
X1 Carbon で Pxmalion TPU フィラメントを扱うための備忘録

Pxmalion の TPU フィラメントは割と安くて品質も悪くなくて人気のフィラメントです。が、今回始めて X1 Carbon で使ってものすごくセッティングを出すまでに苦労したのでその備忘録。
とにかく途中で詰まる
ひとまず、Generic TPU の設定で始めてみたのですが、とにかく途中で詰まりました。というかはじめはまともにフィラメントがでてこない事もあったりして泣きそうになりました。
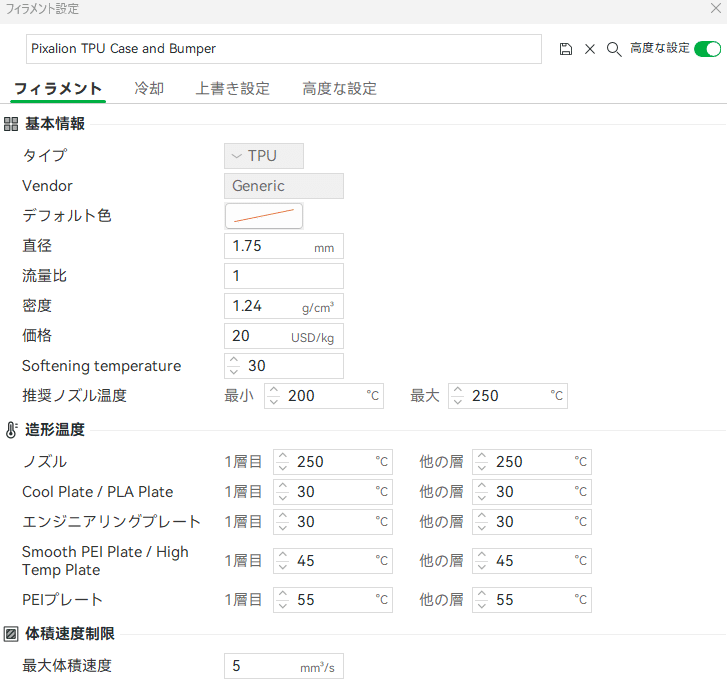
このフィラメントの推奨ノズル温度は 190-230℃で、ベッドは 60℃。それ以外の情報はありません。特に X1 Carbon で欲しい Volumetric Speed の情報は自分で調べないといけません。
結論から行くとむっちゃ温度を上げました。ノズル温度は 250℃がべすとでした。245℃でも途中で詰まったり、排出量が減ってスカスカになったりしました。もう一つの条件が最大体積速度で 5mm3/sに落ち着きました。この条件で初めて「印刷ができる状態」にできたわけです。
糸引き
仕方がない、として割と気にしていなかった糸引きですが、作成物の表面に出来てしまうと困り物で、対処しました。
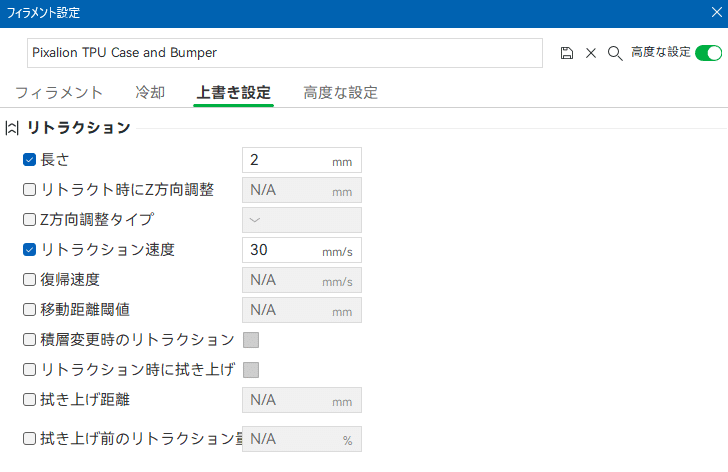
糸引き対策の方法の一つが温度を下げることでしたが、これ以上温度を下げると詰まる原因になるので下げられず。もう一つの王道の手段であるリトラクションの調整で対応しました。
最終的にリトラクションはデフォルトの0.4mmから2mmに変更し、リトラクションの速度は 30mm/s としました。速く長くです。割としっかり効果が出てほぼ糸引きがなくなりました。
サポート
TPUはサポートも面倒です。下手に造形物と癒着してしまうと剥がれなかったり跡が残ったりします。形状も大事で造形物への影響を考慮する必要があります。その上しっかり穴形状へのサポートも必要です。垂れると汚いので。
サポート形状は Sungです。デフォルトで「Remove Small overhangs」にチェックが入っていましたが、TPUは小さいところでも垂れると目立つのでこれはチェックを外します。

標準のサポート設定では、造形物とくっつきすぎるのでZ方向の間隔を標準の0.2mmから0.3mmに変更します。基本はジグザグの直線形式でパターン感覚が2.5mmだったのですが、割と薄くて剥がすときに千切れてしまいます。

そのためパターン間隔を0mmとしました。結果として高密度の厚さ数mmのしっかりしたサポートが出来ます。剥がしやすくなりました。フィラメントの使用量も増え時間は+25分となりましたが、その後の作業が楽になります。

もしかしたら0.5mmくらいでも良かったかもしれません。時間も+8分程度なので費用対効果が高そうです。


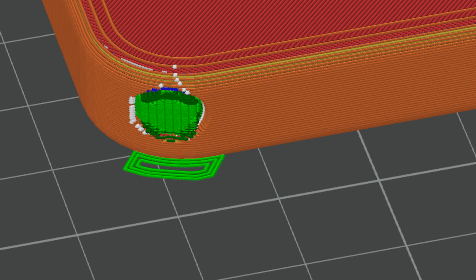
また、接触面パターンも同心円としたことで、数本の線上のフィラメントで接触するので剥がれやすくあとも残らなくなります。


この時、飛び出たサポートの下に用途不明のサポートがベースに作られる現象がありました。
これを防止するための「通常サポート拡大」で -0.1mm の設定を行いサポートが飛び出ることを防止してみました。

その結果謎のサポートは発生しなくなります。

積層ピッチ
割とびっくりしたのが積層ピッチの変更の効果は少ない。ということでした。最大体積速度が低いせいかもしれません。結局積層ピッチを上げても、最大体積速度の制限で速度を遅くせざるを得なくなる可能性があります。なので、積層ピッチを0.2mmから0.28mmに変更してもむしろ印刷時間が伸びてしまいました。0.16mm High Quality にしても +4min 程度の変化で、これはやるべきかもしれません。

ただあまり薄くしすぎて、詰まってしまう原因になっても困るので 0.2mmの標準設定が良いでしょう。
皆様からのサポートで、私も何かをサポートできるような更新を目指します。