
売約済み販売車両Z1000製作模様の紹介です(2)

前回に続きタサキチューニングで実際に販売したカワサキZ1000の製作模様を紹介します。この車両は売約済みです。
当社では古いバイクを販売するときに、お客様が希望された販売コースに合わせて(フルレストアコース、整備+部分レストアコース、旧車バイクチェック仲介コースがあります)作業し販売しています。
今回は今一番ご注文が多い、実際に販売した整備部分レストアコースのカワサキ空冷Z1000の作業模様2回目です。
今回はクランクシャフトの芯出しピン溶接です。

エンジンを分解して取り出したクランクシャフトです。Z1000なので全体が丸型ですね。

定盤の上にのせて測定します。

実際に測定した数値はこれになります。これは1回転回した数値なので曲がりとしてはこの数値の2分の1になります。写真の数値は組み立てクランクとしては良い方で、このクランクは修正する必要はなく、一番振れている部分で0.04mmですね。
組み立てクランクの芯出しは難しく、例えば曲がりを0にしようとしてもできません。それは例えばこのクランクの一番振れている0.04mmの部分を修正しようとすると他の圧入部分がもっとずれて曲がってしまうことがあり、クランク全体の数値をみてバランスをとる方がいいからです。
組み立てクランクもメーカーによりどれぐらいまで曲がっても使用していいかは基準が違い、例えばスズキのカタナのクランクの方が大体曲がりは大きいです。
ただしカタナの方は最初から圧入部分のピン部は溶接されています。(後で溶接部分を紹介します)溶接すると曲がりは大きくなることが多いので同じ条件で比べているとは言えないかもしれません。
ただ数は少ないですがそれよりも古い、ピン溶接されていないGS1000のエンジンをオーバーホールするために測定したクランクは、もっと大きく曲がっているものが多かったです。私が見たものは先ほどのカワサキとは一桁違い、0.2mm以上曲がっていました。
当時としてはカワサキの方が基準が厳しかったと言えると思います。
ちなみにクランクの曲がりが少ないと、振動が少ない、高回転域がスムーズに回るなどが体感できます。当然そうなれば壊れにくくなるわけです。

清掃をしてピン溶接が終了したところ。


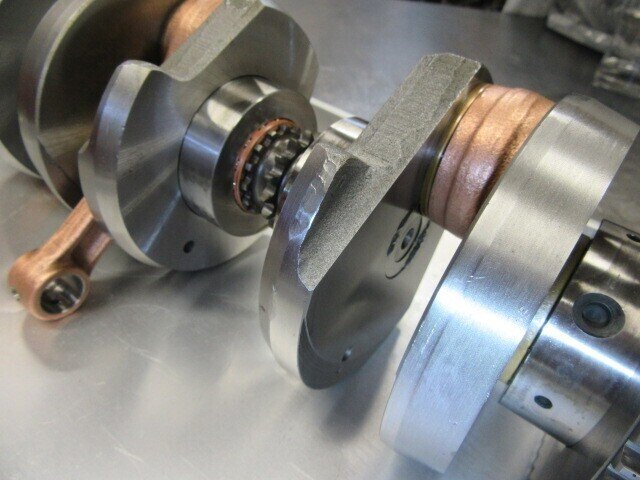
ちょっとわかりにくいですが溶接されている箇所が解るでしょうか。
エンジンオーバーホールと言いながらこのピン溶接をしていないところもあるようですが、そうするとエンジンに負荷がかかった時にこの圧入部分がずれてしまい、エンジンの調子が悪くなる、ひどい時には壊れてしまう原因になります。

その圧入部分がずれているかどうかのチェックをしているのがこの写真です。今回紹介しているZ1000の方は写真を撮り忘れていたため、別の方のZ1になりますがクランクのねじれをチェックするのに有効なコンロッド小端に丸棒をとおした状態です。
もしこのチェックで丸棒が通らないなどという事が起きれば、そのクランクシフトは分解して組みなおす(同時についでにベアリングを交換)ことが必要になります。
タサキチューニングではクランクとコンロッド大端部のベアリング交換は状態を見て都度判断しています。クランク自体の程度の良いものは変えず、悪い物は交換します。悪くなくても交換しても良いのですが、追加結構費用がかかりますので。今回のもののように良ければ無理して換えなくていいわけです。

クランクのピン溶接が終わりましたら、ベアリング部分にオイルをたっぷり入れて保管します。特にコンロッドはオイルが入りにくいので、やや丁寧めに。

こんな感じで埃が入らないようにしていったん保管します。
時間の関係で今回はクランクのみの紹介で、次回に続きます。