
DWSIM:蒸留塔計算、エタノール濃縮

DWSIMの蒸留塔モデルで、エタノール濃縮プロセスを計算してみる。
DWSIM v6.4.6
DWSIMについての紹介は以下を参照ください。
計算条件
供給条件は、5%エタノール水を温度は25℃で供給する。供給量は2000kg/hrとする。
これを70%付近(できればup)まで濃縮することを考えてみた。
DWSIMでの条件設定
今回設定したファイルは以下になる。取扱は自己責任でお願いします。
Compounds:Ethanol、Water
Property Packages:NRTL
とした。気液平衡曲線を確認しておく。横軸は、Mass Fractionとしている(Mole Fractionではない)。70%程度の濃縮までは、過剰な操作にならずに達成できそうである。共沸点は、94%程度になる。

露点、沸点曲線、70wt%の時の沸点は、80℃

気液平衡曲線の確認の流れは以下を参照ください。
フロー図の設定は、以下のようになる。(設定済みのフロー図になる。)

供給は、MSTR-01になる。供給条件の入力、指定している値は、温度 25℃、圧力 101.325kPa、供給流量 2000kg/hr、組成をMass fractionで、Ethanol 0.05、Water 0.95とした。
詳細は以下の通りです。


蒸留塔の設定は、段数を22段、コンデンサー部は、圧力を101.325kPa、全縮(Condesor type : total)、還流操作で、還流比を0.4とした。リボイラー部は、質量流量で1858kg/hrの抜取とした。圧力は、塔頂を101.3kPa、塔底を105kPaとした。各段の圧力は、線形内挿とする。
リボイラー部の抜取流流量の設定は、次のように考えた。
供給に含まれるエタノール量は、2,000kg/hr x 5% = 100kg/hrになる。回収率は高くとりたいので、100kg/hrのエタノールを70%エタノール水にするとその量は、100kg/hr / 70% = 142.86kg/hrとなる。70%upを狙うとして、塔頂より142kg/hr抜き取るとすると、缶出量は、供給 2000kg/hr から、留出量 142kg/hrを引くと、差は、1858kg/hrとなる。
あとは、塔頂のスペックと、供給段によって、濃度変動、回収率の変動があると予想できる。操作パラメータとして、実際の操作でも指定しやすい還流比を指定することとした。
逆に塔頂抜出量を142kg/hrにして、リボイラーの焚き上げ比を変動させる方法でもよいだろう。操作量としてリボイラー焚き上げ量(熱量)管理になる。




他には、供給段を5段目に、初期値としては、温度のみを使うこととし、塔頂を80℃、塔底を100℃とした。


蒸留塔モデルの設定項目の詳細な説明は以下になります。
計算結果
フロー図と、フローシート、蒸留塔の主な計算結果をまとめたものが以下になる。

塔頂より、142kg/hr, 70.3wt%のエタノール水が得られ、塔底からは、1857.85kg/hrの水(エタノールは、0.008wt%)となった。
コンデンサー負荷は、71.5kW、リボイラーの負荷は、287.6kWであった。
ここで、マテリアルバランスの誤差は大きくないか、検算をしておく。供給量に対して、出口(留出、缶出)の合計との差は許容できる差であるか、各成分に対しても入れた量に対して、出てくる量のバランスがとれているか確認しておく。ここではよさそうである。
塔内の状況を確認してみる。蒸留塔を選択し、設定画面のResultsタブを選択すると以下の画面が表示される。一番下に”View Temperature, Pressure and Composition Profile”というボタンがあるので押すと、メイン画面に蒸留塔内の分布グラフがでる。

Temperatureタブでは塔内の温度分布と圧力分布が表示される。圧力は、初期設定した値となる。塔内のダイナミクスより算出などはできない(充填物の種類、サイズ、パッキングファクターなどの特性値を入力、計算する気のはない)。T0は、計算前に設定した温度の初期値になる。参考までに表示した。

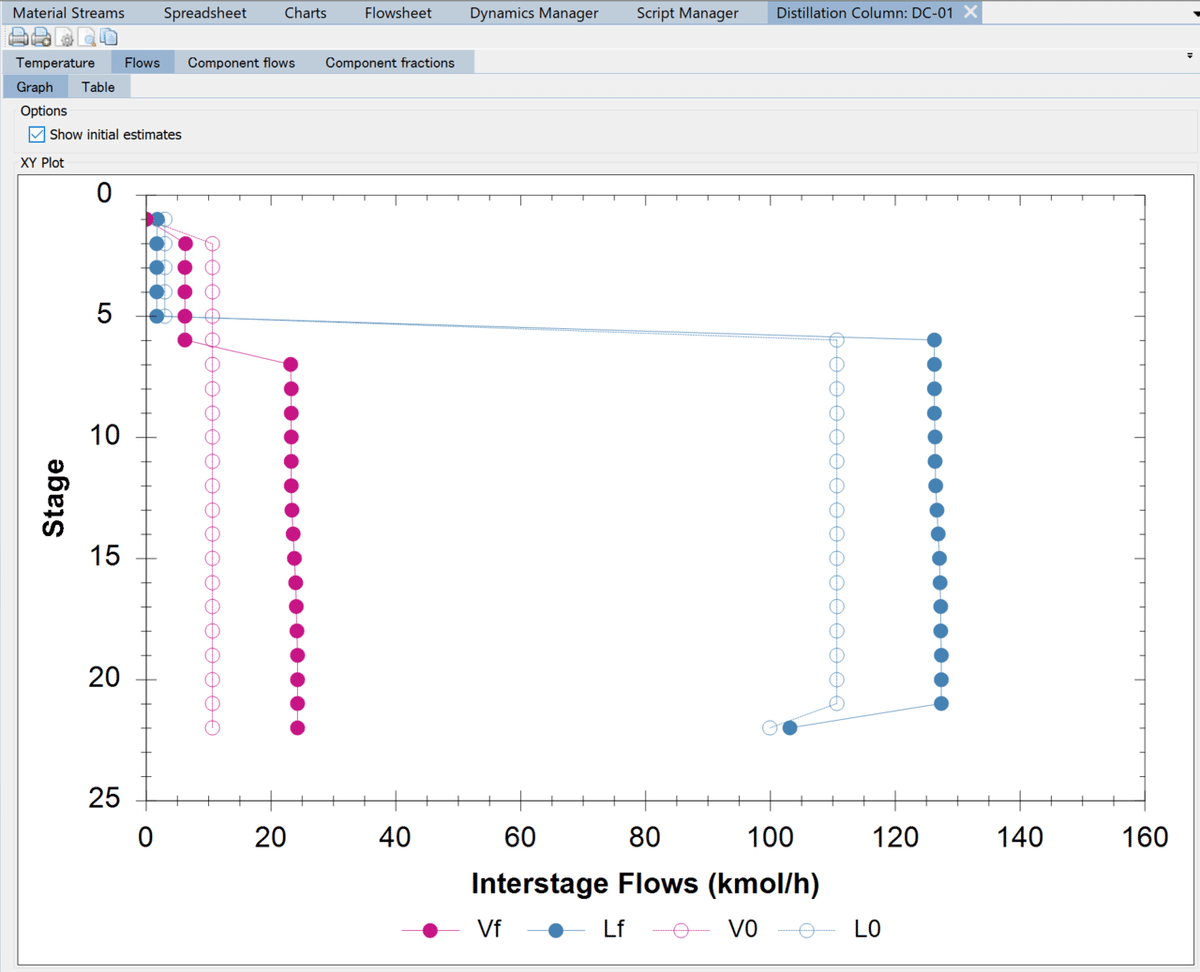
Flowsタブで、塔内の気体、液体のモル流量が表示される。供給Stageは5であるが、Condenserから数えるため、グラフ上の6に供給していることになる。サブクール状態の液をいれるので、蒸気は、液の加熱に利用されるため、6段目で急激に低下、また液は供給液が加わるのでその分増えている。
Componet flowsタブでは、各段の各組成流量を確認できる。また、Show Componentチェックボックスを外し、Show Componet K-valuesチェックボックスにチェックをいれるとK値の確認もできる。K値の比が大きいほど、蒸留分離しやすいと理解しておく。(別の機会で整理する)

K値を確認してみると以下のようになっている。エタノールが低濃度になってきても分離はしやすい状況にあるようである。

Component fractionsタブで、各段の各相の各組成を確認できる。
エタノールの回収率を高くとることを考えて設定したが、過剰な段数になり過ぎないでエタノールのストリッピング(低沸成分を引きはがすイメージ)はできているかなという印象。供給段より上の濃縮側もいい感じかな。

まとめ
5% エタノール水を蒸留塔で70%まで濃縮することをDWSIMでシミュレーションしてみた。
排水側のエタノールを抑えて、回収率も高く設定できそうであった。
所感
パラメータ(例えば還流比、供給段)を変えたときにどのようなことがおこかるか、また、缶出液で供給液を予熱した時には塔内、リボイラーの負荷などはどのようになるかなど、観察してみるべきことがある。
ここでは、記述しなかったが、シミュレーターを使うと大局をつかむことができて便利であると思う。
次の機会に、パラメータスタディをしてみたらどうなるか整理してみたいと思う。
蒸留プロセスとして何をもって良い(最適)と考えるのかも整理したい。その時には蒸留塔のサイズ(コスト)の検討が必要になってくる。
また、そもそも蒸留塔とは何か、その物理的な理論背景はどなっているのかの整理していきたいと思う。まずは、大まかな流れが理解しやすいかなとおもいシミュレーション例を記述してみた。
よろしければサポートをお願いします。講習会、有料情報の取得などにあてたいと考えています。やっぱり、単純にうれしいです。