Cpkと不良率の関係。Cpk1.67とかCpk1.33ってどんな意味があるの?

こんにちは、「ものづくり王国にっぽん」運営者のトモ(@Japan_MFG_Tomo)です。
中国の自動車関係サプライヤ企業で、社内通訳業務を通して客先、社内の両方から技術をたくさん学ばせてもらっています。
今回は、QC検定や品質管理の実務で何かと勉強する機会の多いCpkについて、社内の若手に教えた内容を日本語にして紹介したいと思います。
「Cpk>1.67とか、Cpk>1.33って何ですか?不良率とはどんな関係?」という記事も合わせてみてもらえると、理解が深まると思います。
もし興味があったらブログものぞいてみてください。
Twitterもやってるので、フォローお願いします。
関連記事
「Cpk>1.67とか、Cpk>1.33って何ですか?不良率とはどんな関係?」
ものづくり王国にっぽんHP
https://japan-manufacturing.com/
Twitter アカウント
@Japan_MFG_Tomo
Cpkってそもそも何だっけ?

Cpkとは、「工程管理能力指標」の意味です。
仲間というか親というかという関係にCpがありますが、Cpでは片寄りを考慮していないのに対し、Cpkでは平均値の片寄りを考慮しています。
「不良品をできるだけ出したくないので、厳しく管理したい」
という、日本人のこだわりにマッチするような指標ですよね。

Cpkの難しいところは、上限下限規格のうち、「小さい方を採用する」というルールです。
客先に出すデータとしては「良い方」の数字を出したくなるもんですが、きちんとルールで「小さい方」と決められています。
Cpkを見るときの曲線にはどんな意味がある?

QCのテキストを見ると「度数表」とか「ヒストグラム」とか「確率密度」とか難しい言葉がたくさん出てきますが、実務でこの単語を覚えてもあんま嬉しいことは無いので、必要な知識だけ紹介します。
工程能力を判断する時に使うグラフは、
1. 縦軸が出現回数、横軸が測定数値を表す
2. 狙い値付近が最も出現しやすい
3. グラフの面積は、出現確率を表す
これだけ。
グラフの面積を計算する事で、Cpkから不良率を計算できます。
CpとCpkの使い分け

CpとCpk、普段はCpkを使って工程能力評価をします。
理由は、上下限規格のど真ん中と、得られるデータの中心は絶対にズレるから。

中心バッチリから、⊿だけズレるので、その分を考慮してCpkを計算します。
ついでにズレ量⊿が0ならば、そのCpkはCpと一致します。

Cpを使って検討するのは、Cpkの数値が悪いとき、だけどばらつき自体は小さいとき。
バラツキが小さければ中心値(狙い値)をずらせばCpkを改善できます。
Maxでどれくらい改善できるかな?を知るために、Cpを使って目標建て。
Cpkと不良率の話

Cpkから不良を求めたい時は、こんな感じでデータ収集をして、確率計算から求めます(計算は全部EXCEL)
測定データを集める
グラフを作る
標準偏差や平均値などを計算
Cpkを計算
面積を計算(Norm.distだったかな?)
これで不良率を統計的に計算できます。
エクセルの計算公式の引数に、累積確率を求めるものがあるので、後は面積の足し算引き算の要領で計算すればOKです。
困りごとは、事実は理論値通りにならない事です…。
不良率100万分の1のはずなのに、なぜか全数検査項目にしているとか、なぜか不良が頻発するとか、そんなときはサンプリングや管理方法の改善が必要そうだなって判断します。
Cpkを毎回計算すると大変。不良率が安定している工程の管理方法
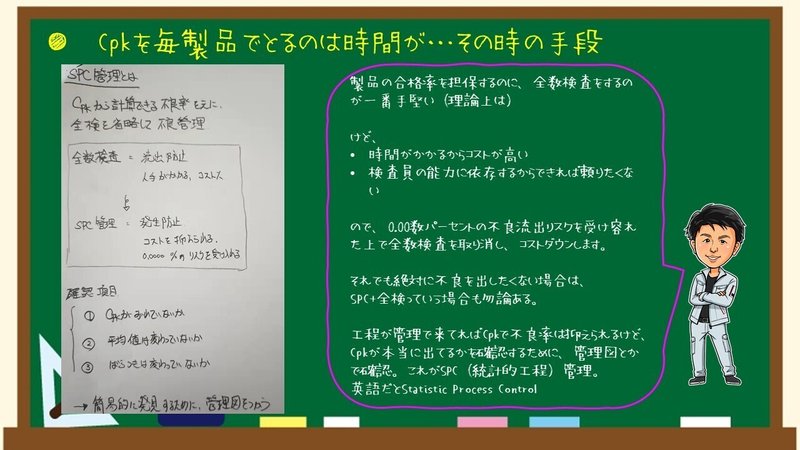
Cpkを計算して、「よし不良率は低い、このまま量産だ」とやると、どこかで不良が多発します。
理由は、Cpkが達成できていた時の前提条件が狂うから。
工具は摩耗するし、切粉は溜まるし、作業員は替わるしで、変化点が多いです。
その都度Cpkをとるでもいいですが、毎回N=30個を測定するのは大変。
その時に使うのが管理図。
管理図を見ることで、「平均値が移動してないかな」「何か異常が起きてないかな」を知る事ができます。
こっから先はQC2級のテーマになるのと、会社ごとに決まりが違ったりするので、一旦はこの辺で。
もし興味があったらブログものぞいてみてください。
Twitterもやってるので、フォローお願いします。
関連記事
「Cpk>1.67とか、Cpk>1.33って何ですか?不良率とはどんな関係?」
ものづくり王国にっぽんHP
https://japan-manufacturing.com/
Twitter アカウント
@Japan_MFG_Tomo
この記事が気に入ったらサポートをしてみませんか?