
板金の材料取りとは?

こんにちは。たらーちです。
今回は、板金の材料取りについて説明していきます。そもそも、板金加工とはどんな材料を使ってどのように加工されていくのかを解説していきます。
まず、材料は「板材」と呼ばれる厚さ6mm程度までの薄い板を使用します。
弊社ですと0.8mm~3.2mmまでの品物が比較的多いです。
材料サイズは規格で決まっていて、まず鋼材メーカーが、ロール状に巻かれている板材を決められたサイズにカットしていきます。例えばサブロクであれば914mmの幅でロール状に巻かれていて、そこから1829mmにカットしていくという訳です。
SPCC、SECCなどの鋼板は、サブロク(914mm×1829mm)やシハチ(1219mm×2438mm)など長さの単位が「尺」になっています。
※1尺=30.303㎝
ステンレス板は、サブロクという規格は無くメーター板(1000mm×2000mm)があります。それ以上のサイズは「定尺」となります。
そこから材料商社を介して、板金加工会社に納入されます。この時にあらかじめカットしてもらう場合もあります。基本的に幅は変えずに長手方向をカットします。サブロクを例にすると、幅914mmは変えずに1829mmを609mm(3等分)にカットしてもらうなど。
さて、本題に入りますがこの板材から品物を加工していくわけですが、一枚の板からより多くの品物を加工できればムダが少なくなります。つまり材料原価が下がるのです。
通常の材料取りは一つの品物を複数個加工する場合が多いです。加工機に品物Aのプログラムを呼び出し、取り数(横×縦)を決めます。例えば
横に3個、縦に3個とすると合計9個加工できます。これを「多数個取り」と呼びます。この時に品物同士の間隔を桟(さん)幅と呼びます。この桟幅が狭すぎると加工不良になり、広すぎるとムダが多くなります。

ではこのような場合はどうでしょうか。

なんとなくムダが多いですよね?
反転させればもっと多く加工できそうです。
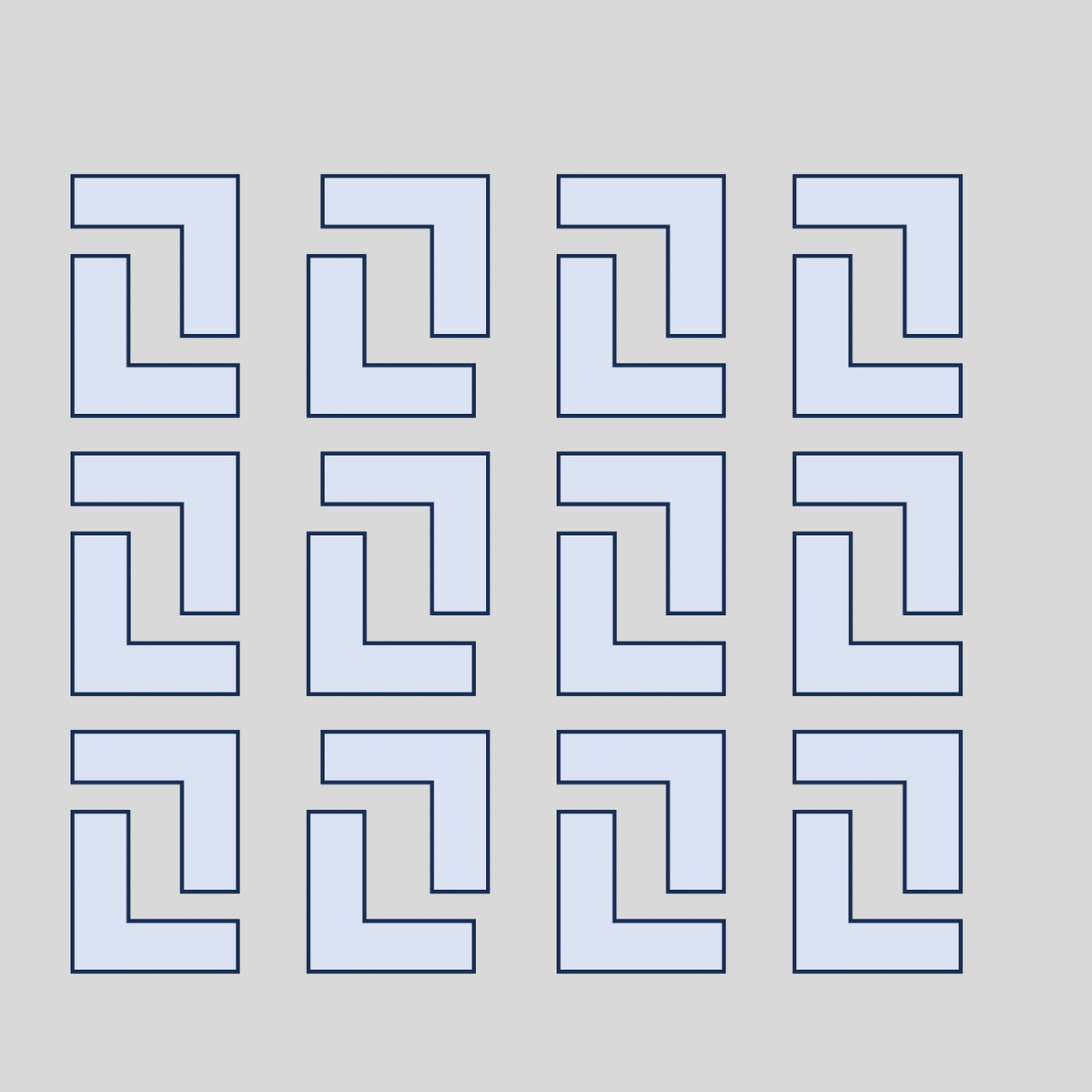
このように一つの品物を抱き合わせてセットの状態で多数個取りをすることを「セット取り」と呼びます。多数個取りは基準点から横と縦に並んでいきますので四角い形ほどムダが少なります。ですので、品物を反転させて抱き合わせるようにしてプログラムを作成します。
ではこのような場合はどうでしょうか。

円形状のものはどうしても材料のムダが多くなります。ましてや中抜きしていますので通常ですと材料のほとんどを廃棄することになります。この場合、隙間や中抜き部に他の品物を入れることでムダを少なくできます。

このように一枚の板材から同時に複数の品物を加工することを「ネスティン
グ」と呼びます。
いかがでしたでしょうか。板金部品における材料費比率は高いですので、いかに材料をムダなく使えるかがコストダウンのポイントになってきます。設計するうえでも、展開すると定尺から何個加工できるのかという事まで考えられると良いですよね!
最後までお読みくださりありがとうございました。
この記事が気に入ったらサポートをしてみませんか?