
酒蔵見学レポート:神奈川県 吉川醸造

知人の企画に参加し、吉川醸造の見学に行ってきました。
今回はその様子をレポートします。
■イベント概要
吉川醸造株式会社
〒259-1138神奈川県伊勢原市神戸681
電話:0463-95-3071
FAX:0463-95-4903
営業時間 : 月曜日〜土曜日
[午前]8:30~12:00
[午後]13:00~16:30
休業日 : 日曜日、祝日、年末年始・夏季などの特別休業日
吉川、で「きっかわ」と読みます。
日本の戦国武将の一人で吉川元春という人がいますが、その方と同じ読み方ですね。毛利元就の次男で、元就が作った政治・軍事の組織システムである毛利両川(もうりりょうせん)のうちの一人です。
まぁ、日本酒が相当好きな人は、「吉川」を“よかわ”と読んでしまうのでしょう。
(※注 吉川町:酒米・山田錦の特A地区が取れる兵庫県の地域のこと)
ホームページをみていると、どうやらシマダグループさんの傘下であるようです。
シマダグループさんは不動産や介護、観光業などを手掛けているグループですね。
■現地の様子、雰囲気
雨降、という銘柄に相応しく、雨模様なお天気です。
今回は個人企画なのであまり詳細なものはありません。当日その時間に集合でよろしく!なパターンです。
電車に揺られて小旅行気分でまずは伊勢原駅まで。

駅からはバスで移動。
最寄りのバス停は「神戸」。これで“ごうど”と読みます。
バス停からは5分程度歩いて到着しました。


今回対応いただいたのは常務取締役の二宮さんです。
事務所の裏手から出て、いざ見学スタートです。
吉川醸造 周辺情報
・2021年よりシマダグループ傘下に。
・敷地面積:約5500平米(県内一!)
・造り期間:9月〜5月
・スタッフ:生産量全盛期は17人近く→現在は杜氏含め5名体制
・銘柄:菊勇(きくゆう)、雨降
→菊勇、というのは山形県に同名で“きくいさみ”がありますが、順番としては吉川醸造のきくゆうが先であり、一言了承を得るための連絡が入った。
・生産量:全盛期は2000石近く→現在は約380石
※二宮さんが着任した時には、お酒造りをする予定がなかったため、お米を買っていなかったような状況だった。
ただ、一方でコロナ禍の最中だったため、お米が各所で余っていた。
→それをかき集め、2人からスタートした酒造り。
・醸造計画もちょくちょく変わる。→発注状況によりかなり流動的に対応
・あまりお米を削らないがゆえに、あまりお酒にならずに酒粕ばかりになってしまい、液体量がとれないこともある。
ただ、お酒を売る値段を変えるわけにもいかず、薄利にならざるを得なかったりする。
・海外からの発注は、一度に大量に入ることが多い。“〇〇の銘柄を何百本×数種類”というような単位。時には何千本、何万本ということも!






歴史
創業は1912年/大正元年。
この地域は葉タバコの産地で、はじめは葉タバコも取り扱っていました。
そこから、しょうゆやみそ、酒と、発酵食品へと移行。
酒類オンリーでなかったことが、吉川“醸造”という名前に残っています。
(※酒だけを作っていると、〇〇酒造、と名乗ることが多いのです)
水・井戸




蔵のすぐ裏手に聳える、丹沢大山からの伏流水を使用しています。
蔵の中には3つの井戸があり、場所により水質がやや異なります。
メインで使う写真の井戸は地下20m近くで、誤って落ちたらまず助かりません。
井戸の下が磁場になってることで、水質に良い影響を与えているらしい…井戸屋さんお墨付きだそうです。
水1リットルあたりのマグネシウムやカルシウムなどのミネラル含有量を数値化したものが硬度になりますが、その値は162。
ちなみに、
南アルプスの天然水→およそ硬度30の軟水
いろはす→硬度50mg/l未満の軟水
超硬水と言われる奈良県の油長酒造さん(代表銘柄:風の森)の水→200超え
となります。
洗米場



洗米、浸漬は同じ場所で実施。
酒蔵でお馴染みの機械のウッドソンが並んでおります。
お米にお水を吸わせる、というのは、一般的にはストップウォッチで秒単位で測って・・・、というようなイメージがあるかと思いますが、あまりお米を削らない造りをする上ではその真逆になります。
ちゃんと水を吸わせるためにことが必要ですが、削っていないがゆえに全然水を吸わないため、時には3時間以上水につけることも!
ちなみに、3時間以上つけていても、それ以上は特にお酒の味には影響がないそうです。不思議ですね。
甑とその周辺



和釜をメインで使用。
釜の内側が白いのは、水に含まれるマグネシウムなどのミネラル分。硬水の影響がここに見えますね。

蒸し時間は45分程度ですが、“杉山流”のスペックではお米の完全なアルファ化のため75分近く行います。
(※杉山流・・・吉川醸造の中で、故杉山晋朔(すぎやましんさく)先生の提唱する醸造理念と現代の技術を融合させたスペックのもの)
また、和釜とは別に、少量を蒸すことができる電気で使用できる蒸し釜があります。
導入時は全国2箇所目だったという最先端の機材!
・・・が、こちら、想像以上に電気代がかかること、使用時の電圧が高すぎてケーブル直差しが必要なため移動ができないという側面があります。
(※電気代の基本料金は、一番多く使ったタイミングを基準に決まるので、一度ものすごく大量に電気を使うと、その後節電してても、高い料金のままになる)



こちらはお米を冷やす用の冷風機。


蒸したお米は、エアーシューターで飛ばして、仕込み用のタンクなどのもとへ。
タンク周り


旧式のホーロータンクと、新型のクーリングタンクがそれぞれ並んでいます。
クーリングタンク一つは350万円くらい!「助成金がないととてもじゃないけど買えないですねー!」と漏れ聞こえる心の声が。
なお、このタンクを僕はサーマルタンクと呼んでいたのですが、サーマルタンクという呼び方はクーリングタンクの中の一つの具体的な商品名なのですね。今回初めて知りました。
仕込み期間は6台あるクーリングタンクをフル稼働。
「今の時代、ホーローでは造るのはかなり大変」と。ホーロータンクだと、外側は冷やせても中に入ったお酒の中央部分はなかなか冷やせないため管理が難しいためです。



蔵の中は110年の歴史を感じる部分もちらほらと。
「酒造りをする上では、プレハブやコンクリート作りに全面改修してしまった方が正直やりやすい、ただ、酒蔵に来た時にそれだとイメージが損なわれてしまうかもしれないから」と、使える部分は残し、中を改修・整備して使っています。
麹室
麹室もみせていただきました!

中は木の香りもまだ残っていました。
プレートヒーターによる温度管理をし、アプリなども使って麹の温度チェックをしています。
夜間帯に作業をせざるを得ない部分もありますが、幸いにも酒蔵から家が近いスタッフが短時間蔵に来て作業して、また帰って、ということをやっているようです。
「全自動で麹を作ることができる機械を入れたい」と話していた二宮さん。ただでさえ大変な部分の多い酒造り。効率化と省エネで、より良い酒造りができるとよいですね。
実際に使うたねもやしの袋も見させていただきました。


冷蔵庫・保管庫




麹室の逆サイドには冷蔵庫が。
また、ここの冷蔵庫の奥は、洗米の場所につながっていた場所です。
蔵の中の動線を効率よくするために、本来つながっていたところを封鎖したり、逆に壁を壊して通れるようにしたりと、さまざまな工夫がされていました。
確かに、2000石作っていた時と、380石の今とでは、作業動線があまりに違います。敷地が広い中で作業場が点在していたらただただ移動が大変なだけですからね。
酒母室
ちょっとメタリックな感じのこちらは酒母室です。


すべて空調管理され、中に入ると寒いくらいです。
速醸用、生酛用、山廃用と分かれており、奥には分析室もあります。
生酛造りで行う酛すりは、ビニール袋にいれて肘や膝で手作業で実施。この空調下で行なっても汗だくになるほど!
また、タルの中で熟成させているのは、とあるお店とのプライベートラベル用のもの。

搾り・充填あたり
新たに蒸留機を購入したそうで、いまタンクにある菊勇は蒸留機にまわす予定。蔵内では工事中のところがちらほら。



佐瀬式の槽は残っていますが、現在は全く使っていません。
搾り口のところも、本来はくぼんでいるのですが、埋めて周囲の床と同じ高さになっていました。
いまもっぱら使用するのはヤブタの方で、こちらも空調管理された空間にあります。仕込むお酒は酒母の時点からずっと温度管理されている(冷えている)ことになります。


瓶詰めの機械がこちらです。


瓶詰め時に使用する脱酸素機械がこちら。

酸化する要因であるの酸素を窒素に変換するもので、フレッシュさを保ち品質を安定させる一方で、熟成しにくい状態になります。
実験的に、古酒をこの脱酸素機械にかけたところ、そのあまりのビフォーアフターに衝撃を受けたそうです。いったいいかほどだったのでしょう。笑
ちなみに、こちらの充填関連の機械一式は2000万くらいだそうです。ここでも「助成金がないととてもじゃないけど買えないですねー!」との心の声が。
酒瓶
使用する瓶はすべて新品のみ。
中古の瓶を使用する際には、他の日本酒の銘柄で使われていたものや、時にはしょうゆなどの製品で使われていたものもあり、その瓶を洗浄して使用する中では強いアルカリ性の洗剤を使っている実態があります。
「その過程を踏んだものが口に入るのか?」という疑問を持った時に、新品の瓶を使うようにしたと。
また、現在はオリジナルの酒瓶を造り、実際にすでに使用が始まっています。
二十四角形の模様で、通常のものよりもより透明感のある瓶です。

化粧品などを手掛ける会社に依頼し、光の反射でより美しく映るものになっています。令和4年の途中から採用されています。
透明しか作れないため、もし色をつける場合は上からフィルムをつけないといけないようです。
昨今の酒瓶不足がうたわれている状況においては、オリジナルで作るというのは一つの活路なのかもしれません。
瓶の話をする中で、「味だけの時代は終わりです」となかなか鋭い言葉も聞かれました。
火入れ
充填機器の横にはパストライザーがありました。
こちらはおよそ1000万円するそうです。「助成金様さまです」との心の声が。こちらもなかなか難しいようで、瓶に入れたお酒の容量がわずか2ml多いだけで、火入れした際に瓶の内圧が約30倍近くになってしまうため、破裂してしまう可能性が急増してしまうとのこと。


ラベル
現在はラベルは手で貼っているようですが、製造量や出荷量が増加し、ラベルを張るための機械を導入したそうです。今後デビュー予定。


ラベルを貼る仕事をするスタッフさんから「仕事がなくなる」と嘆きの声があるようですが、絶対もっと他にやることはあると思います。
ラベルのデザインは元建築士の蔵元が考案。なんと元々は虎ノ門ヒルズなどのデザインを手掛けている人だそうです。
倉庫
昔から残る倉庫の内側に冷蔵庫を造り、貯蔵庫にしていました。



倉庫内は2-3度で管理されています。
雨降ブランドは瓶に詰めてからの貯蔵、いわゆる瓶貯蔵になっています。
雨降に関しては海外輸出の方が多く、行き先はアメリカ、中国、台湾、スペイン、ドイツなど。
フランスは市場としては小さいものの、出荷すれば商品としての付加価値が高まる場所、という扱いのようです。「フランスのあそこでも扱われている日本酒だってよ!」という口コミのような感じですね。文化の発信地としての威厳は健在のようです。
ただ、香港などの百貨店でも、純米大吟醸が常温保管になってる様子があるなど、まだまだ海外での日本酒の保管については課題があるようです。
外に出たらメガネが結露して何も見えませんでした。笑
かつての酒造りの姿
蔵の中は増改築が繰り返された結果、迷路のようになっています。


また、かつて蔵人が酒造り時に寝泊まりしていた部屋も残っており、その中も見させていただきました。
畳が敷かれた部屋は、まるで運動部の合宿所のようです。




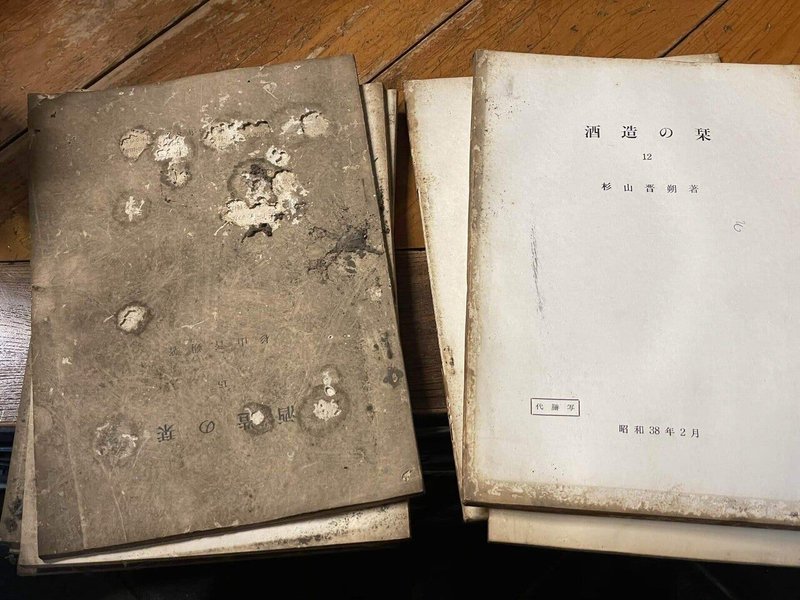
また、梁の上から、故杉山晋朔先生が書いた冊子が偶然発見されました。
あまり文献が残っていないようで、もしかしたらとても貴重な瞬間に立ち会ったかもしれません。
中身を熟読したいところ…!!






見学中の小噺
・日本酒の鑑評会においての採点は減点法だが、海外のコンテストは加点法。
・日本酒は日本食には合っても、世界の食文化の中ではパンチが弱くなってしまうこともある。中華料理と合わせる時に、淡い味では負けてしまう。
・国税庁の審査はかなり厳重であり、お酒の在庫をひとつひとつ一緒に数えるレベルで行う
・お酒を造る場所・敷地内に、他のお酒を持ち込むときには用途を説明する書類を書かないといけない。たとえそれが缶ビールだとしても!(他の酒を無断で酒造りに使用してしまう可能性を想定されている、らしい)
・お酒の保管のために敷地の外に出す際にも、酒税が課税される。(敷地内に戻すと還付、つまりお金が戻ってくる)
→外で保管するための税金を払うか、敷地内で保存するためのスペース、機器、光熱費の負担との天秤になる。
■飲んだお酒リスト
雨降 桃色純米かすみさけ
雨降 生酛おはなさけ
雨降 純米大吟醸 成
雨降 純米大吟醸 山田錦
雨降 生酛 純米 黒麹仕込
雨降 杉山流 純米 山田錦
雨降 杉山流 純米 亀の尾
雨降 りんごさん77 純米 りんご酸酵母77号仕込
雨降 おぼろさけ 純米 りんご酸酵母77号仕込
雨降 純米 りんごさん28 りんご酸酵母28号仕込
雨降 純米 りんご酸酵母28号仕込 昨年版
雨降 水酛仕込 赤ワイン樽熟成
雨降 生酛 純米 白麹仕込
雨降 純米 水酛仕込 愛山
雨降 純米 生酛別誂酒 山田錦
雨降 山廃 純米 雄町
雨降 十二年匿蔵 吟醸仕込
雨降 水酛 山田錦 生原酒
菊勇(きくゆう) 吟仕込みの雨降大山 純米酒
菊勇(きくゆう) 蔵出し本醸造
菊勇(きくゆう) ももくらうど






蔵見学の後、試飲させていただきました。
6人でトータル一升くらいの試飲量になっていました。試飲とは?雨降でこれだけのバリエーションがあるとは知りませんでした。
水酛、花酵母、黒麹、桃色酵母、リンゴ酸多産酵母、赤ワイン樽、…一つ一つは知っている単語・内容でも、それを同時多発的にこれだけ触れると、なかなか混乱します。
また、別誂については「基本がとがってるので、あえて普通のスタイル・スタンダードのものを」という意味で別誂にした、と。通常と逆なのですね。
お土産かつとても丁寧な見学対応に少しでも応えるべく、気になった商品は余さず購入。
背負って行ったのが大きめのリュックで行ってよかったです。
■終わりに
まさに最近注目を集める酒蔵で、設備投資に力を入れ、最先端な酒造りを行っていることがわかりました。
「地球上でお酒を売りたい」という思いのもと、いろいろなバリエーションを試し、ウケたら続ける、だめならやめるというスタンスはシンプルながらできそうでできないことです。
予定は2時間のはずが、気づけば5時間いましたし、あっという間の時間でした。
とても素敵な蔵見学でした!
ではでは。
この記事が気に入ったらサポートをしてみませんか?