
アニロックスロールの管理の重要性

本記事ではアニロックスロールの管理の重要性について説明します。
1.アニロックスロールの理想
アニロックスロールはフレキソ印刷においてインキを刷版へ供給するためのロールです。

図1 CI型フレキソ印刷の模式図
そのアニロックスは一般的に、印刷ジョブとその役割に応じて、線数や容積を基準に選定され用意されています。図2はその一例です。
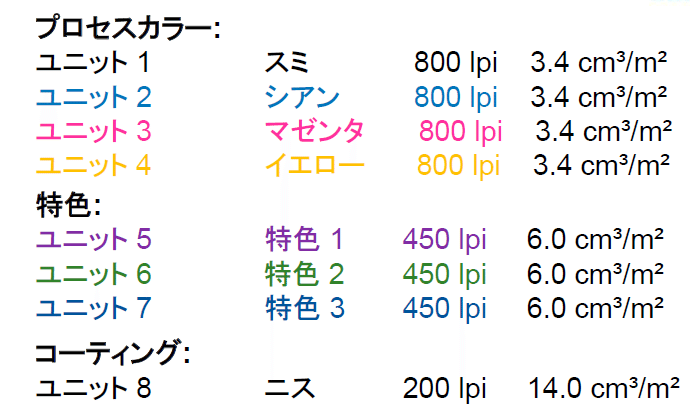
図2 8色機のアニロックスロールとその役割の一例
ここで、もしセル容積が各ロールに刻印されている既定値通りであれば、インキやニスコーティングの印刷濃度は当初計画した目標に完全に一致するはずです。
またすべての色は可能な限り最短時間で準備され適切に印刷されるはずで、
濃度チェックのために行う印刷機の調整は少なく、無駄も最小限に抑えられるはずです。
2.アニロックスロールの現実
しかし現実には、セル容積がそれら既定値と異なっている可能性が常にあり、また実際に異なっているケースが多く見られます。その主な原因として、以下の3つが挙げられます。
1.ロール製造時の公差
アニロックスメーカーは一般的には一定の公差を決めてロールを製造しています。典型的にはセル容積については+/-5%程度です(詳細は各メーカーに確認して下さい。)
2.不十分な洗浄
不十分な洗浄によってインキがセルの底に詰まり、セル容積が既定値よりも少なくなることが珍しくありません。特にアニロックスの線数が高いほど、手洗いだけでは不十分となる傾向にあります。
3.アニロックスの使用による摩耗
アニロックスは使用中絶えずドクターブレードと接触しており、使用に応じて摩耗していき、それに従ってセル容積も減少していきます。特にドクターブレードの不適切な使用によっては摩耗を早める場合があります。
3.アニロックスロールの正確な測定
そこでアニロックスロールの容積を実際に計測して、どういう状態になっているかを見てみましょう。以下は図2の例について、アニロックスロール3D検査カメラ「AniCAM」を使用して明らかになった実際のアニロックスロールの状態です(AniCAMについては別途記事にてご紹介します)。

図3 アニロックスロールの既定値(左)と測定値(右)
本計測では1本のロールに対して3箇所の測定を行った後(表中黄色、オペレータ側、ロール中央、ギア側)それらの測定値から平均を求めています(表中緑色)。また計測値の最大値から最小値を引いてその範囲を求めています(表中青色)。
例えば、アニロックス「2」を見てみます。このロールの既定値は3.4ccであるのに対して、平均3.9ccとなっており、既定よりも0.5ccも大きく彫刻されています。アニロックス「200-1」も同様に既定より1.3cc大きく彫刻されています。
一方、アニロックス「4」「450-1」「200-1」はそれぞれ範囲「0.5」「0.4」「0.6」のばらつきがあることが分かりました。
4.既定値からのズレと許容範囲
こうした既定値からのズレやばらつきが許容範囲内であるかどうかを確認する必要があります(実際の許容範囲は各社での印刷テストを通じて設定されます。一例として、プロセスカラー・特色では+/-0.2cc以内、ニスコーティングで0.4cc以内等)。当然既定値からのズレが大きくなるほど、印刷結果のズレも大きくなります。一般的にはプロセスカラーの場合0.4ccの差がデルタE値3程度に相当すると言われています。
測定によって明らかになったセル容積のばらつきに、もし気づかないまま印刷の準備を進めると、下記のような結果を招く可能性があります。
・印刷機の準備時間の増加
・濃度チェックのための不必要な印刷機の停止
・準備に使用する材料ロスの増加
これらは事前に、アニロックスの測定によって得た測定値と、設定した許容範囲に照らして対処(例えばロールの洗浄・再彫刻・新規入れ替え)することである程度予防することができます。
効率的な印刷機の準備や材料ロスの削減のためにアニロックスロールの管理はとても重要であると言えます。
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
アニロックスロールの管理についてご相談がございましたら、ご遠慮なくお尋ね下さい。
お問い合わせ先
株式会社クロスリンク・パシフィック
営業本部 電話:03-5919-2120 メール: info@crosslinkpacific.co.jp
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
参考資料:Troika Systems社「The reasons for Anilox Volume Measurement v7 」2021
AniCAMについては下記の記事をご参照下さい。
ーーー
最終更新日:2023年4月27日
この記事が気に入ったらサポートをしてみませんか?