
VORON v2.4製作メモ-2

キット(パーツ)が来たら…
とりあえずVORON2のgithubから現時点最新のデーターを持ってきましょう。ローカルにgitクローンしても良いでしょう。
組立説明書、プリントが必要なSTLファイル等はこの中にあります。
とりあえず(不親切な)組立説明書を読もう…(英語おんりー)
補助的なドキュメントのコチラも見ておいた方が良いです。
他に分からないことはdiscordで聞こう…なノリです。
プリント部品について
kitには樹脂部品は基本的に付いてきません。
(opで選べるショップも有りますが品質に期待出来ないモノが多い。機能的には問題無いでしょうが…)
現実的には自分で3Dプリントすることになります。
(公式PIF(有志による代理印刷サービス)は多量の順番待ちの模様)
ダウンロードしたSTLのファイル名には規則があり、頭に[a]が付いてるものはアクセントカラー(赤等)、無いものはベースカラー(黒等)末尾にx○とあるのは必要数量になります。
他にはボーデン組をするかダイレクトエクストルーダーにするか、ホットエンドがE3DV6なのかDragon、Mosquitoなのかで形状が違い、フォルダも別れますので注意を。
材料、スライサー設定
材質…
ABS必須。完成後はエンクロージャーが備わったプリンタになりますので60℃〜70℃、モーター部はそれ以上に耐える材質が必要でPETG等では厳しいです。EsunのABS+は割と勧められています。
必要フィラメントの量ですが、公式ドキュメントでは・・・
・プライマリーカラー(黒など):1.6kg
・アクセントカラー(赤など):0.3kg
となっています。確かに黒は失敗分含めて2巻ほど使いました。
スライス設定…
積層ピッチ(LayerHeight):0.2mm
外周(wall count):推奨4周
充填率(infill):推奨40%
ボトム、トップソリッドレイヤー:推奨5層
押出線幅(extrusion width):推奨0.4mmに強制
なおサポートは不要です。
モデルの造形方向も基本はSTLのままでスライスすれば良い様になっています。
但しABSには不要とされますパーツクーリングファンは造形される環境、または微細な面積が含まれる場合などモデルに応じある程度掛けた方が良いです。
私はVORON v0の60℃超エンクロージャーでプリントを進めましたがパーツクーリングファン常時80%出力位でやりました。
PRUSAの場合はクーリングダクトの都合パーツの手前側にしかファン効かないのでスライス時に厳しいオーバーハングや冷却必要そうな部位を手前に回して配列した方が良いです。
プリントが反る…反りくさるやないか!
多少の反りは組立にあまり影響無い様に設計されてる様です。v2.4で大型部品なスカートは結構反っても外観にも組立にも全く影響ありません。
が、反らないに越した事はありませんのでプリンターのエンクロージャー化、ビルドプレートにmagigoo、ケープ3Dなんかの糊で乗り切りましょう。
プリント部品で気をつける所
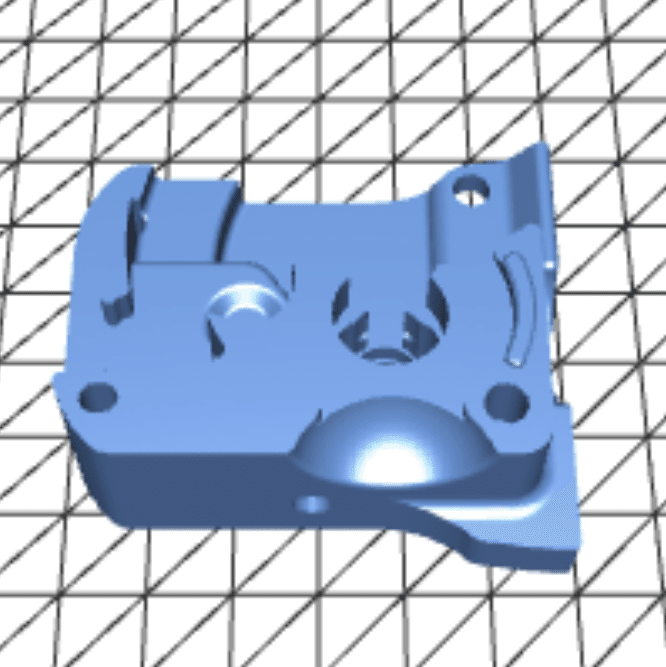
extruder_body.stl
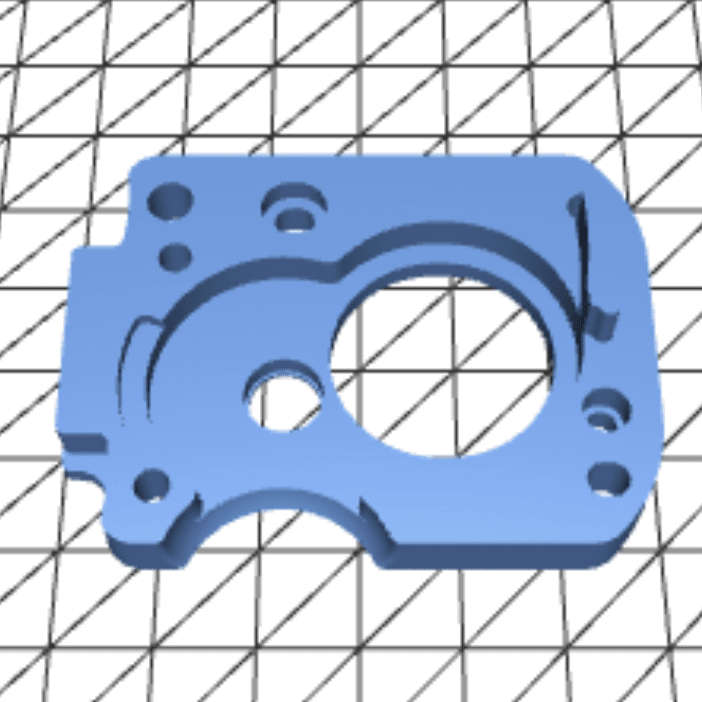
extruder_motor_plate.stl
この2つだけはBMGギャ部品の外径8mmベアリングがガタなくかつキツすぎす収まる必要があります。プリント後に嵌合がちゃんと出ているか確認し必要に応じてflow調整、モデル自体の穴径改変をしてください。
私はPRUSAの8mmシャフトで確認してました。
ABS品内径チェック。8mmベアリングの代わりに8mmリニアロッド。ヨシ pic.twitter.com/LvH9D3GPM3
— 貴志産業 (@VBXNwi) June 26, 2021
またextruder_bodyにはフィラメントの通路がありますので2mmのドリルで穴を事前にさらっておく事をオススメします。
その他のパーツも出来れば事前に穴はさらっておいた方が組み立やすいです。
その際、一部のパーツでアイドラープーリーの軸になるネジ穴は樹脂への直ネジ込み(ナットを使わない)があるので要注意です。
また、トップフィル面同士を合わせる組立が多いので合わせ面となる部分の凸凹などはヤスリで均しておきましょう。
ファンダクトにある結束バンド穴が小さいのが難点なのですが日本で入手しやすいサイズに修正したモデルをTwitterの@ponkotumachineさんが作ってくれています。
Voronアフターバーナーの小さすぎる結束バンド穴を拡張しました。
— ポンコツ (@ponkotumachine) November 14, 2021
市販の小さいサイズなら問題なく通せます。
ドリルで追加工が必要だったPTFEチューブ穴も最適化されています。
https://t.co/VzXsJSFzU1
配線整理用のあれこれとかも
Voron2.4用配線パーツを改良版に更新しましたhttps://t.co/xxXWEkOuz5 https://t.co/EvOA2wosUx https://t.co/B29bFLXe7C
— ポンコツ (@ponkotumachine) September 30, 2021
ドラゴンホットエンド用の高冷却効率なやつ
Voronアフターバーナー、ドラゴンホットエンド用高効率冷却版です。https://t.co/NhcJ80SSQl
— ポンコツ (@ponkotumachine) November 14, 2021
この記事が気に入ったらサポートをしてみませんか?