
そもそも品質工学 第3話 QEと機能性評価

★YouTubeで公開中★
さーて、部長から新たな指令を受けて、困惑するつとむ君。
この問題の解決方法はあるのかな?












品質工学にはパラメータ設計以外にも他の手法が存在する。
・機能性評価
2つ以上のものをSN比を使いベンチマーキングする方法
・~・~・~・~
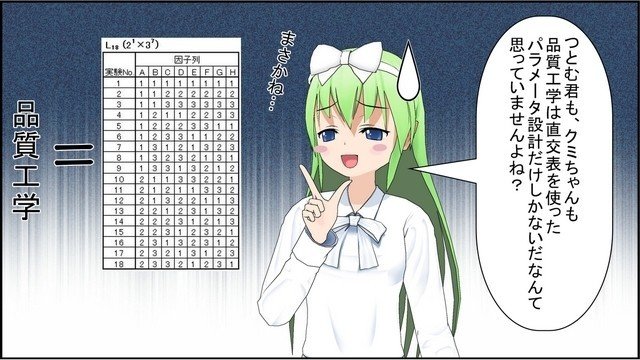
品質工学=パラメータ設計ってイメージ強すぎ。
まぁ、品質工学を使う人にとって価値があるのは、「楽に実験できて簡単に最適条件を見つけられる」ってことなのかもしれませんが。
品質工学コンサルタントの方も、それがわかっているので、「4374通りの実験が直交表L18を使うことでたった18回で済むんですよ!」なんて言ったり。
そういえば、これの真実を書いている本や書籍ってみたことないな。
今日の主題からそれますが、少しぶっちゃけますか。
ーーーーー
L18は、2水準が1つ、3水準が7つ。
4374通りってのは、2×3^7=4374です。
つまり、全ての因子の全通り。
あれ?全ての因子の全通り?
直交表ができるのは2因子間の組み合わせの全通りです。
L18でできる2因子間の組み合わせの全通りを1因子実験すると、231回です。
つまり、L18の効果は、正しくは
231回 → 18回
なんですね。
そう、直交表とは、2因子間のすべての因子の組み合わせを見ることができる表です。
3因子間、4因子間の組み合わせは全く考慮してません。
というか、考慮した割り付けをすると、全通りの同じ数だけ実験を行う規模の直交表になります。
直交表で実験回数を減らせているのは、高次の組み合わせを無視しているからです。
無視した分だけ、実験回数を減らすことができているのです。
利点としては、無駄な実験を省いて効率よくってことですね。
高次元の因子間の交互作用なんて、効果が小さい場合が多いので。
悪い点としては、交互作用が強い場合、それを見るように実験を組んでいないと、間違った結果を導き出すということです。
因子を割り付ける技術力が重要ってことですね。
ーーーーー
本題の方に戻ります。
品質工学は、様々な評価にかかわる手法があります。
私はMTシステムから品質工学を始めたので、かなり特殊な学び方をしているのかなと思います。(笑
そのうち、動画でMTシステムをやたらと詳しく話すかも。
ソフトウェア検査のバグだしなんかもそのうち動画で取り上げるかな。
・・・いつも思っているけど。需要ってあるのか?(^^;
ま、品質工学とは、評価技術なんですよね。
評価できるところだったら、なんにでも適用できてしまう。
工学にとどまらず、医学や音楽、経済学などにも適用されている事例がありますからね。
逆に、分野が広すぎて、落としどころがないのも困りもんですが。
いただいたサポートは、有益な情報を提供し続けるための活動にあてていきたいと思います!