
耐摩耗KaikaでInfilサンプルを作る実験

TECDIA小山社長が耐摩耗Kaikaチャレンジのモニター募集をTwitterでつぶやかれていました。3DP初心者の私で大丈夫?とも思いましたが、ここは手を挙げてみよう!ってことでDMを送りました。ありがたいことに数少ないモニターに選んでいただきましたので、心してチャレンジします!
使用するフィラメントはノズルをがりがり削るものがご指定でしたので、以前購入してまだ制作に着手できていないPETG-CFを使用することにしました。とりあえずいろいろ作ろう!ということでinfilが一覧できる板を作ってみましたのでこちらで共有します。
目的と試験方法
目的:耐摩耗Kaikaノズル+PETG-CFでインフィルサンプルを作る
実験日: 2022年10月10日~
実験環境: 3Dプリンタ Prusa Mini+
ノズル:0.4mm 耐摩耗Kaika、Hardened Steel Nozzle
ノズル交換時期:2022年10月10日(Kaika)
フィラメント: IEMAIカーボンファイバーPETGフィラメント
使用したフィラメントはこちらです。カーボンファイバー入りのフィラメントとして、PLA,PETG,ABSが見つかりましたが、CFというと実用品のイメージで、PLAは軟化温度が低いので見合わせ、ABSはプリント中に臭いというイメージがあるので、消去法でPETG-CFを選択しました。
デザインのポイント
PrusaMini+(プリント寸法$${18cm^3}$$内で、17種類のPrusaSlicerのインフィルを一望できるサンプルを目指しました。小さなスペースなので、実は結構配置が大変です。
また、スライサで個別条件領域指定でインフィルを設定していきますが、スライス時にその領域を追加するのが大変だと思いましたので、モデルでその領域のパーツを作っておくこととしました。
インフィルの種類が何であるかもわかるように、インフィル名も載せました。
何度か作り直しているうちに、すべてのパーツの名前がgyroidになっていますがご愛敬ってことで。パーツは結合しないようにします。
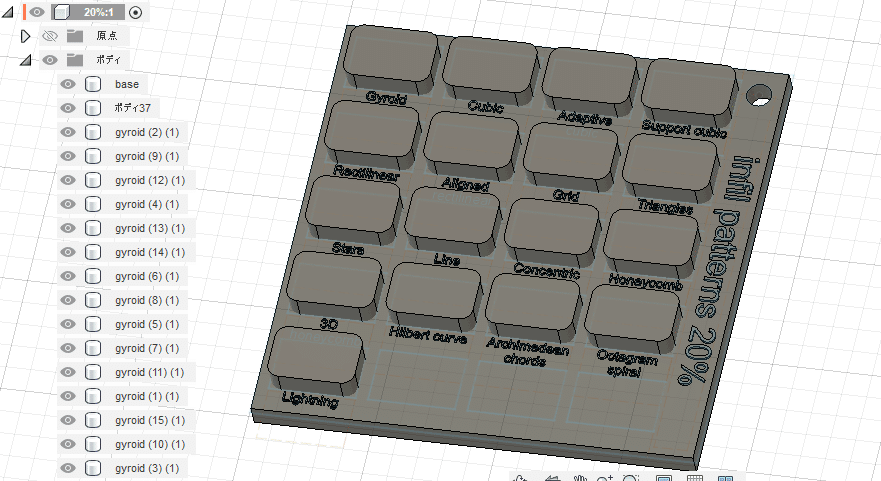
とても分かりにくいですが、パーツ部分は本体(下側の板)にめり込んでいます(重なっている)。ネーミングが適当ですが、baseというのが下の板(実際にプリントされる部分)、その他が個別条件設定のためのパーツになります。

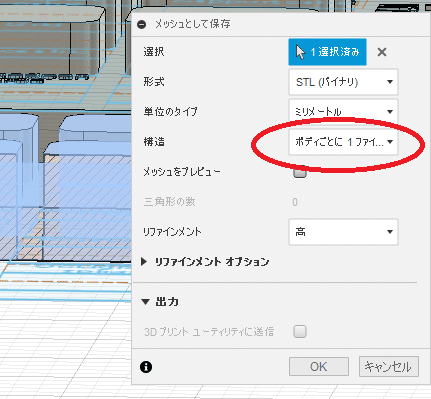
メッシュとして保存する際には、base(この場合の)とパーツは別々に取り扱いますので、構造でボディごとに1ファイルを選択しておく必要があります。
スライス
実は、スライスに一番苦戦しました。バグっていたのか何なのかよくわかりませんでしたが、なかなかうまくいきませんでした。最終的にうまくいった方法を記録しておきます。
まず、ベース部分(プリントする部分)を追加します。

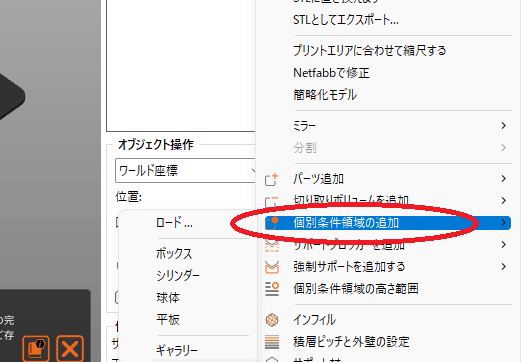
次に、個別条件領域の追加で、パーツを追加します。ロードで、作成し置いたパーツをすべて追加しておきます。
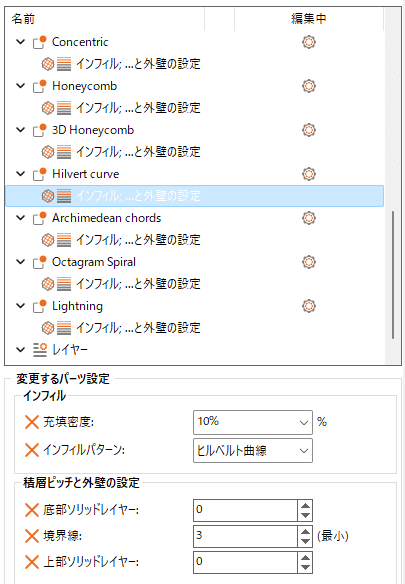
次に、パーツごとにインフィルを設定します。また、積層ピッチで底部と上部の厚みを0にします。中が見えるようにするためです。底だけ別の色でプリントしてもよいかもしれませんが、まぁここはよしとします。Concentricだけは輪郭とつながらないので、底をつけています。(底部ソリッドレイヤー:1)
今回は、インフィルの名前を印字できるようにしましたが、その文字のプリント幅が狭いので試行錯誤が必要なようです。アラクネか、スタンダードかいろいろやってみましたが、完璧な条件が見つからず。
それでもやったことは以下の通りです。
文字部分は別の色(フィラメント)でプリントする。(今回は10.2mm)

10.2mmから文字が始まる(実際には、印刷ピッチが0.2mmで10mmまでは板の部分、それ以上は文字の部分ですが、スライサ上はプリントした後の上部で表現するので10.2mmと表現)ので、細いライン(文字)を表現するために、ピッチを0.1mmに変更
フィラメントは10mmより高い部分はPLAに変更するので温度とファンを変更します。
とりあえず、温度は、PLA部分は第1層は225℃、他は220℃にします。ファンはPLA第1層はPETGのまま、第2層以上は全開とします。
本来であれば、スライスした画面で、コマンドを挿入したいところでマウス右クリックでコマンドが追加できるのですが、色を変更した部分でそのすべを知りません。(もしかしたら、M600と別のコマンドを追加したらよいのかもしれません)

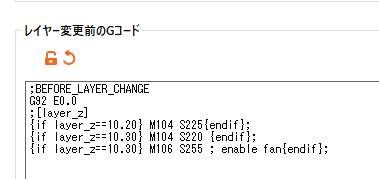
よって、プリンター設定に以下のコマンドを追加しておきました。M104はノズル温度を変更するためのものです、そして、M106はfanの速度を設定するためのもの。Fanはとりあえず第1層はPETGの設定のままにして、それ以降は全開にするようにします。TempTowerとかもM104を使っていますが、なぜM109じゃないんだろって今気が付きました。(M109は指定温度に達するまで動かない。まぁいいや)
また、gcodeを確認すると、M600の前に温度を変えちゃっています。今回の例では225℃でもPETG-CFは溶けるからよいのですが、あまりにも温度が違い過ぎると詰まってしまうと思います。その場合には、gcodeを直接いじるのかなと思います。レイヤ変更前のgコードに温度調整など追加しましたが、レイヤ変更後のgコードに入れてみましたが結果は変わりませんでした。(M600の前に温度変更)
プリント結果
プリント結果がこちら。こちらは1作目なので文字に関して切れ切れになってしまったり、文字が外れやすかったり、Concentricが抜け落ちてしまったりと反省点の残るものになっています。

なので、手を入れました。文字がインフィルにかぶっていたため位置をずらしたらずれ過ぎの部分もあり、雑だなと反省。文字はきっちり定着した気がします。上面が以前よりあれているのはなぜ?きっとbody部分のインフィルを減らしたから。1作目は表面ぼこぼこしていますが2作目ほどではない。1作目はグリッド20%、2作目はキュービック10%としていますのでそれなりにインフィルがあったほうがよさそうです。この辺りは、もう少し経験を積む必要があるかなと思います。(上面の面積が大きい場合と小さい場合)ってか、この実験の価値は?ということで、今回の結果から、Cubicは上面の密度が低いので上面をきれいにする用途には適さないということがわかり庵下。ここは普通にGridやRectlinearとかでよさそうです。

作成したモデル@Printables
Printableに投稿しました!
大きさはMiniにフィットさせています。10%と20%の2つのモデルをアップしました。また、今回の挑戦のために、PETGを使用していますので、PLAにしたい!などあればスライサで変更いただくか、コメントいただければFusion360のモデルもアップするようにします。(現在はFusion360のプロジェクトにごちゃごちゃいろんなのが含まれていますので......)したが、実は間違い(Infil 20%のConcentricの底が抜けていた!)をPrintablesで見られた方からご指摘(DM)いただき、修正ついでにPLAバージョンも追加しておきました!
この記事が気に入ったらサポートをしてみませんか?