G-coordinatorと多色フィラメントで映える壺を作る ~Creality K1とAnkerMake M5の設定・Tips・作例の紹介と先行事例の偉大さ~

以下のようなものを作る際に必要なソフトウェア G-coordinatorの紹介と、Creality K1とAnkerMakeで使用するために必要な設定、使用するフィラメントについて紹介します。
そして、この方法のちょっとした歴史と偉大な先行事例も紹介します。
Creality K1とG-Coodinatorと3色フィラメント、ちょっとわかった。
— ぃとじゆん (@xitopure) November 10, 2023
気が狂いそうな色してる。 pic.twitter.com/lfDKq9VZnq
まえがき
前提として、これをやろうとする人は
ある程度3Dプリンターについて知っている。
vase modeやspiral modeについて知っている。
Gcodeを書けば良いと思っている。
くらいのレベルだと想定しています。
そしてスライサーを使わずにGcodeを書いて実行するリスクについても承知していることでしょう。
そういうレベルの人向けに手っ取り早くプリンターの機種ごとの設定やTipsの紹介をしようと思います。
必要なソフトウェア G-coordinator
これを導入します。使い方については上記を熟読して下さい。
注意事項
この手法ではGcodeをプログラム(Python)で生成し、それで3Dプリンターを動作させます。設定を誤ったり異常なGcodeを実行すると3Dプリンターが故障したり重大な事故に繋がります。
この時点で、不明点はありませんか?
わからないことがある場合はこの先の手順を実行しないで下さい。
わかっている人は自己責任で実行して下さい。
G-coordinatorの設定
以下に私が実際に動作を確認した設定を記載します。動作の確認はしていますが安全は保証しません。
Start GcodeとEnd Gcodeについては、もっと良い記述をコメントで教えて頂けると嬉しいです。
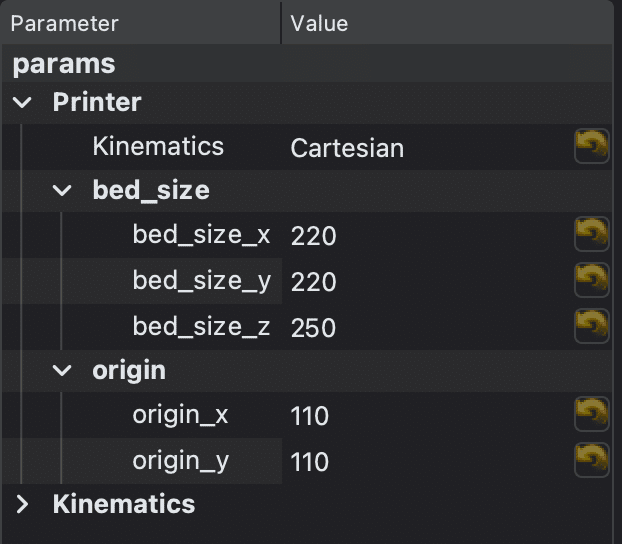
Creality K1のMachine Settings
Start Gcode
M82 ;absolute extrusion mode
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=220.000000 BED_TEMP=60.000000
G92 E0
G92 E0
G1 F2400 E-0.5
M106 S0
M106 P1 S0
;M204 S500
SET_VELOCITY_LIMIT ACCEL_TO_DECEL=250End Gcode
G92 E0
M204 S20000
G1 F600 Z240
G0 F30000 X170 Y200 Z240
M106 S0
END_PRINT
M82 ;absolute extrusion mode
M104 S0
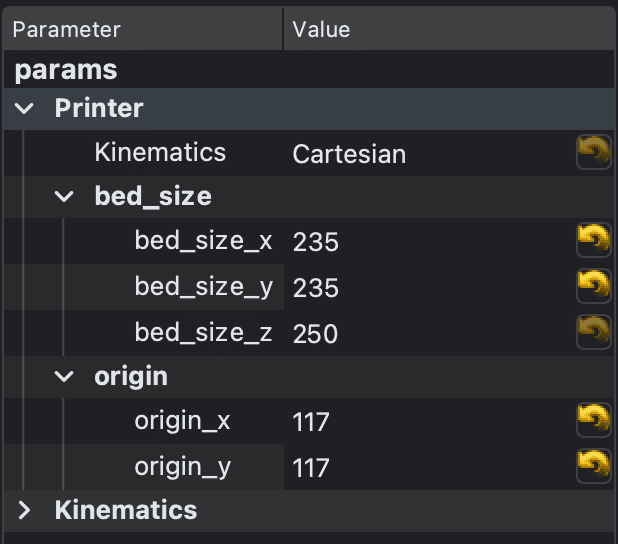
;End of GcodeAnker Make M5のMachine Settings
この情報の通りです。大感謝!
「AnkerMake M5買ったからなんか美しいものプリントしたいぜ!」って方向けに、ここではG-coordinatorのサンプルデータをプリントしていく手順をツリーに繋げていきます。
— ミスリル (@mithrilnfaiz) July 17, 2023
G-coordinatorというのは、数式を可視化しつつ直接3dプリントデータに変換できる凄いソフトです#Gcoordinator
Start Gcode
M73 P0 R33
M73 Q0 S33
;TYPE:Custom
M104 S230 ; set final nozzle temp
M190 S60 ; set and wait for bed temp to stabilize
M109 S230 ; wait for nozzle temp to stabilize
G28 ;Home
M420 S1; restore saved Auto Bed Leveling data
G1 E10 F3600; push out retracted filament(fix for over retraction after prime)
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
; Filament gcode
M107
;LAYER_CHANGE
;Z:0.14
;HEIGHT:0.14
;BEFORE_LAYER_CHANGE
;0.14
G1 E-3 F3600
G92 E0
G1 Z.14 F15000
;AFTER_LAYER_CHANGE
;0.14
G1 X95.547 Y94.669
G1 E3 F3600
M204 S2500
;TYPE:Skirt/Brim
;WIDTH:0.14End Gcode
G92 E0
M107
;TYPE:Custom
; Filament-specific end gcode
;END gcode for filament
M104 S0
M140 S0
;Retract the filament
G92 E1
G1 E-1 F300
G28 X0 Y0
M84
M73 P100 R0
M73 Q100 S0フィラメント
単色でも良いですが、断面に2〜3色混合されているフィラメントを使用すると凄い色になります。
私はReprapper Triple Color Filamentを使用しています。
Tips
温度とStart Gcode
G-coordinatorのGUIの温度設定とStart Gcodeの温度は合うように書き換えて下さい。
印刷速度
G-coordinatorの印刷速度の単位はmm/sではなくmm/minです。一般的なスライサーとは異なります。例えば50mm/sで動かしたい場合はシンプルに60倍の数値=3000を設定して下さい。
私はせっかちなので10000(166mm/s)くらいで印刷してしまいますが、より綺麗に印刷したい場合は1800〜3000mm/min(30〜50mm/s)がオススメです。温度やノズル径とプリンターの能力で上げ下げしましょう。
ノズルが太い場合や、編む造形の場合は速度を落とすと良さそう。
Creality K1をroot化してfluiddを使用している場合は印刷中に速度の調整がしやすいので便利です。
retractionの設定
Exampleにあるwave wall circleのように一筆書きにならないGcodeを実行する場合はONにすると良いです。
一筆書きで実行できる場合はretractionは発生しないはずなので常時ONでも良いかもしれませんが私は適宜ON/OFFしています。
FANを回すべきか
編む場合はOFFか、狙い通りに垂れる程度に抑える方が良いでしょう。
私の作例のようにエッジを立てる場合は冷却した方が良いと思います。
明快な答えはないので、狙い通りの造形になるよう自由に調整しましょう。
作例の紹介
ターンテーブルを手に入れた pic.twitter.com/PvbPPnYZOC
— ぃとじゆん (@xitopure) November 14, 2023
先行事例との比較
先行事例
この造形手法の元となるのかな…近いものは2017年ごろから存在していて、Youtubeに当時の動画があります。
他の手法としてはFullControlとか、Grasshopperとか。
G-coordinatorについては後発で、Pythonで書ける点が便利です。何が便利かはこちらの資料に比較があります。
https://github.com/tomohiron907/G-coordinator/blob/main/doc/G-coordinator_presentation.pdf
また、日本では積彩さんや新工芸舎さんが草分け的存在として作品を多数制作されています。
この記事に興味を持ってくれた方には積彩さんと新工芸舎さんの作品も見てもらいたいです。さすが本家と言うべき、完成度がすごい。
ホットエンドで複数色の混合を制御することでしか出来ない仕上がりです。
これを狙った通りにコントロールするのは難しいのに…凄い。
紹介した方法の技術的な課題
今回紹介した方法の混色については前述の2社さんの超簡易版で、技術的な課題があります。
予め混色されたフィラメントを使用するため調色の自由度がない。
細かい発色のコントロールは出来ない。
フィラメントの差し方で意図せず発色が変わる。
自分で作ったものを悪く言うのもアレですが、色が大雑把で雑なんですよ。よく見ると結構ズレてます。そしてド派手な色しか選択できないですし。
せいぜい、近い雰囲気の発色が少し身近なものになったかな?という感じです。表現力は先行事例に大きく劣るので、個人的にはすごくカジュアルなものとか作るのに使えると良さそうだと考えています。
あとがき
G-coordinatorは4DFF学会でAwardを取ったとのことです。
おめでとうございます!
今日、4DFF学会で、G-coordinatorについての発表をしてきました。
— タム/ Taniguchi Tomohiro (@tamutamu3D) November 2, 2023
ありがたいことにAwardを取ることができました!
いろんな人と3DPの話できてすごく楽しかったです。
発表資料はこちらにあげてるので、見れなかった方はよかったらぜひ!https://t.co/WsX4LMtciR
この記事が気に入ったらサポートをしてみませんか?