
レーザー加工機~MDF板が切れない理由を考える~

はじめに
家庭用のダイオードレーザー加工機としては、国内ではSmartDIY'sさんのFABOOL Laser Miniが恐らく一番知名度が高いですよね。
この加工機はレーザーの出力が1.6Wと3.5Wの2種類があるんですが、1.6Wのユーザーが3.5Wにステップアップするのに「MDFを切断したい」って理由をよく見かけます。
ところが他のユーザーの事例に対して「3.5Wで同じ条件でMDF切れません!なんで?」って質問がやたら多い気がする。
「切れる切れない」の原因についてちょっと違った視点で考えてみます。
ダイオードレーザーでワークを切るには
ダイオードレーザーはCO2レーザーと比較したら1/10程度の出力しかないので同じパスを何度も加工して徐々に深さを稼いでいく切り方になります。
この時に重要なのはレーザーの焦点が適切な位置にあること、それから同じパスを繰り返し通ってもぶれないようにX軸Y軸が精度よく調整されていることです。
焦点が適切に設定されていることでレーザーのパワーがロスなくワークに伝達されますし、ブレることなく同じパスを通ることで切断深さを稼ぎやすくなります。
恐らくDIYでレーザー加工機を導入されている方のほとんどはこのようなことは基本中の基本として確認しているはずで、ネット上のやり取りを見てもやはり皆様しっかりやっていらっしゃる。
では、なぜ同じ素材であるはずのMDFを同じ条件で切れる人と切れない人がでてくるのか?
推定原因① 環境温度
3Dプリンタなんかは特にABSを造形する際の環境温度が重要なことはよく知られています。
実はレーザー加工機も環境温度が大事だったりします。
ダイオードレーザーは出力が小さいので環境温度の影響をもろに受けやすいです。
発振器の出力に影響しちゃうんですね。
暑すぎても寒すぎてもダメ。
理想としては20~25度くらいの室温がベストではないでしょうか。
切れる条件と切れない条件の差が1パス程度であればこの理由は十分に考えられます。
推定原因② 実は加工中にワークがずれている
・・・というよりも加工機の方がずれます。
意外と多い理由と思います。
安価なレーザー加工機は、アルミプロファイルのフレームだけで構成されていることが多く、自重がとても軽いです。
それに対してレーザー発振器の比重が重いので、移動方向が切り替わる際などに慣性力でフレームが動いてしまうのです。
ワークを乗せるステージとフレームがねじ留めなどで固定されていれば少しはマシですが、ステージの上にフレームを載せただけで加工すると位置ずれが起こってしまう可能性があります。
加えてワークが動かないように固定することも重要です。
推定原因③ 実は材料特性が異なる
ネット上のやり取りを見ていると「厚さ〇mmのMDFが切れる、切れない」という話の進み方が大半です。
MDFって言ったらみんな同じ条件なの?というのは疑わなくてはいけません。
というわけで、これについて実験してみました。
使用機材はOrtur Laser Master 2、レーザー出力は5.5Wです。
速度100mm/min、出力100%で直径30mmの円を何回のパスで切り抜けるのかを試します。
切り抜けたかどうかはカットした円が自重で落ちるのを判断基準にします。
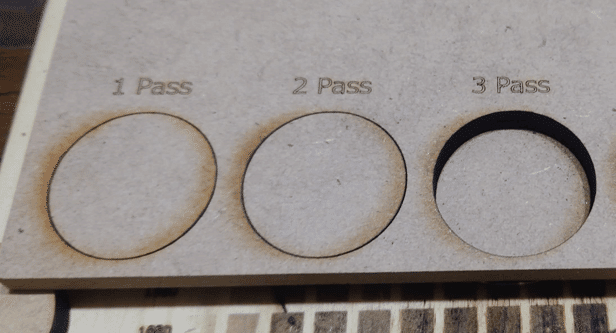
まずはダイソーのMDF材。
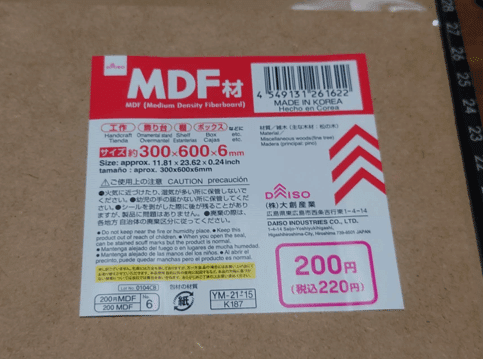

厚さは間違いなく6mmです。
で、結果なんですが、3パスで切り抜くことができました。


裏返してみると1パスもわずかに貫通しています。
2パスはほとんど貫通していて、指で軽く押すと切り抜くことができました。

実用上は速度100mm/min、レーザー強度100%、2パスの設定で加工できることが分かりました。
次はセリアのMDF材。


厚さは5mmとダイソーと比べて1mm薄いです。
同じ条件でカットしてみます。


板厚が違うので焦点距離を再調整していますが、カット条件としては全く同じです。
しかし、セリアのMDFは1mm薄いにも関わらず5パスでも切り抜くことはできませんでした。
裏返しても全く貫通していません。
ダイソーのMDFとはだいぶ異なる結果です。
あまりにも違いすぎるのでどの程度の深さまでカットできているのか断面を切ってみました。

カット面が少し焦げているのは超音波カッターで切ったためです。
だいたい1パスごとに1mm程度深くなっている感じですね。
実際に切り抜けるまで試してみましたが、7パスで何とか切り抜けました。
ただし、断面は使い物にならないくらい焦げました。
4passと5passの断面を比べるとわかるのですが、5passは深くなっているというよりも太くなっているといった感じです。
レーザーの熱が横に広がってしまっている?
実はセリアのMDFは表面を硬く作ってあって、表面に焦点を合わせた状態ではおそらく裏面の表層を貫くだけのレーザーパワーが無いのではないかと思われます。
で、熱が溜まって断面周辺を焦がすだけになるというオチ。
MDFの特徴を知ろう!
MDFの説明はWikipediaが詳しいです。
要するにMDFといっても、大元の素材となる木の種類や固める際に使う接着剤の種類でいくらでも特性が違うものができちゃうんですね。
今回試したダイソーとセリアの商品を比べると、ダイソーよりもセリアのMDFの方が薄いにも関わらず重く感じましたし、表面がツヤツヤしてるし、硬いって印象がありました。
悪い言い方をするとダイソーのはスカスカって感じですね。
恐らくホームセンターで買えるMDFもまた違った性質を持っているんじゃないかと思います。
レーザーで切れる切れないの議論の前に
ちゃんとワークの前提をそろえましょう。
「うちは5mmのMDFが4パスで切れたよ」、「同じ設定にしてもうちは10パスかかるよ。なんで?」というやり取りをいきなりしても不毛ですよね。
せめて「ダイソーのMDFだと」のように入手性の高い素材を示してワークの性質を揃えてから議論した方がよさそうです。
似たようなことはステンレスへの彫刻にも言えますね。
ステンレスも大きく分けるとオーステナイト系とマルテンサイト系がありますから、ただステンレスというだけではだいぶ条件が違います。
マルテンサイトは焼きが入ってますから、出力が小さいレーザーでの彫刻は厳しいんじゃないでしょうか。
さいごに
「そんなの知ってるわ!」という方も多いと思うのですが、ちょっと探してみても素材の違いに言及しているサイトが見当たらなかったので少し細かく記事にしてみました。
加工条件は千差万別なので、どんな素材を使うにしても自分の環境でどのような結果になるのか試してから加工を始めるのがよいですね。
加工機の設定を詰めてもうまくいかないのであれば、それを前提で加工条件を考えるしかないと私は思います。
それでは、またの機会に~!
この記事が気に入ったらサポートをしてみませんか?