
フィラメントの最適なノズル温度を調べる

今まで直感でノズル温度を設定し印刷をしていたのですが、本当に最適な数値が知りたくなり、実際にテストデータで調べてみることにしました。
今回テストに使う機器
・機種 Creality Ender-3 Pro
・穴径 0.4mm
・フィラメント SANLU ABS(BLACK)
テストデータはThingiverseで配布されているデータを使わせてもらいました。
今回はABSの検証ですが、PLA、PETG用のテストデータも同封されており、ブリッジ、オーバーハング(2種類)、円錐、の温度毎のベンチマークを測定できます。

勿論ながらこのまま.stlデータを読み込んで.gcodeに変換しただけではベンチマークを測定することは出来ません。測定するためには階層毎の温度を設定して上げる必要があります。
Cura側の設定
基本的な設定はテストデータ配布ページに記載されているPrintSettingに基づきます。
・積層の高さ 0.2 mm
・インフィル 15%
・ノズル温度 250℃
・ファン回転率 70%
・サポート材 不要
まずこのテストを成立させるためには各階層毎の適切なノズル温度を設定する必要があります。Cureを開いて左上から「Extensions」→「Post Processing」→「Modify G-code」を選択しましょう。

上記の画面が出てくると思います。(これは設定が終わった状態ですが)
画面が出てきたら、「Add a script」から「Change AtZ」を選択、各種設定を行っていきます。
各種設定(変更部のみ記載)
・Trigger
Z軸の高さ(mm単位)またはレイヤー数どちらでその設定を適応するかを選択します。今回はレイヤー数を使うので「Layer No.」を選択
・Change Extruder 1 Temp
ノズル温度を変更する欄です。✓を入れ「Extruder 1 Temp」に設定する温度を入れます。
設定の手順
上記の画像を見ていただければわかると思いますが各階層1つ1つに設定を行っています。(階層は11個なので10個似たような設定をします。)
各種数値に於きましては
・Layer No.
一番最初の設定では「58」を入力します。2個目以降は、直前のLayer No. +50を入力します。
・Extruder 1 Temp
一番最初の設定では「245」を入力します。2個目以降は、直前の数値から-5した値をを入力します。
多少雑な説明になってしまいましたが以上で設定の方は終わりです。
実際に印刷をしてみた

はぁぁぁぁぁ・・・・!!
すごいことになってます。
原因としては温度が下がるにつれ印刷時の抵抗が増えていき、造形物がノズルに引っかかって一気にバキバキと・・・
最低温度を210℃に設定して再印刷。
210℃以降も印刷がされますが温度は210℃一定になります。

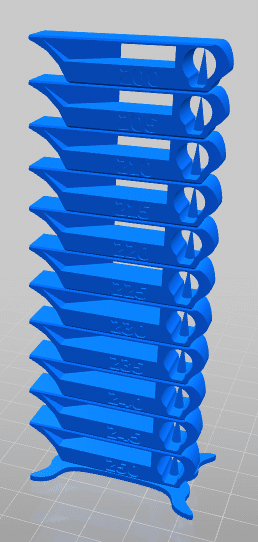
結果


2回目でうまく印刷ができました。
画像では分かりにくいのですが温度が下がったことで積層間強度が下がっているのでしょうか?230℃あたりから右側のオーバーハングが積層割れを起こしています。ここらへんは凄く脆いです。
正直これでは少々分かりにくいですが245℃あたりが一番安定しているように見えますね。
まとめ
今回はABSのみの印刷を行いましたがABSに200℃の印刷は低すぎうまく造形が出来ないので同封されているABSでもPETG用データ(220~265℃)を使って印刷すると良いかもしれません。
この記事が気に入ったらサポートをしてみませんか?