ShopBot用エンドミル比較記事(ダウンカット・アップカット・コンプレッション)

この記事ではShopBot用エンドミルのダウンカット、アップカット・コンプレッションの比較記事となります。ポケット加工や切り抜き加工、穴あけ加工などそれぞれに適したミルがありますが、本稿ではShopbotのオペレーションを考慮した比較検討になります。
ダウンカット(57-910)
木材全般の重切削と仕上げ向きで使い勝手が良いエンドミルです。
全国のShopBotで最もよく使われています。
30mm程度までの板厚の素材が加工できます。

形状:スクエア
適応素材:木材、プラスチック
刃の向き:ダウンカット
シャンク径(d1):1/4インチ
刃径(d2):1/4インチ
全長(L1):2-1/2インチ(約64mm)
刃長(L2):7/8インチ(約22mm)
刃数:2枚
↑購入はこちらから
アップカット(52-910)
切り出した際にでる木塵を上に押し上げて切削するため、目詰まりがしづらく、上バリは出やすいですが、下バリは出ない加工になります。

適応素材:木材
刃の向き:アップカット
シャンク径(d1):1/4インチ
刃径(d2):1/4インチ(約6.35mm)
全長(L1):2-1/2インチ(約64mm)
刃長(L2):7/8インチ(約22.2mm)
刃数:2枚
↑購入はこちらから
コンプレッション(60-113MW)
コンプレッションタイプは、刃先でスパイラル方向が変化しているエンドミルです。
通常ダウンカットの場合下部にバリが出る、アップカットの場合上部にバリが出る、という特製を生かし表面上のバリが出にくい仕様になっています。
合板や表面上のバリが気になる場合はオススメです。

適応素材:木材、プラスチック
刃の向き:上部ダウンカット・下部アップカット
シャンク径(d1):1/4インチ
刃径(d2):1/4インチ
全長(L1):2-1/2インチ
刃長(L2):7/8インチ(うち、下部4.77mmがアップカット)
刃数:2枚
↑購入はこちらから
前提条件
1,ミルはすべて出庫直後のものとする
2,使用する合板はラーチ合板
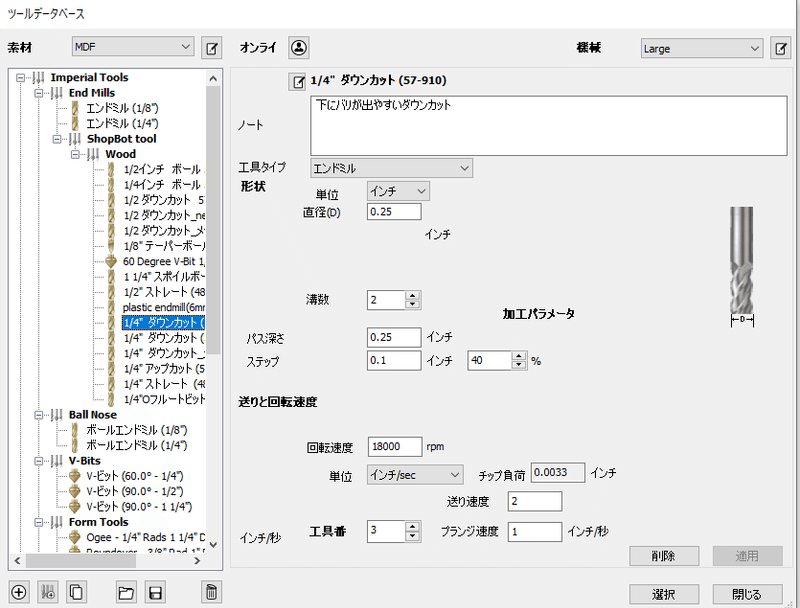
3,回転数は18000回転で統一
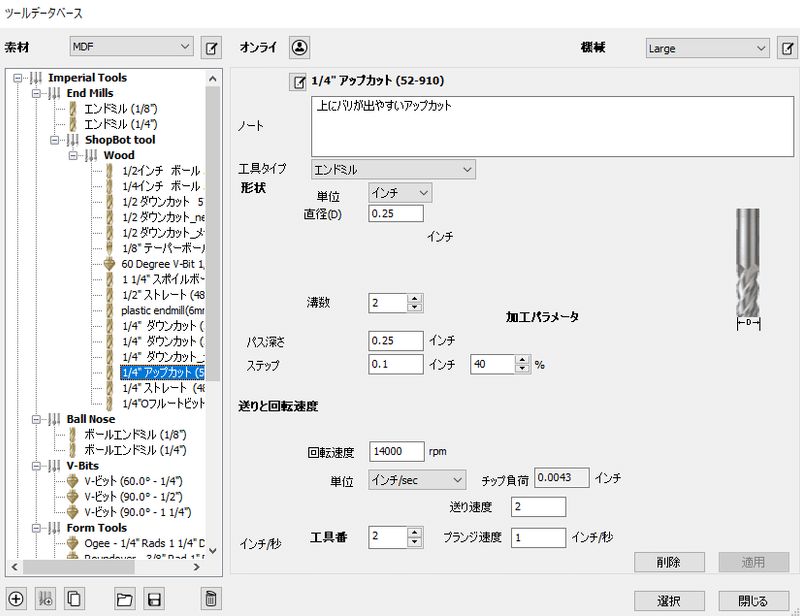
4,アップカットのみ、特性上半時計周りでの加工を行う
5,穴あけ加工はペッキングあり(リトラクト6mm)で行う
6,集塵機あり
実施する各刃物のパラメーター
ダウンカット(57-910)・コンプレッション(60-113MW)
アップカット(52-910)
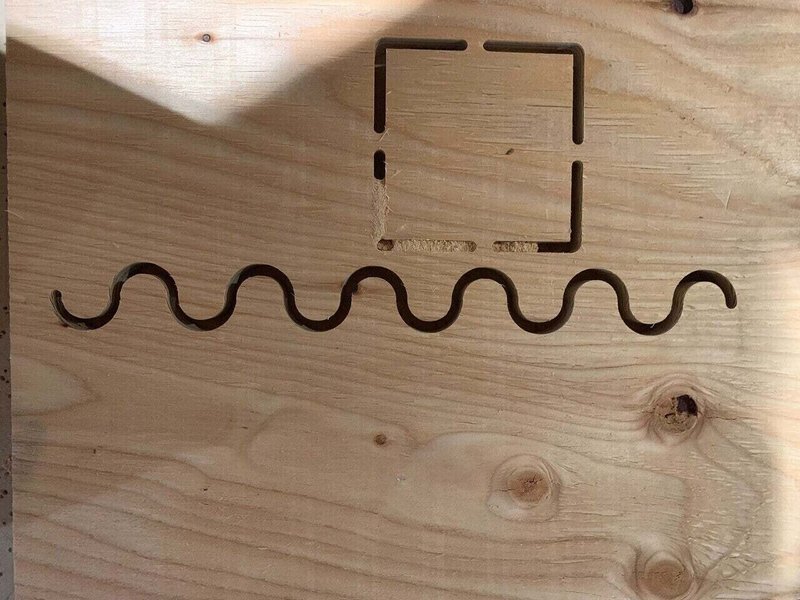
各加工ごとの特性-切り抜き加工-
ダウンカット(57-910)
バリ:下バリが多くみられた
集塵効率:塵残りなし

アップカット(52-910)


バリ:上バリが激しく、化粧面が剥がれる箇所があった
集塵効率:塵残りは全くなく、他のミルよりも塵残りが無い
コンプレッション(60-113MW)
バリ:見られない
集塵効率:塵残りなし
各加工ごとの特性 -ポケット加工(15mm)-
ダウンカット(57-910)
出庫直後のミルでの加工は概ねバリが無く、良好。10hを超える使用をしたダウンカットで切削すると底バリが起きやすい印象。

アップカット(52-910)
こちらはバリがほぼ無く、ざらつきもないため、ポケット部分の仕上げがほぼ必要ないほど。
深いポケット加工にも塵を上に上げるため、綺麗なポケット加工が可能である。

切りくずを下に押し出す影響か、ポケット底にバリが出やすい。側面のバリも同様にバリが出る。特に隅のバリは払うことが難しく、仕上げも難しくなる印象。
コンプレッション(60-113MW)
ダウンカットと同じく出庫直後のミルでの加工は概ねバリが無く、良好。
下部がアップカットのため、長時間使用後も効率的に集塵は行えるため、ダウンカットよりポケットでの集塵効率はよい。120番のサンダーで研磨することである程度のナイフマークを消すことは可能。

※なお今回の検証では、最もバリが出やすいラーチ合板24mmで加工を行う。表面が剥がれやすく、バリも起こりやすい材料である。
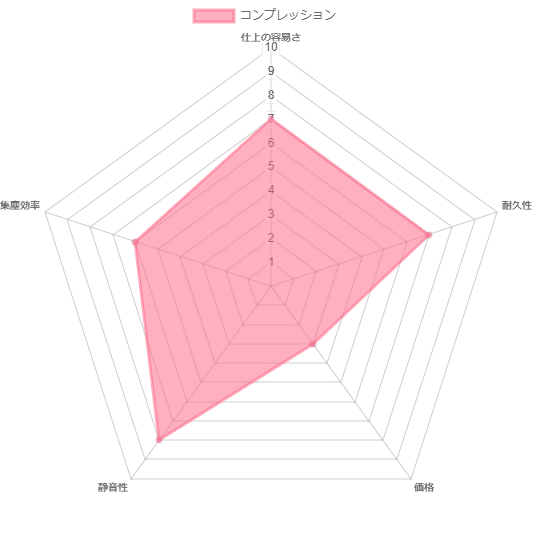
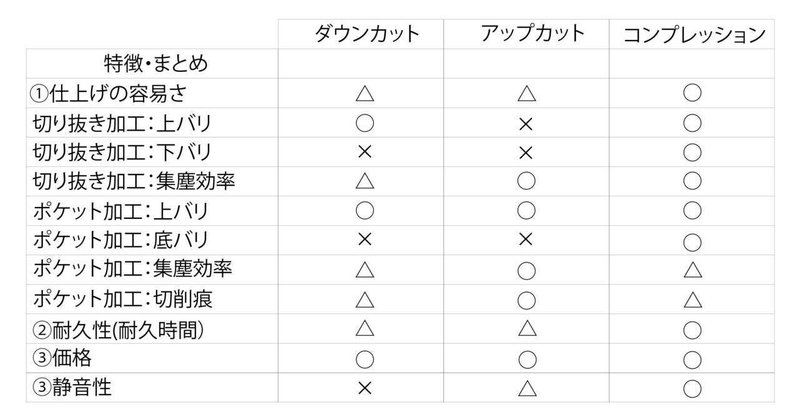
まとめ
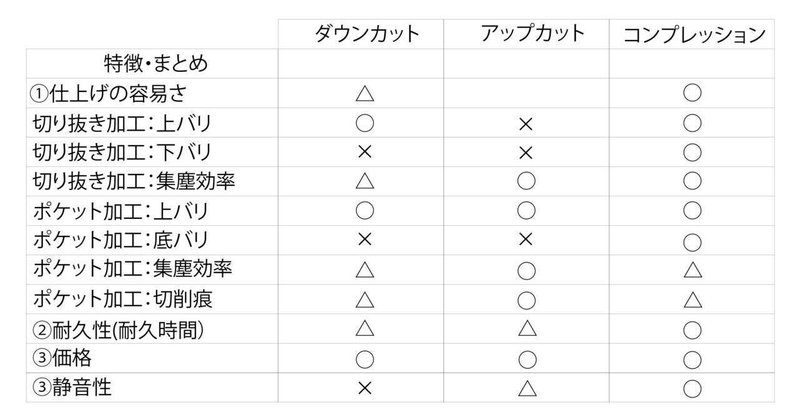
shopbotオペレーションの上で以下の要素で考慮してみた。
1,仕上の容易さ
2,耐久性(摩耗するまでの時間)
3,価格
4,静音性
5,集塵効率
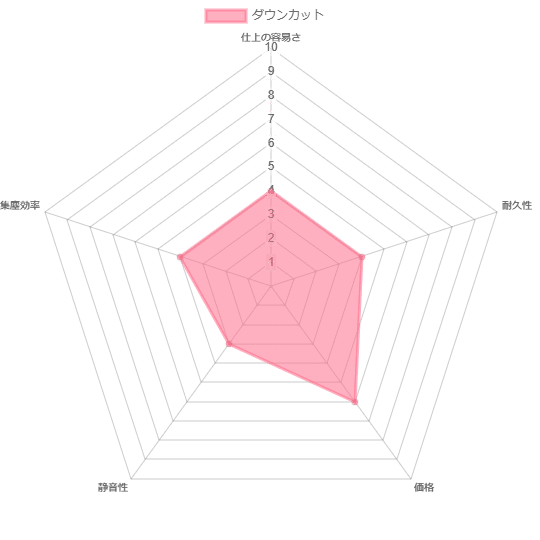
ダウンカット(57-910)
塵を下に押さえつけるため、切削精度は高いものの、集塵効率、耐久時間の観点からは5h辺りから切れ味が悪くなるため、価格と同等のパフォーマンスと言える。
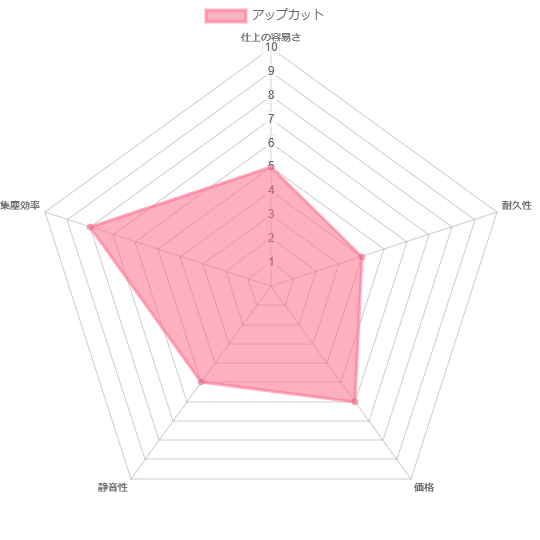
アップカット(52-910)
集塵効率は他よりも圧倒的に良いが、アップカットゆえに、取り出す材自体も欠けさせてしまうリスクが高い。(※パラメーターによる)ダウンカットよりも静音性は高い。バリの出やすい材の加工には最適と思える。
コンプレッション(60-113MW)
集塵効率はアップカットほど良いとは言えないが、切削断面が綺麗に仕上がるため、仕上げの工数は格段に減る。また静粛性も高く、shopbotと同じ部屋の中で作業する場合でも、他のミルよりも作業がしやすい。