです。
「中間」「下部」「ラフト」は初期値から変更していません。

細いサポートを大量につけるので、「密度」を85%にしています。
サポートがモデルから外れやすくすることで、
可能な限りサポート痕が残りづらくしています。
その代わりにサポートの強度が低くなっているので、
数(密度)を増やすことで支える力を強くしています。

サポートの自動生成が出来ましたが、更にここに
「手動生成」も行ってより確実なサポートを作ります。
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
①空中から印刷される箇所を重点的に強化する。
②「モデル」の一番外側のサポートを強化する。
(サポート面が平面形状の場合、特に注意!)
③長いサポート材には更にサポート材をつける。
(サポート材にサポート材をつける。)
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
以上を意識して手動でサポートをつけていきます。
①空中から印刷される箇所を重点的に強化する。

ここのサポートが剥がれて落下すると、その後も全て失敗するので重点的に強化します。
他の箇所は前に印刷されたモデル自体がサポートとして支えてくれるのであまり心配いりません。

②「モデル」の一番外側のサポートを強化する。
(サポート面が平面形状の場合、特に注意!)

これを防ぐために行う作業です。

ため、落下防止のために強化してやります。躍起になってやる必要はないですが、ある程度強化
しておくと安心できます。

サポート面がエッジの無い曲面であれば、あまり強化する必要はないです。
③長いサポート材には更にサポート材をつける。
(サポート材にサポート材をつける。)


上の方はあまりサポートは必要ないので、削除してしまっても問題ない場合が多いですが
モデルの形状によっては長いサポートが必要な時もあるので、解説しておこうと思います。

長いサポート材同士を手動でつなげることでブレを軽減できますが、手動なので数が多い場合は
かなり大変ですが、確実な方法でもあります。

「中間」タブの「直径」の数値を上げると、サポート材を太くできます。

先ほどより太いサポートになっていることが分かります。
これらのポイントを意識する必要があるのですが、
「内部に枝分かれしたサポート材」にも注意が必要です。


これがあると、サポート材をはがす時に「物理的に抜けない」ことが多く、
サポート材除去の作業が凄まじく大変になります。
無理矢理取ろうとしてモデルを破損させてしまう場合もあるので、
「印刷の関係で内部にサポート材が必要」でなければ、無くしてしまうのが
オススメです。
内部のサポートを手動で消していくのも良いですが、サポート面の穴に薄い
膜をモデリングして自動生成で内部にサポートを作らない方法もあります。


原因になり得るため、破れない程度の厚みにして印刷後に膜を除去します。
以上のことを意識して全パーツにサポートをつけたら
データを保存して印刷していきます!
印刷パラメータはこんな感じです↓

プラットフォームから剝がしやすくするために初期層露光時間を短くしています。
初期層露光時間は、始めは適性値で印刷して「剥がしにくい」と感じたら短くした方が良いです。
特別なことは無いので、使用するレジンの適正パラメータに合わせます。
それではスライスしてUSBメモリに保存、印刷開始です!
印刷時のトラブルシューティング
→https://note.com/fine_yarrow999/n/nb11700f17f74?sub_rt=share_pw
7.印刷後の処理
大体1パーツ当たり20時間程度の印刷時間でした。
印刷出来たパーツからサポートを除去し、洗浄・乾燥していきます。
サポートは細めに設定したので、手でもぎ取っていきます。


ニッパー等で一本ずつ取ると良いと思います。私は面倒くさがりなので、細くして手で一気に
取ってしまいます…。
私は「ELEGOO 水洗いレジン」を使用しているので、水で洗浄します。
水洗いレジンは水溶性なので長く水につけるとふやけてしまいます。
なので1分以内で洗浄を終え、早めに余分な水分を拭き取ります。
水分を拭き取ったら自然乾燥でも良いですが、私は山善食器乾燥機で
素早く乾燥を行います。乾燥機等で高温下に造形物を置くときは、歪みや
割れに注意してください。レジンは熱に弱いので、温度が上がると変形の
原因になります。
中空化をしている場合、割れも起こりやすいので不安な
場合はよく水気を取って自然乾燥か、ドライヤーなどで手動で乾燥させる
方法をオススメします。

レジンで穴を埋めてやすり掛けをして直しましたがとても大変でした。
[山善] 食器乾燥器 (5人分) 120分 タイマー付き ライトグレー (自然対流式) (抗菌/防カビ) YD-180(LH)
乾燥が終わったら最後に二次硬化していきます。
UVライトを当てて、僅かに表面に残った未硬化のレジンを硬化します。
使用するUVライトは基本的に何でも構いませんが、レジンを硬化させる
ためには適正な波長の光を当てる必要があるため、使用しているレジンと
UVライトの波長が合っているか確認してから作業します。
パーツ1つが非常に大きいため、内部を含めたすべての面に光が当たる
ように注意してUVライトを当てていきます。
内部などの細かい場所の二次硬化には、電子工作用のUV光ユニットや、
テープUVライトなどを使って硬化させていきます。(Part.5で紹介)
全てのパーツの二次硬化が完了したら、印刷後の処理は完了です。
次はパーツの組み立てと表面処理の作業に移ります!
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑧
https://note.com/fine_yarrow999/n/ndf606dbedb7c?sub_rt=share_pw
→大型モデル制作 トラブルシューティング
https://note.com/fine_yarrow999/n/nb11700f17f74?sub_rt=share_pw
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.①
https://note.com/fine_yarrow999/n/n226157779d32?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.②
https://note.com/fine_yarrow999/n/ne9b07f1be02c?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.③
https://note.com/fine_yarrow999/n/n8407f315ed16?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.④
https://note.com/fine_yarrow999/n/n81e5dc14d27f?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑤
https://note.com/fine_yarrow999/n/n487846775040?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑥
https://note.com/fine_yarrow999/n/n194b0df0a959?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑦
https://note.com/fine_yarrow999/n/nbf99ed024751?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑧
https://note.com/fine_yarrow999/n/ndf606dbedb7c?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑨
https://note.com/fine_yarrow999/n/n18028d162762?sub_rt=share_pw
→3Dプリンターによる大型モデル制作「実寸大 干将莫邪(干将)」 part.⑩
https://note.com/fine_yarrow999/n/nab7812fea429?sub_rt=share_pw
この記事が気に入ったらサポートをしてみませんか?