品質管理検定 #32-01

【問1】
基本統計量を度数表から計算することに関する次の文章において、 $${\boxed{\space}}$$内に入るもっとも適切なものを下欄のそれぞれの選択肢から一つ選びなさい。ただし、各選択肢を複数回用いることはない。
表1.1の度数表は、ある部品の生産工程で測定した100個のサンプルの品質特性値のデータをまとめたものである。
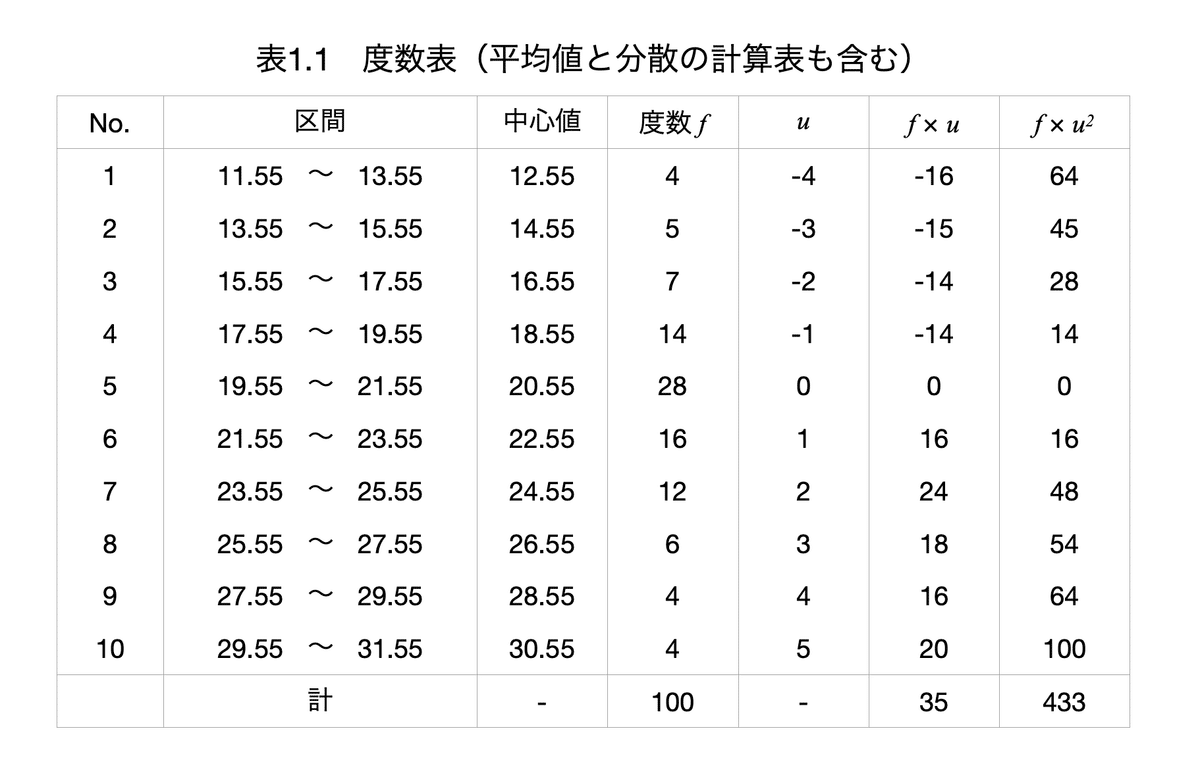
① 表1.1の$${f{\times}u}$$の合計値35と$${f{\times}u^2}$$の合計値433から、$${u}$$の平均値は$${\boxed{(1)}}$$、$${u}$$の分散は$${\boxed{(2)}}$$となる。
【$${\boxed{(1)}}$$ $${\boxed{(2)}}$$の選択肢】
ア. 0.35 イ. 1.85 ウ. 3.50
エ. 4.25 オ. 9.50 カ. 14.75
② 区間の幅$${h=2.0, u=0}$$のときの区間の中心値として$${x_0=20.55}$$を用いると、この商品100個の品質特性値の平均値$${\overline{x}}$$と分散$${V}$$は次式のように求めることができる。
$${\overline{x}=x_0+{\boxed{(1)}}{\times}h={\boxed{(3)}}}$$
$${V=h^2{\times}{\boxed{(2)}}={\boxed{(4)}}}$$
【$${\boxed{(3)}}$$ $${\boxed{(4)}}$$の選択肢】
ア. 13.35 イ. 15.95 ウ. 17.00
エ. 21.25 オ. 23.80 カ. 25.05
③ この部品の品質特性値の社内規格値は上限規格$${S_U=28.0}$$、下限規格$${S_L=12.0}$$である。②の結果を用いて工程能力指数$${C_P}$$を計算すると$${\boxed{(5)}}$$となるので工程能力は$${\boxed{(6)}}$$といえる。
【$${\boxed{(5)}}$$ $${\boxed{(6)}}$$の選択肢】
ア. 0.65 イ. 1.18 ウ. 4.35
エ. 十分すぎる オ. 十分である カ. 不足している
【正解】
(1) ア. 0.35
(2) エ. 4.25
(3) エ. 21.25
(4) ウ. 17.00
(5) ア. 0.65
(6) カ. 不足している
この問題は悪い問題だと思います。解説の中でボヤいていきます😅
部品の生産工程でデータをとりました。度数表を作りました。それで良いと思うんですね。何かトリッキーな$${u}$$なるものを用いて不要に考えさせようとしています。こんなの、実際に使うわけ? 自分も知らないことが多いけど、わざわざこんなことするのかと?
① 表1.1の$${f{\times}u}$$の合計値35と$${f{\times}u^2}$$の合計値433から、$${u}$$の平均値は$${\boxed{(1)}}$$、$${u}$$の分散は$${\boxed{(2)}}$$となる。
$${u}$$の平均値。ちょっと分かりにくいです。時間が無いのでじっくり考える余裕はありません。$${u}$$は-4から1刻みで5まで、10種類あります。それだけ見れば平均値は0.5です。
この問題の場合、100データあって、それぞれに-4から5まで区分してあります。その平均値ですね。$${f{\times}u}$$がそれぞれの区間の合計値です。各区間の合計値を合計したもの、つまり全データの合計値が35です。これには負の値もあるため100データあっても100以下になっています。100データで合計35ですから、平均値は
$${35{\div}100=0.35}$$ です。
分散Vの計算は、サンプル数=n として、
$${V=\cfrac{\displaystyle\sum_{i=1}^n{\bigg(}x_i-{\overline{x}}\bigg)^2}{n-1}}$$
ここで分母が$${n-1}$$になっているのは、全体から一部を抜き出して分散を推定する場合だからです。分母が$${n}$$の場合と比べて計算値が大きくなりますが、$${n}$$が大きくなるにつれて$${n{\fallingdotseq}(n-1)}$$となり計算値は近づいていきます。全数を測定する場合の分母は$${n}$$になります。
今回、それぞれの区間に対応する値$${u}$$とその度数$${f}$$を使っています。このときの分散$${V_U}$$は、
$${V_U=\cfrac{\displaystyle\sum_{i=1}^{10}{\bigg\{}f_i{\lparen}u_i-\overline{u}{\rparen}^2{\bigg\}}}{100-1}}$$
区間ごとに計算していますので、度数$${f_i}$$倍しています。全体から一部をサンプリングしているので分母はサンプル数100から1を引いています。
ここで品質管理検定特有の計算方法。コレ、試験では必須。実務では関数電卓やパソコンで計算するので使わない。
分子の部分(偏差平方和$${S_U}$$)を別の方法で計算します。
$${S_U=\displaystyle\sum_{i=1}^{10}{\bigg\{}f_i{\lparen}u_i-\overline{u}{\rparen}^2{\bigg\}}}$$
$${=\displaystyle\sum_{i=1}^{10}{\lparen}f_iu_i^2{\rparen} - \cfrac{{\bigg\{}\displaystyle\sum_{i=1}^{10}{\lparen}f_iu_i{\rparen}{\bigg\}}^2}{\displaystyle\sum_{i=1}^{10}f_i}}$$
$${=433-\cfrac{35^2}{100}=420.75}$$
このために度数表に$${f{\times}u, f{\times}u^2}$$が仕込んであります😁
もとの分散の式に戻って、
$${V_U=\cfrac{\displaystyle\sum_{i=1}^{10}{\bigg\{}f_i{\lparen}u_i-\overline{u}{\rparen}^2{\bigg\}}}{100-1}}$$
$${=\cfrac{420.75}{100-1}=4.25}$$
② 区間の幅$${h=2.0, u=0}$$のときの区間の中心値として$${x_0=20.55}$$を用いると、この商品100個の品質特性値の平均値$${\overline{x}}$$と分散$${V}$$は次式のように求めることができる。
$${\overline{x}=x_0+{\boxed{(1)}}{\times}h={\boxed{(3)}}}$$
$${V=h^2{\times}{\boxed{(2)}}={\boxed{(4)}}}$$
ほんとの値に戻って、平均値$${\overline{x}}$$と分散$${V}$$を求めます。ここではすでに式が提示されています。(1), (2)ができていれば、代入して簡単な計算をするだけです。ここね、なんでそうなるのか?と一生懸命計算したんですが、そんなことをしても無駄と思い、単に計算だけして答えを出せば良いです。だって、実務でそんなことしないもの。数字を拾ってそのまま計算します。生データもあるんだから、度数表にしたって全体像は見るけど、それを使って少し精度の悪い計算をすることもないでしょ。こういうのが、この問題に不満を持つところです。
$${\overline{x}=x_0+\boxed{0.35}{\times}h=20.55+0.35{\times}2.0=21.25}$$
$${V=h^2{\times}\boxed{4.25}=4.0{\times}4.25=17.00}$$
③ この部品の品質特性値の社内規格値は上限規格$${S_U=28.0}$$、下限規格$${S_L=12.0}$$である。②の結果を用いて工程能力指数$${C_P}$$を計算すると$${\boxed{(5)}}$$となるので工程能力は$${\boxed{(6)}}$$といえる。
工程能力指数$${C_P}$$の計算。式は覚えておきましょう。
$${C_P=\cfrac{S_U-S_L}{6{\sigma}}}$$
分母は規格の幅。規格の幅が広いほど工程能力指数$${C_P}$$は大きくなります。
分子は標準偏差$${\sigma}$$の6倍。データのほとんどが含まれます。標準偏差が小さいほど工程能力指数$${C_P}$$は大きくなります。
目安ですが、
$${C_P{\geqq}1.67}$$ 十分すぎる
$${1.67{\gt}C_P{\geqq}1.33}$$ 十分
$${1.33{\gt}C_P{\geqq}1.00}$$ 十分とはいえない
$${1.00{\gt}C_P{\geqq}0.65}$$ 不足
$${0.65{\gt}C_P}$$ 大きく不足
$${C_P}$$1.33以上希望ですね。
問題の$${C_P}$$は、
$${C_P=\cfrac{28.0 - 12.0}{6 {\times} \sqrt{4.25}}=0.65}$$
計算するときの分母部分、「標準偏差」です。「分散」じゃないので注意!
$${標準偏差=\sqrt{分散}}$$
で計算しましょう。
で、工程能力指数は不足しています・・・。
工程能力指数の計算は出題されやすいので覚えておきましょう。
でも、いろいろあって?計算方法を忘れてしまうこともあります。そんなときでも何かヒントがないか探してみましょう。
少なくとも、工程能力指数は大きいほど良い、1に近い〜それ以下だと不良品発生の恐れが高いので改善が必要、ということはイメージしておきましょう。
今回の規格値が12.0〜28.0です。度数表を見ると、区間No.1とNo.8にそれぞれ4つずつあります。ここは規格ギリギリ〜規格外の区間です。No.10は規格外の区間で4つ出ています。規格ギリギリ〜規格外が発生している状況ですから、工程能力指数は低いです。4.35は除外。0.65か1.18か、というと計算できなきゃ分かんないけど、規格外が最低でも4%発生しています。これから、工程能力指数は「不足している」と選択したついでに、1以下として0.65を選べればサイコーです😇
ではー。
この記事が気に入ったらサポートをしてみませんか?