
日進工具 -「つくる」の先をつくる。 要求精度は0.00005mm !?

こんにちは。
ワタライです! 寒い日が続きますね。
風邪やコロナに気をつけて今日も行ってみましょう!
このnoteは日本が世界に誇るものづくり企業について私見を交えながら解説をしていきます。
ご意見ご感想がございましたら、コメント欄にお願いいたします。
事業内容について
今回解説する会社は日進工具(6157)になります。
オレンジのNS TOOLという箱に入っていますね。
この会社は主に金型製作や機械部品加工に使用されるエンドミルを製作しております。ここだけ聞くと前回解説したオーエスジーと似たような会社ですね。
ですが、ここの特徴はズバリ小径(刃先径6mm以下)が売上の7割を占めております。
刃先6mm以下と謳っておりますが、日進工具のシェアが強いのはそんな大きい径じゃありません。そんなに大きい径じゃありません。(大事なことなので2回言いました)
日進工具の凄さを表す良い写真が見つけましたので、ご覧ください。
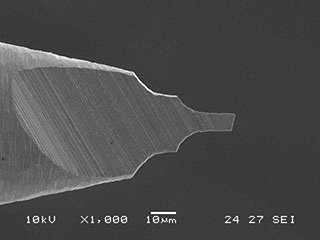
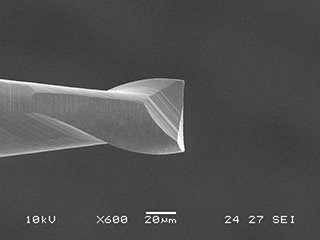


上記4点 https://www.ns-tool.com/ja/ir/business_strategy/products_services/ より
刃先10μ(0.01mm)で髪の毛に穴を開けて、30μの工具で文字を彫ってます。最早細かすぎてよく分かりません。
正直な話、超硬小径エンドミルでは国内で右に出るものはいないと思っています。実際のところ、こう言った加工をするメーカーには絶対と言って良いほどオレンジの箱が置いてあります。
この企業は弱点を補うより、強い分野を伸ばし続けている企業だと思います。
正直な話、もっと大きくて精度がラフな工具であれば、安くてそれなりの工具を使えばいいと思います。
何故なら精度が必要な場合はその後に高精度工具を使って加工すればいい訳ですから。(前加工が多少粗くても調整出来ます)
反面、仕上げに使う工具は良い工具を使わなければなりません。そこに至るまで数十時間、数十万円(或いは数百万円)掛けた金型を仕上げ加工一つでおじゃんにしてしまう可能性が高いからです。
そのため、多少高くても仕上げ工具は高精度が担保された工具を使う必要があります。
言い方を変えれば、非常に付加価値が高く、高利益を生み出せる商品というわけです。
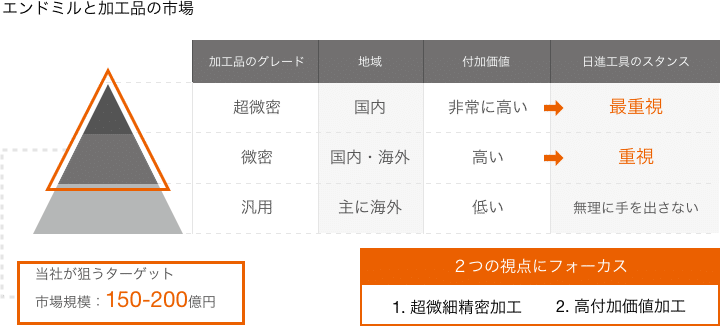
上記のデータにも似たようなことが書いてありますね。
国内のメーカーを重要視することで国内でのシェアを上げることを主眼に置くことでそのメーカーが海外進出した際にも採用されるような働きかけも行っているとのことです。
市場規模が150-200億円と書いてありますが、この数字は今後更に製品の要求精度高度化に伴い、伸びていくと考えております。
私見ですが、超微密品は海外に出ずに国内で作り続けられ、微細品(1ランク下)は徐々に海外に進出していくと考えております。
と言うのも、超微密品は、温度、湿度変化や、工作機械の立地(地盤の強さ)などで僅かながら製品に狂いが生じる可能性があるからです。なんて言ったって要求値はナノオーダー(0.000001mm)レベルなので。
超微細加工とは
超微細加工について簡単ですが、説明致します。
加工方法は基本的に通常の切削工具と同じような加工になります。
刃物が回転しながら、品物に近づいて行って加工するという流れですね。(気になる方は前回の記事をご覧ください)
通常と異なるのはその要求精度になります。
下の図は加工の一例です。
(Raは表面荒さーどのくらい表面に凹凸があるのかを測った値となります)
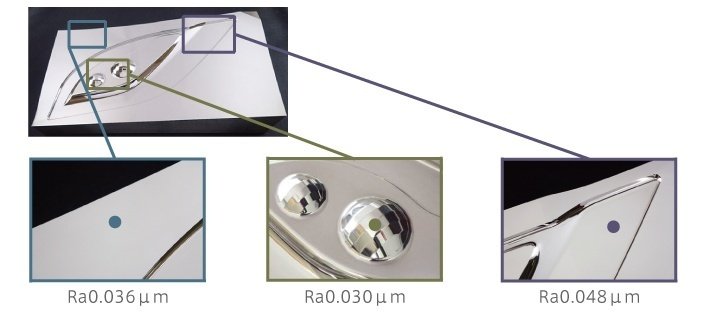
ちなみに1mmは1000μで、1μは1000nm です。
この領域まで来ると鏡のように反射してしまうくらいピカピカです。ここまでピカピカにするのはちゃんと理由があります。
この品物はここまでピカピカにして完成!という訳ではありません。これを型にして製品を作るのです!!
……とは言ったもののピンと来る方は余りいらっしゃらないかと思います。(ピンと来る方はきっと同業者の方たちかもしれませんね)
分かりやすく言うとたい焼きです!!

たい焼きを作る時、上のような型に生地を流し込んで、焼きますよね。
それと同じような使い方をします。この場合だと、ユーザーが欲しいのはたい焼きで、そのたい焼きを作るための型を作るために工具が使われているんです!!
そのイメージさえあればなんとなくピンと来る方も増えてきたんじゃないでしょうか。ピカピカな面も形状も全ては良いたい焼きを作るためにと言うことです。
例え話はここで終わりですが、おそらく先程の型は自動車などのヘッドランプ金型などに使われる型かと思います。
ピカピカに磨かれた型を使うと出来てくる製品もピカピカです。ランプがグニャグニャだとちゃんと光を通してくれないので、製品になりませんね。(そんなヘッドランプを搭載した車は嫌です)
超微細加工を行う製品は最終製品が半導体や光学関係に使われるなどとてもシビアな製品となっております。
どんどん先鋭化してくる要求に答え続けるには日々工具精度もあげていく必要があるのだと思います。(まさに日進月歩)
正直な話、工具形状は目で見てわからないのですが、その工具で型を加工して、レンズを作って、そのレンズで光を見ると違いが分かるんだから不思議なものですよね。
余談
型の精度が良くなればなるほど、製品の精度は上がるわけですけど、その分単価が上がってしまうのが難点ですよね。
作り方は若干違うけれど一眼レフに使われるレンズ用の型は要求精度も高いので、やっぱりスマホのカメラレンズ用の型より値段は高いです。
安く作りつつ、性能は一眼並みにとなると、後は型の設計を頑張るしかないわけですね。
株価について

ここまで日進工具がどのような強みを持っている会社なのか、得意としている微細加工とは何かを経営方針を元にお話させて頂きました。ようやく株価の話となります。
日進工具(6157)は東証一部に上場しており、決算は3月、時価総額は353億円と少し小さな企業の印象です。(競合のオーエスジーが1775億円なので1/5 程度の時価総額となります)直近の高値は昨年の4月に1,761円をつけております。
この記事を推敲しているタイミングで第三四半期決算が出ましたので、そちらに触れていきたいと思います。
3Qでの実績は前年同期比に比べ+11.8%の2,458(百万円)でした。下期の進捗率では52.3% 通期の進捗率では76.5% となっております。

予想通りの進捗かと思います。配当も増配予定で配当性向が36%となっております。自己資本比率が90.2%とかなり高い数字となっております。
配当は昨年度を除いて安定しており、継続的に設備投資を行っていく良い企業だと思います。(ややインパクトに欠けるかもしれませんが……ただ、インパクトだけで仕事をしている訳ではないので、良いと思っています)
株価については、8月につけた1,326円を割ってしまうと浮上は少し大変かもしれません。
地合いが回復し、移動平均線が上向いてくるタイミングで拾いたい銘柄だと思います。個人的な目標株価は1,600~1,800 くらいかと思っております。
ですが、今後の超微細分野でのシェア拡大によっては、さらに上を目指すことが出来ると考えております。
余談②
オーエスジーの時にも書きましたが、どうしても原材料の高騰などのリスクは避けられないものだと考えております。
2Qに比べて3Qの方が売上総利益は伸びておりますが、材料費、外注費の高騰により、売上総利益は若干ではありますが、下落傾向です。
原材料価格やその他価格の高騰をどれだけ製品価格に転嫁出来るかが鍵となっているのは間違いありません。
昨今、企業の加工内製化などが流行っておりますので、少しでも外注費などを抑えてより利益を伸ばしてもらいたいものです。
終わりに
ここまで読んでくださりありがとうございました。
どんな業界、分野でもそこに特化したメーカーが存在することを少しでも知っていただけたら嬉しいです。
前回と今回の記事を読んでくださった方はきっと工具銘柄に少し詳しくなれたと思います。
何かございましたら、コメント頂ければ幸いです。
それでは、また次の記事でお会いしましょう!
Twitterもやってます!
次に書く銘柄は先にTwitterで呟くと思います。
気になる方はぜひ!!
日進工具 -「つくる」の先をつくる。 要求精度は0.00005mm !?|ワタライ@産業の米農家 @Qy0neZNPMBP1wnO #note https://t.co/m7vw9W4Pra
— わたらい@産業の米農家 (@Qy0neZNPMBP1wnO) January 31, 2022
今回は日進工具になります!
超微細工具メーカーである、日進工具が求められる要求精度は0.00005mm!?
気になる方は是非お読みください!!
この記事が気に入ったらサポートをしてみませんか?