卓上旋盤 (SIEG C2のクローン?)を改造してCNC化

卓上旋盤をCNC化したので投稿しておきます。
はじめての note です。
○ はじめに

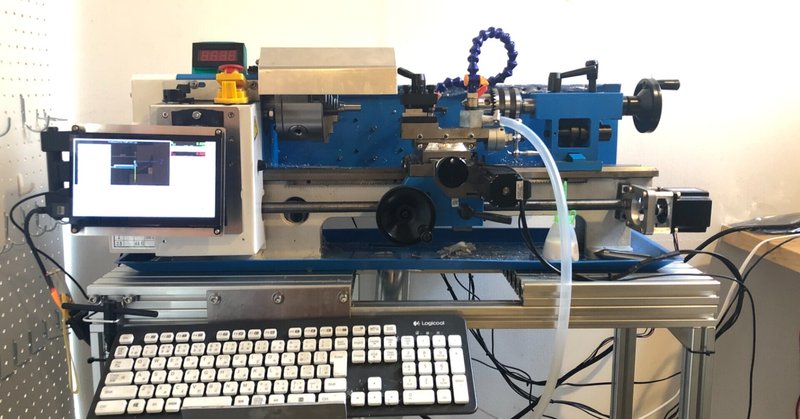
こちらが改造してCNC化した旋盤。マシンはヤフオクで送料込で 8万円くらいで 購入した SIEG C2(のクローンと思われる機種)です。
クローンなので、部品の交換やオプションパーツの追加は SIEG C2 用で探して購入すると問題なく使用できます。写真のドリルチャックは後から買い足した SIEG C2 用のもの。
旋盤をCNC化することで3Dでモデリングした手作業では実質不可能な複雑な形状でも、コンピュータ制御で難なく削り出すことができます。
また、自動化することで作業中の手離れが良くなり優雅な時間を過ごせます。
○ 旋盤のスペック(購入元から引用)
電源:AC100V(50/60Hz)
モーター出力:550w
回転数:50-2500RPM
正回転/逆回転(切替スイッチ付 L・O・R)
芯間 長さ:350mm
ベット上の振り 長さ:180mm
クロスサイド 長さ:110mm
スピンドルテーパー:MT3
心押し台:テーパーMT2
チャック 長さ:100mm
スピンドル孔 長さ:21mm
クロスサイド移動 距離:65mm
ツールサイド移動 距離:35mm
ネジピッチ:0.5~2.5mm
本体サイズ:740×240×280mm
重量:本体約40kg、梱包後48kg卓上旋盤では最も多く見られる形状のマシンの一つ。
細かい違いはあるものの、同じ形のマシンであればだいたい同じような性能だと思いますが、ヤフオクや Aliexpress あたりで適当に最安値で選ぶと、全く整備されていないものが届く可能性が高いので注意が必要です。(後述)
○ 心押台の調整
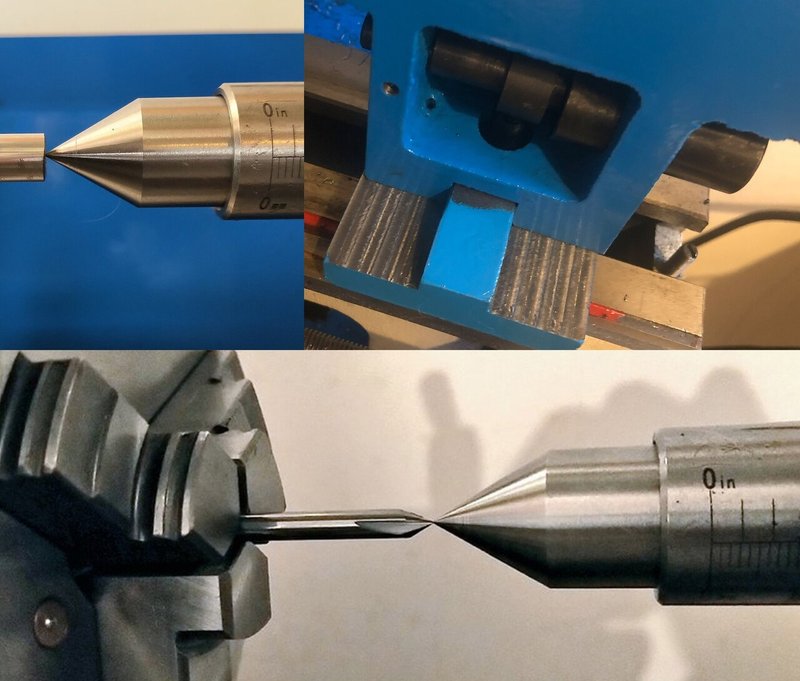
心押台が目視でもわかるレベルで明らかに高い位置にありました。これではドリルチャックに換装して穴あけなど到底できません。低い分にはシムテープを挟めばよいのですが、高いと困ったものでフライス加工で最終的に 0.6mm ほど削りました。
それなりの価格の調整されたマシンならこんなにズレていることはないと思うので、このような苦労をしたくない方はきちんと整備されたものを購入することをオススメします。
○ X軸のバックラッシュ対策

CNC化の前にX軸の送りに酷いバックラッシュがあったので、タップ加工でナットをもう一つ取り付け2重構造にしました。
後で酷いバックラッシュの原因がリードスクリューの固定具のあそびにあることがわかったのでこの施策に効果があったのか定かではありませんが、いくらかバックラッシュを打ち消せる可能性が上がるはずです。
ナットは Aliexpress で SIEG C2 用のものを探して取り寄せました。
手作業で削る場合一方向にハンドルを回して削っていくのでバックラッシュについてはあまり考慮されていないのでしょうね。
○ コントローラの選定
Raspberry Pi 4 で動かしたかったので相性が良さそうな LinuxCNC にしました。ボードは ネットで最も情報が得られた Mesa 7I76E で、お値段 US$199.00 。
パラレルインターフェイス付きのPCで環境構築する場合、もっと安価なボードがみつかるはずですが、コンパクトなラズパイで動作するのは魅力的です。
LinuxCNC 自体はオープンソースなので追加のソフトウェアライセンス料がかからない点が嬉しいです。
旋盤モードだと MACH3、MACH4、LinuxCNC、PlanetCNC あたりが有力候補だと思いますが、パラレルインターフェイスが必要なボードが多いので普段使いのPCで動したい場合は注意です。
○ スイッチング電源の選定
12V 10A 120W の電源を使用しました。
電源はコントローラボード、ステッピングモータードライバに供給するので、ボルトとアンペアはそれらに合わせて選ぶのが無難です。
Mesa 7I76E は 24VDC で使用するのが一般的なようですが、オンラインマニュアルを見ると、10~32VDC であれば問題ないとのこと。
このボードに関してはよくみられる 12V か 24V のスイッチング電源を使っておけば間違いないでしょう。
参照:http://www.mesanet.com/pdf/parallel/7i76eman.pdf
○ ステッピングモーターの選定
・X軸 Nema17 2.3A 79Ncm
・Z軸 Nema23 3.5A 130Ncm
この2つのステッピングモーターを使用しました。
それぞれステッピングモータードライバ TB6600 を経由して動かしています。
トルクが足りていればどのモーターでも問題ないと思いますが、卓上旋盤だとマシンサイズ的に Nema23、Nema17 あたりで探すことになります。
私は X軸 と Z軸 共にタイミングプーリーで 0.5倍 に減速したので、カップリングでモーターとリードスクリューを直結するような設計だと条件が変わってくるかもしれません。
○ モーターマウントの作成(取り付け)


ジュラルミン(A2017)を CNCフライス KitMill RD300 で削って作りました。スラストベアリングを挟んで抑えつけるようにタイミングプーリーを固定しています。タイミングプーリーはX軸Z軸ともに GT2 の 20歯 と 40歯で モーター2回転あたり、リードスクリュー1回転です。
LinuxCNC の設定にはタイミングプーリーの比率、リードスクリューのピッチなどを設定する項目があるので、設定用のGUIから入力するだけです。
固定具の作成は空手からだと最もハードルの高い工程になりますが、軽金属を削れるレベルの安価な中華CNCフライスがあれば作成可能なはずです。
FDM方式の3Dプリンタか SLA方式の3Dプリンタでタフレジンを使うなどでも作成可能かもしれませんが、耐久性や剛性を考えるとアルミ合金以上の金属が良いと思います。
参考程度にしかならないと思いますが、3Dデータも置いておきます。
(データが汚いのはご了承ください、あくまで参考程度に)
X軸モーターマウント(Fusion360データ)
https://a360.co/3ztVDm5
※後加工でザグリ加工が必要です。
Z軸モーターマウント(Fusion360データ)
https://a360.co/2TsPE1n
※後加工で取り付け用の穴あけが必要です。
Z軸(反対側)固定具(Fusion360データ)
https://a360.co/3f42VFq
※後加工で取り付け用の穴あけが必要です。
モノタロウ パワーグリップGTベルト 2GTタイプ ベルト幅6mm ベルトピッチ周長 190mm、歯数 95、190-2GT-6
モノタロウ パワーグリップGTベルト 2GTタイプ ベルト幅6mm ベルトピッチ周長 150mm、歯数 75、150-2GT-6
○ 主軸の回転制御
今回は対応を見送りました。
ネジ切りしたい場合はコントローラ制御で主軸の回転とステッピングモーターを同期しなければなりませんが、そのような使い方はしないので今回は対応していません。必要になったら後から実装するかもしれません。
主軸をコントローラから制御しない場合で注意しなければならないのが、Gコードを書き出す際、 G95 が書き出されてしまうと、回転数がとれない主軸に同期しようとフリーズしてしまう問題に直面します。
G95 ではなく G94 で書き出されるようにCAMのポスト処理を調整する必要があります。
○ 主軸の回転数を表示

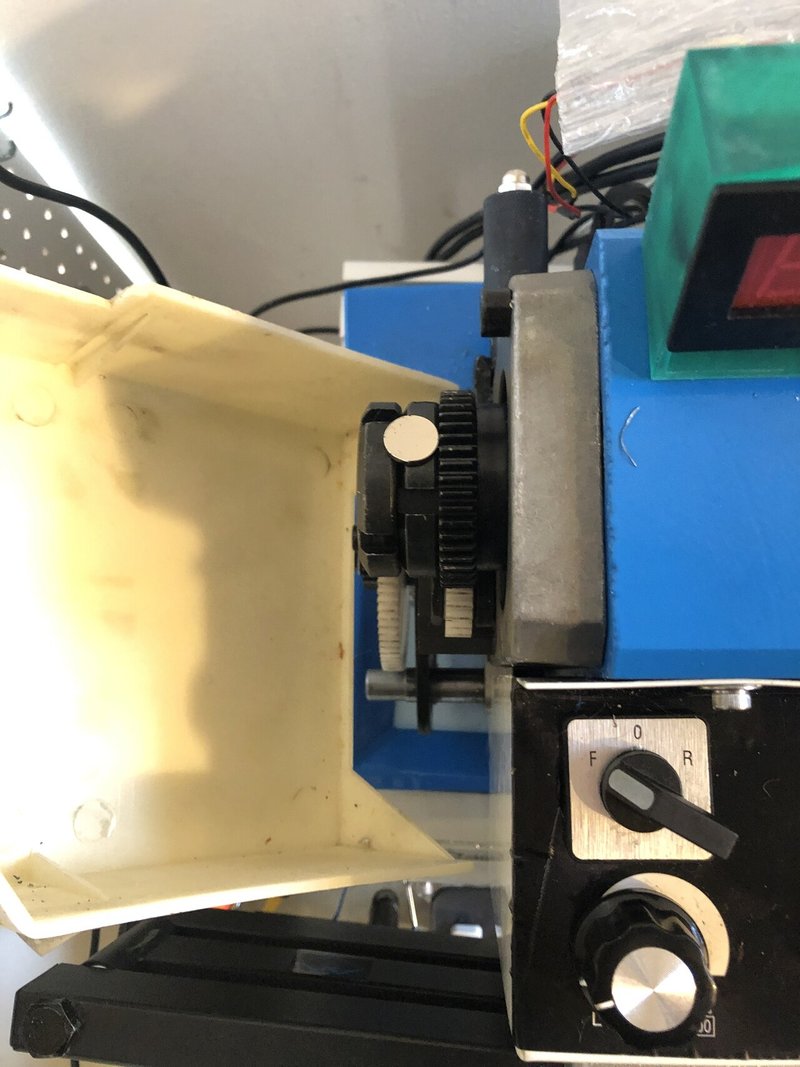

主軸の同期は諦めましたが、さすがに回転数が全くわからないと不便なので、Amazon で見つけた RPMスピードメーターを設置しました。
横蓋に穴を開けてマグネットと位置が合うようにセンサーを固定すると回転数が表示されます。※緑の箱は3Dプリンターで作成したものでRPMスピードメーター購入時に付属していたものではありません。
○ 原点センサーの設置
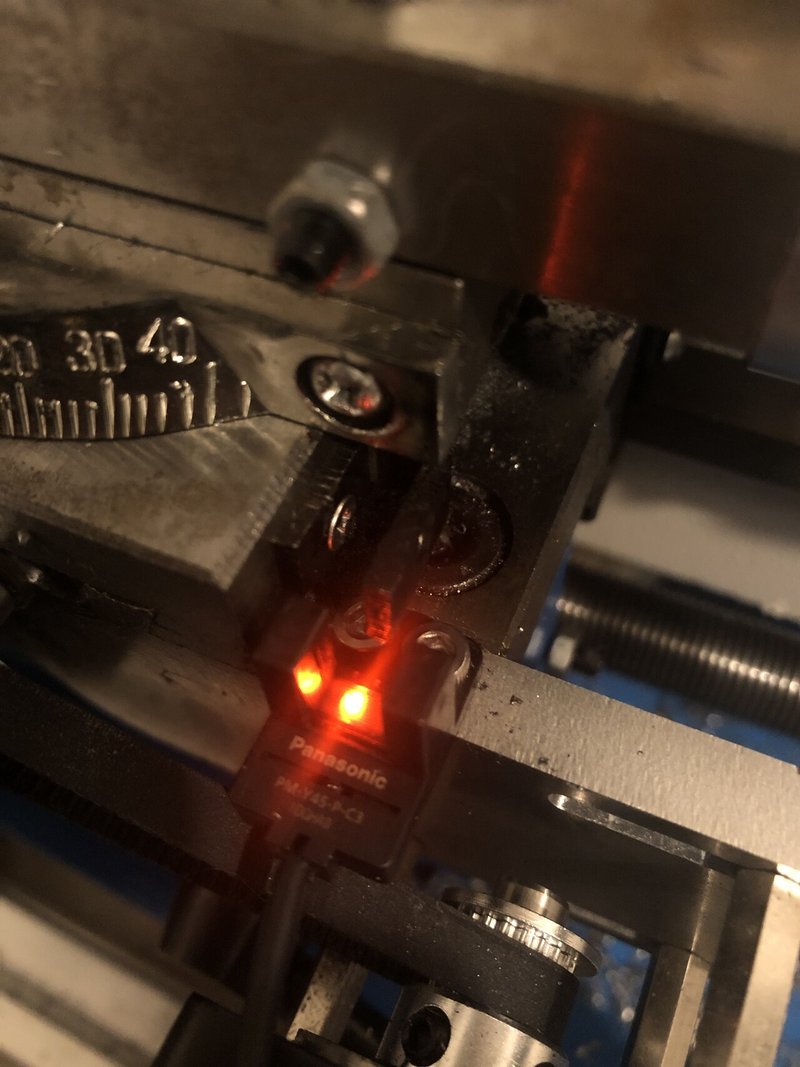
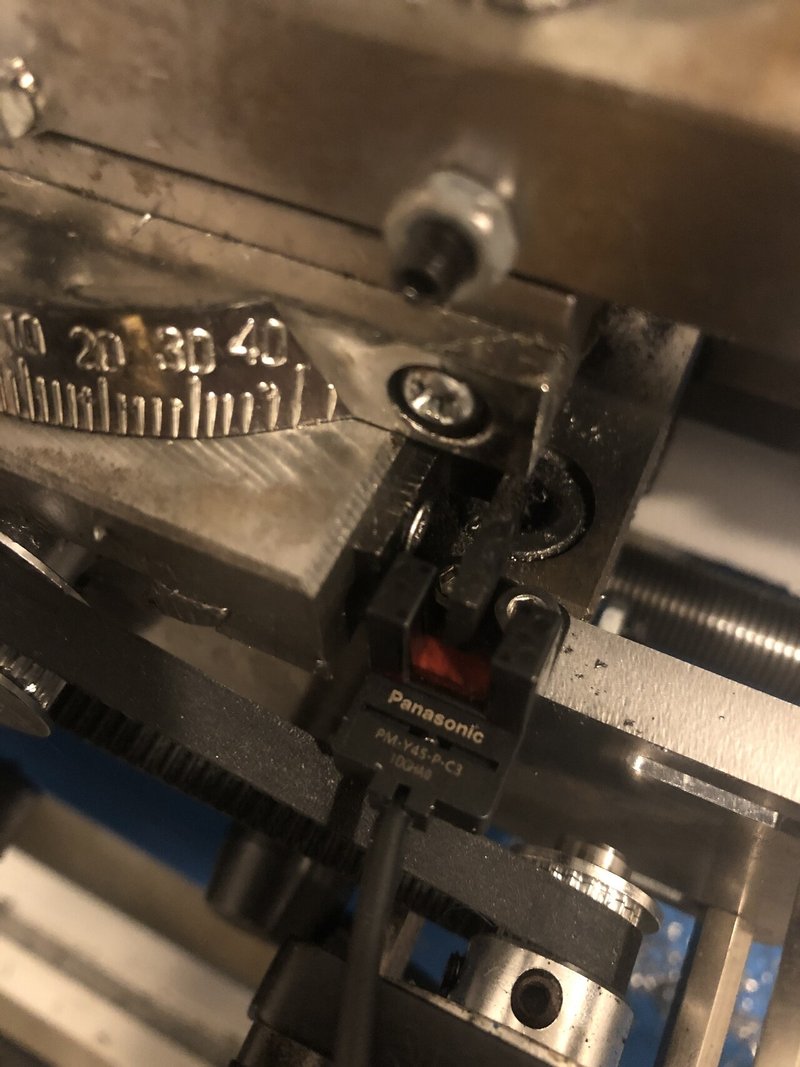
原点センサーを取り付けると、機械座標が正確にわかるようになります。
Panasonic のセンサーがいい感じのサイズだったのでこれにしました。
再現性が重要な部分ですので、センサーと遮光板は簡単にズレないようにしっかり固定する必要があります。
私は M3 のタップを立ててネジで固定することにしました。
これがあると
・ハンドルを使用して手作業を行った
・過度な負荷をかけてステッピングモーターが脱調してしまった
・ソフトウェアエラーで座標がズレた
など、座標を見失ったときにボタン一つで復帰できます。
LinuxCNC では機械原点からワーク原点(ストックの中心)までの距離を ini ファイルに書き込んでおくとで、センサーが反応するところまで移動した後、ワーク原点(ストックの中心)まで戻ってくれます。なくても問題ありませんが、便利なので必ず実装しておきたい機能です。
すごく便利なのに、実装事例が少ないのはなぜですかね?
○ クーラントの設置

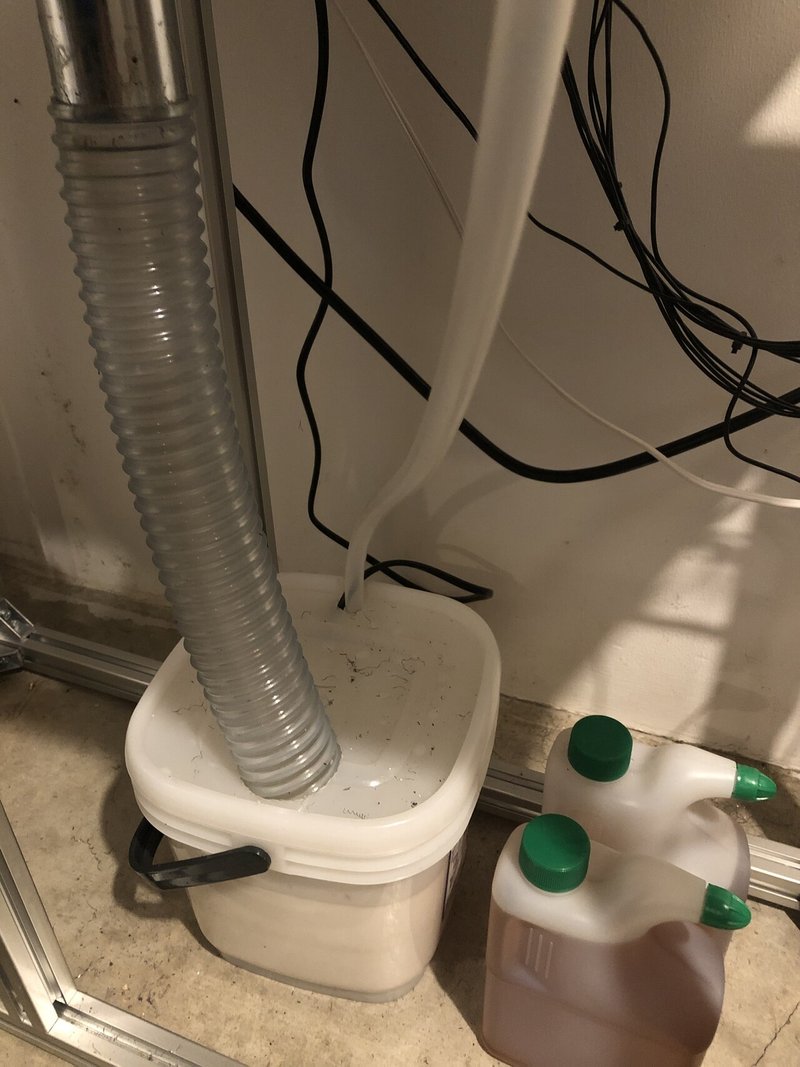
必要ありませんが、あると切れ味がよくなって、バイトの寿命が延びます。
適当に Amazon で買ったクーラントホースと、同じく Amazon で買った 1200L/H の水中ポンプで循環するように設置しました。
クーラントの設定は LinuxCNC でクーラントのピンを設定し、リレー回路でポンプの電源が入るように配線します。
切削油はバクテリアなどが繁殖して腐敗するので、なるべく腐敗しないよう水道水ではなく精製水を使用しています。(水溶性切削油は廃棄にもお金がかかりますからね)
CNC関連でクーラントの調べ物をすると、モノタロウで売ってるようなちょっといいマグネットポンプがよく引っかかったのですが、私は 2000円程度の安いものにしました。
CNCフライスの方にも安価な水中ポンプを設置して3年位経ちますが、今のところ大きなトラブルはありません。
クーラントホースはエアー漏れが酷いのにあたってしまったので、そのうちCNCフライスでいい仕事をしているノガクールに買い換えようと思います。
○ 手作業では難しい曲線を削ってみる

手作業では難しいなめらかな曲線を削ってみましたが、期待通りの形になりました。
SUS304 で、切り込み 0.2mm 送り速度 100mm/min 程度だったと思います。
○ CNC旋盤で治具の部品を作成
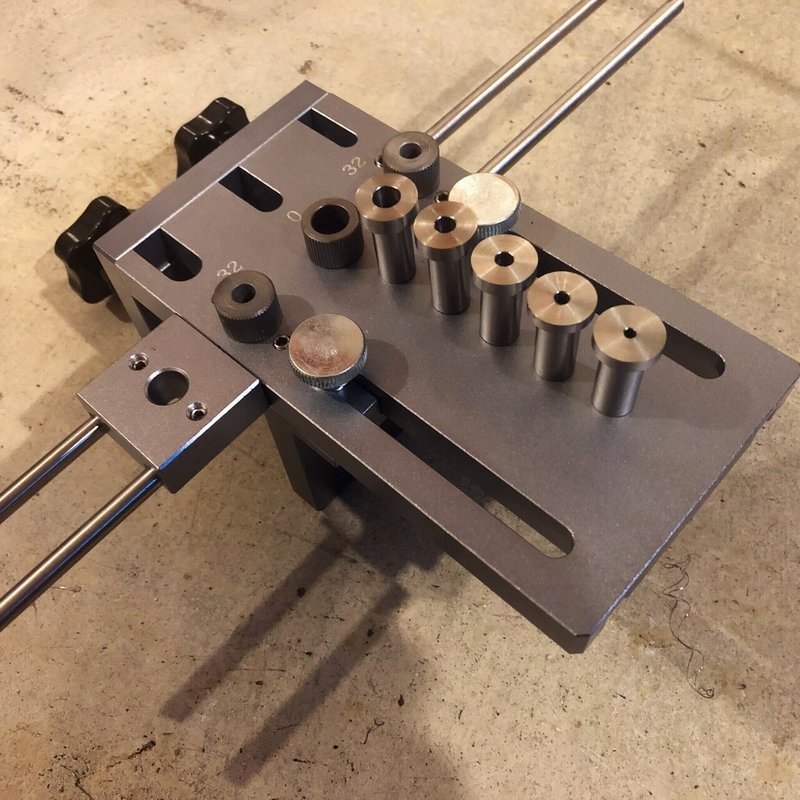

試しにCNC旋盤で治具の部品をつくりました。
動画は早送りです。キュルキュルとした音はビビリ音ですかね。
画像は板の側面にダボ穴を開ける治具ですが、円柱型のピンを差し込むことで M3 M4 M5 M6 M8 の下穴経に対応することができました。
手加工でもできる加工条件ですが、繰り返し自動で同じ形を作る場合は圧倒的に楽です。
やはりCNC加工は楽しいですね。
○おわりに
かかったコストは正確には把握していませんが、15万円未満くらいじゃないかと思います。
Mesa 7I76E は I/Oピンがたくさんあるので後から拡張もできますし、既製品よりも楽しいこと間違いなし、CNC旋盤ぜひチャレンジしてみてください!
次は SS400 で総重量約 200kg の大きな CNC フライス盤を作ってまた記事にしたいと思います。
この記事が気に入ったらサポートをしてみませんか?