数式で作る3Dプリントデータ

Colourful maths!
— FullControl GCode Designer (@FullControlGCD) June 22, 2021
More details in other tweet
👇 https://t.co/kjiI9tccjM pic.twitter.com/Gp9dAgQmA3
FullControl GCode Designerの使い方を説明しながら、上図の造形品の作り方を解説する。

Feature1のところを選択した状態でAdd Feature (to selected row)からLine equation polarを選択。
上図のような項目がFeature1に追加される。
X-centre, Y-centre:スタート時のX,Y座標
Angle-formula (radians):角度に関する式
Radial-formula:ラジアルに関する式
Z-formula:Z軸に関する式
"T"-start, "T"-end:"T"という変数の最初と最後の値
NumberOfSegments (equal T spacing):セグメント数
NomWidth, NomHeight:射出されるフィラメントの幅と高さ
Eoverride-formula (per seg):射出量に関する式
F-speed formula:ノズル速度の関する式

上図のように各項目に値を入力し、Gcodeを生成すると、(100,100)を中心とした半径30mmの円が作成される。
Angle-formulaのTvalはTの値で変化する変数であり、"T"-start, "T"-endを0~1で設定すると、Angle-formulaの値は0から2πとなる。すなわち、円が作成される。
Angle-formula の値をPI()*Tvalに変更すると、半円となる(下図)。
NumberOfSegmentsはセグメント数なのでこの値をより大きい値にすると、下図のようなより滑らかな円となる。

NomWidthは基本ノズル径の大きさでOK。NomHeightは積層痕を目立たせたくなければ低い値、印刷時間を短くしたければ大きい値を設定。
Eoverride-formulaとF-speed formulaに関しては今回は設定しない。
今回はわかりやすいようにFeature 2に各項目に値を入力する前のデータを記載している。Feature2は値が入力されていないため、SKIPにしないとGcode生成時にエラーが起こるため注意。SKIPはSkip/Stop/Useのボタンからできる。
続いて、Add FeatureからCartesian repeatを選択。

Repeated feature(s):リピートされるfeature
X-disp, Y-disp, Z-disp:リピートするX,Y,Z座標の位置
Repeats (excl. original):リピート数
上図の場合は、Feature 1の円をZ軸方向に0.2 (NumHeightの値) 移動させながら50回リピートすることになる。すなわち、下図のような円柱が形成される。

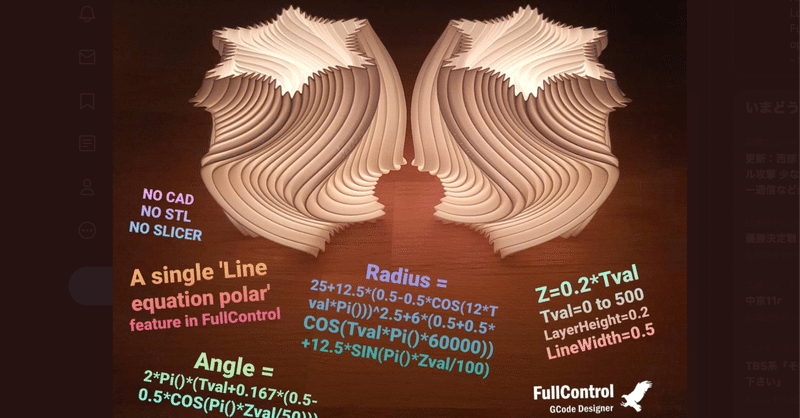
それでは、最後に最初に示した造形物のGcode作成を行う(下図)。

Feature1にこれらの値を入力する。
Angle-formula (radians):=2*PI()*(Tval+0.167*(0.5-0.5*COS(PI()*Zval/50)))
Radial-formula:=25+12.5*(0.5-0.5*COS(12*Tval*PI()))^2.5+6*(0.5+0.5*COS(Tval*60000))+12.5*SIN(PI()*Zval/100)
Z-formula:0.2*Tval
NumberOfSegments (equal T spacing):500
ZvalはZ軸の高さの値で変化する変数である。
リピートはCartesian repeatではなく、Reproduce and recalculateを用いる。Cartesian repeatはFeature1の図形を繰り返すだけなのでZvalの値は一定である。一方で、Reproduce and recalculateではZ軸の増加に伴い、Zvalの値は増加する。すなわち、Z軸の増加に伴い、円柱の半径を大きくしたいなど変化をつけたいときにはReproduce and recalculateを用いる。

下図の設定で実際に3Dプリント(素材はPLA)

エクセルでgcode作成
— Isamu (@136631isaisa) August 19, 2021
4 sin wave#3Dプリント#fullcontrol pic.twitter.com/ZTAl3iaZP6
次の記事でこの造形物の数式の意味などをより詳細に解説する。
この記事が気に入ったらサポートをしてみませんか?