
ヒートインサーター

※2022年6月10日のレギュレーションの改訂により、タミヤ公式大会ではレギュレーション違反となっております。
当記事についてはログとして残しておく事とします。
ご承知おきください。
最近、ますます暑くなってまいりましたね。
皆様いかがお過ごしでしょうか。冷たいものばかり食べて便器と親友になった私のようになることが無いようお過ごしくださいorz
さて、今回の治具「ヒートインサーター」は「ローラースタンド」と組み合わせて使用する治具となります。
また、作成するものによってはアルミローラの加工が必要となります。ローラ加工で精度を出す為にはある程度の熟練度が必要になります。本治具ではアルミローラの加工については補助機能はございません。
ご了承下さい。
はじめに
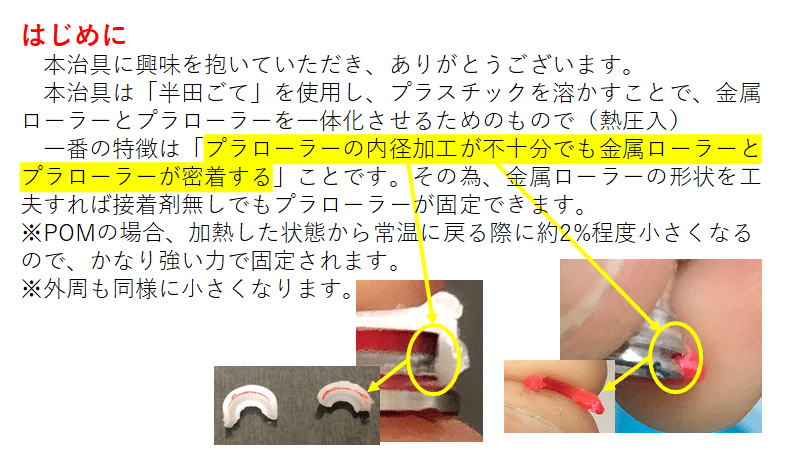
今回の治具は今までの改造ではあまり使用されなかった「半田ごて」を使用して「熱圧入」する治具となっております。
そのため、使用上の注意はしっかり読んでください。
また、火事には十分注意を払ってください。
「熱圧入」とは熱によりプラが柔らかくなっている状態で金属を圧入する方法です。ある程度凸凹している形状でもしっかり密着します。また、POMの場合は約2%収縮するのでかなり強い力で固定されます。
具体的には、金属リングを熱圧入しネジロックでベアリングを固定。1日後にベアリングのみに力を加え、ベアリングが外れても金属リングはびくともしませんでした。
また、本加工で作成するものは「マニローラー」ではありません。ご注意ください。
あのローラーはあかりさん(@miAdmiral)の作成されたローラーの名称です。あのレベルの構造と精度はずっと研究されているあかりさんだから作れる作品です。
治具の力だけではあのレベルは無理です。
ご了承ください。
使用上の注意

何度でも言いますが、特に火事には十分注意して下さい。できれば休憩時でも半田ごてのコンセントを抜いて下さい。
アルマイトは高温で剥がれる場合もございます。使用する際はご注意ください。
なお、熱圧入には10~15分ほど時間がかかります。慌てずゆっくり加工してください。
私が使用している半田ごては100V40Wです。出来る限りW数が大きいものをご使用下さい。

また、半田ごての写真の部分が11㎜以上、直径が4㎜程度のものをご使用下さい。
ヒートチップに熱が上手く伝わらず、加熱不良になります。(8/12追記)
なお、加工したローラーをコース、あるいはレールでの使用の可否については店舗様、運営者様にご確認をお願いします。使用不可などの際のトラブルに関しましては当方ならびにP!MODEL LABOでは一切の責任を負いかねます。
何卒ご了承ください。
作成例
そもそも半田ごてを使用した加工というのはあまり例がないため、「どんなものが作れるのか」と疑問に思う方も多いと思います。
その為、作成例の紹介からさせていただきます。
なお「☆」が多いほど加工や意識することが増え、作るのが難しくなります。
①プラローラー(☆★★)

プラローラにベアリングを仕込むための穴を開けます。
加工無しでも作成できますが、下穴を開けておいた方がバリが少なく、治具から取り外すのも楽になります。
②プラローラーin金属リング(☆★★)

プラローラーにベアリングの内輪(金属リング)を熱圧入したもの。
ベアリングの固定がしっかりできるのが特徴。
ローラースタンドで穴あけを失敗した物を使うと、比較的バリも少なくきれいに作れる。
再利用万歳w

プラローラに熱圧入する金属リングはベアリングの内輪(写真の部分)です。
850や9、11、13mmベアリングを分解すると取り出せます。
それぞれのベアリング毎に寸法が異なります。目的に応じたものをご使用ください。
分解方法などは下記を参照ください(9/11追記)
③ダブルアルミwithプラリング(☆☆★)

12-13WAでも8-9WAでも作成可能です(8-9WAは熱圧入後のプラ部分の加工量が多くなります)
また、アルミ部分も加工が必要になります。リューターにかませる方法は色々あると思いますが、ミニ四駆のパーツで出来るオススメの組み合わせを紹介します。



スタビローラーの取り付けネジを軸にし、ダブルアルミのベアリングを入れる部分に520ベアリングのアルミワッシャーを入れ、950ベアリングワッシャーで挟みます。
520アルミワッシャーを中に入れるのは、950ベアリングワッシャーの凸より直径が僅かに大きいからです。
なお、ゴムリング付きダブルアルミにプラリングを取り付ける際には写真の箇所を削って下さい。
目安としてはゴムリングを取り付ける溝がギリギリ無加工で残る程度です。

プラローラの厚みが足りない為、リングの位置がズレます。(8/19追記)

④19mmオールアルミwithプラリング

AAを加工すること以外の加工がほぼ無いので、この治具を使用するうえで一番お勧めできるかもしれません。
むしろこの治具以外でこれを作るのは中々大変かと(;^_^A
⑤19mmオールアルミwithプラリング(多色)

頭おかしいって言われましたw
他のアルミローラーでも作成可能ですが、最初に作るのであれば19mmAAが一番簡単なのでオススメです。
これの精度はこと程度です。

13mmAAだと色のバリエーションも豊富ですが、プラローラーをがっつり削る下準備が必要になります。
※写真のローラーは外周加工に失敗してます。取付自体は上手くいったんですが・・・orz
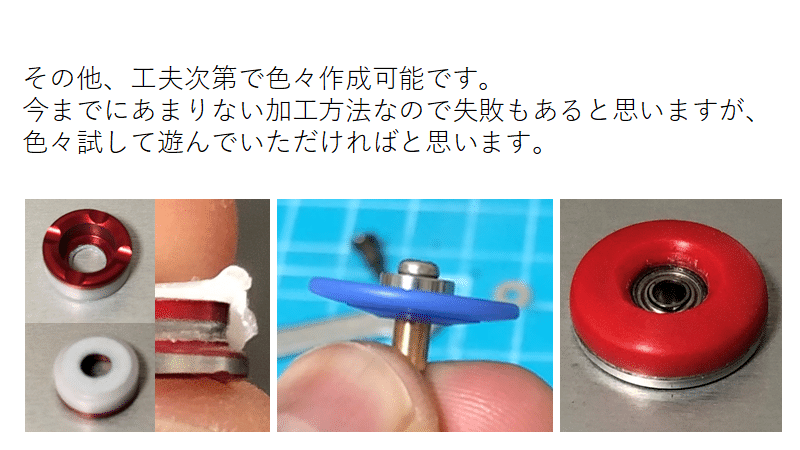
この治具は「金属にプラスチックを取り付ける」ことが主体なので、使用者の工夫次第で色々できます^^
ちなみに写真で載せているのは私が色々試作した際、1~2回目のものばかりです(ローラー加工もこの治具を試作した時に初めて挑戦しました)
また、使用した電動工具はリュータのみです。
ご購入頂いた方々の工具やスキル次第では、もっと面白いものを作成して頂けるのではないかとワクワクしております^^
・アルミの汚れ
アルミを使用した場合ですが、表面が酸化されて汚れる事を確認しました。

これは加工した翌日以降に表面を紙やすりなどで磨けば解決します。

これは磨いた後1ヶ月経過したものです。
ご覧の様に再発はありませんでした(9/3追加)
使用方法(準備物)
それでは使用方法の説明に入りたいと思います。
まず、準備するものはこちらです。

まず、ヒートインサーターはこちらのA(ヒートチップ)とB(ガイドスタンド)のセットになっています。

熱圧入後、完全に冷却するまで待ってからローラーを取り出すのであれば軍手は不要ですが、ステンレス製である為、自然冷却は時間が掛かります。
軍手にはナイロン製のものもあるのでご注意ください(溶けます)
使用方法(コツ)


熱圧入は初めての方が多いと思いますが、上記の2点に気を付ければ大体上手くいきます。また、少々気長に待つことも大切です。
使用方法(プラローラーin11㎜ベアリングの金属リング)
まずはプラローラーin金属リングを作るための治具の使用方法です。
基本的な使用方法となります。
ヒートチップの寸法により金属リングがずれる可能性がある為、使用方法を修正(9/15)


なお、19mmプラローラーは軸の部分が溶けて金属リングを固定できないのでプラローラー系は作成できません(上図に19mmと書いたのは、アルミローラーが対象です)

ヒートチップの先端は「金属リングはスッと入るが逆さまにしても簡単には落ちない」程度の寸法にしております。

半田ごては軽く下に押さえる程度の力にしてください。
強く押さえるとヒートチップから抜けなくなる場合がございます。
押さえる時は割り箸を利用してください。
また、数分に1度割り箸でヒートチップを下に押さえながら半田ごての抜き差しを行ってください。稀に半田ごてにより中の空気が抜けず、ヒートチップが下に押し込めない場合があります。

(9)は重要です。
なお、(9)の状態になったら加熱を終了して下さい。長時間の加熱は必要以上にプラスチックを溶かし、気泡の発生や想定外の箇所までプラスチックが付着するなどトラブルの原因になります。(8/12追記)
ご注意下さい。
また、20分たっても(9)の状態にならない場合は・・
1)ヒートチップが回ることを確認してください
→回らない場合、熱膨張によりはめあいがきつくなっている可能性があります。自然冷却後、ヒートチップにコンパウンドを塗り、ガイドスタンドに差し込み(差し込みも少しきついと思います)回転させてください。
最初よりスムーズに動くようになればOKです。
(250℃での熱膨張量も計算して寸法の設定はしておりますが、念のため)
また、水などで急速冷却をすると歪の原因になります。ご注意ください。

最後にバリを取って完成です。
ある程度ニッパーやカッターで除去したのち、不要なベアリングを挿入して、モーターピンにさし、リューターと円盤型のやすり等を利用して回転させながら削ると比較的綺麗に除去できます。
使用方法(プラローラーin11㎜以外の金属リング)

続きは11㎜ベアリングの金属リングと同じ手順です。
11㎜と同様に熱圧入した場合、金属リングの上下方向の中心位置がずれてしまうので注意が必要です。
使用方法(ダブルアルミwithプラリン)

(1)の形状によってはプラが外れやすくなるのでご注意ください。
段差になってる1番下の部分(プラローラに接する箇所)の直径を「元々の直径-2㎜以下」にする事をオススメします。(9/18追加)
また、複雑な構造にするとプラが隙間に入りきらない場合があるので、図ぐらいの加工に留めておいてください。
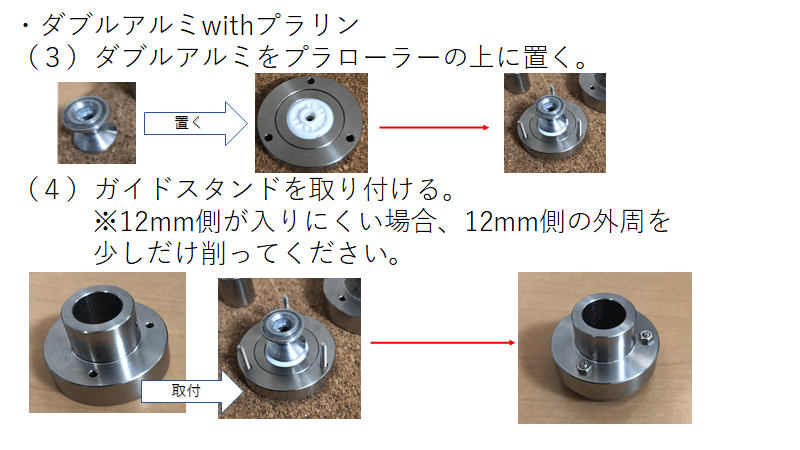
ガイドスタンドの穴は直径12mm以上ですが、12mmのローラーが入りにくい場合がございます。その場合は12mmのローラー外周をほんの僅か削ってください。(11.95mm程度で余裕で入るようになります。お手を煩わせるような構造になり申し訳ありません)
なお、12㎜無加工、もしくは13-13ダブルアルミを作成したい場合はヒートインサーターとローラースタンドの間にアルミスペーサをご利用下さい。


使用方法(19mmオールアルミwithプラリン)
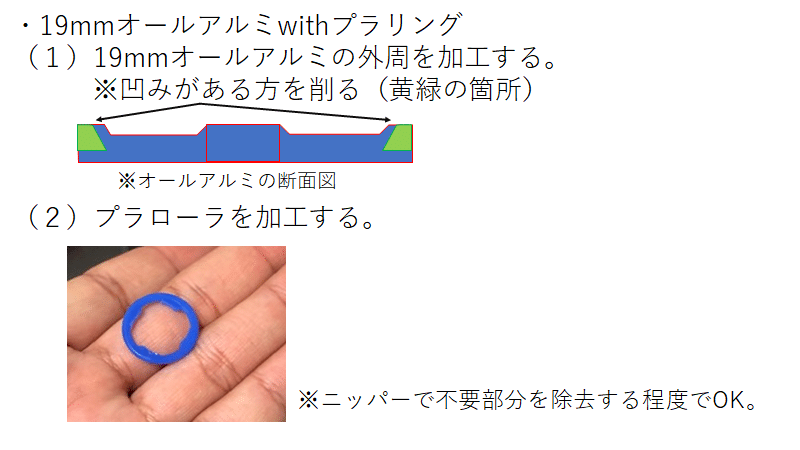
(1)のように余分なプラスチックが逃げるための凹み部分が残るようにして下さい。逃げ場所が無いといつまでたってもコツ①の状態になりません。
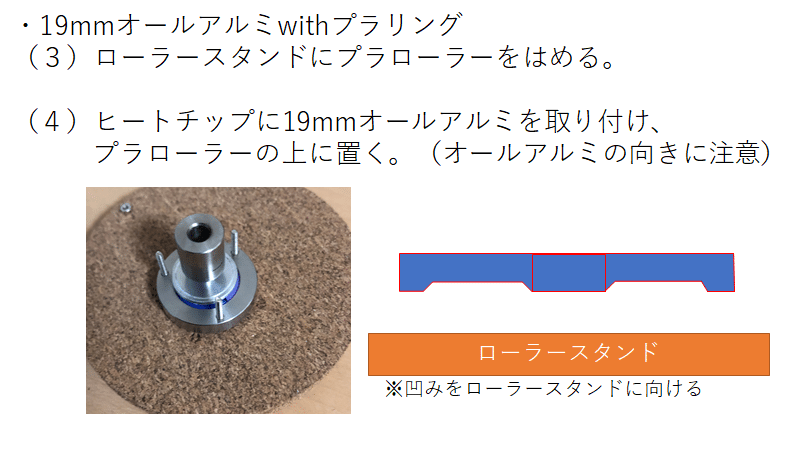
向きに注意して下さい。
なお、ヒートチップの先端にアルミローラーを取り付ける際、あまりに固いようであれば、先端にコンパウンドを塗布後、ベアリングの内径の金属リングを差し込み、回転させてください。ほんの僅か(0.01mm程度)でも小さくなればある程度楽にアルミローラーの付け外しができるようになります。

赤〇の部分は本当にあっさり取れます。
使用方法(19mmオールアルミwithプラリン)

13mmAAでも同様ですが、余分なプラの逃げ場所が小さいので、出来るだけ余分なプラが無いように、プラローラーの加工をする必要があります。
その他

以上です。
熱圧入するだけの治具ですが、今まであまり採用されてない加工方法なので、他にも想定外の作品を作れる方法があるかもしれません。
是非お試しください^^
最後に
このような奇妙な治具に興味を持って頂けたこと、大変うれしく思います。
末永く皆様のお手元で活躍できるよう、製作者として願っております。
最後までお付き合いいただきありがとうございました。
・・・もしかしたらあと少しだけ「先」があるかもしれません・・・
この記事が気に入ったらサポートをしてみませんか?