ELEGOO MARS PRO のあれこれ

MARS pro購入おめでとうございます!という前提で話します!!
ようこそ光造形機の世界へ!これで創作の幅がぐっと広がること間違いなしです!
自分も今年の1月末にMARS PROを購入しディーラー用の原型や自分用のあれこれなどいろいろと作ってきました。
低価格ながらとても安定しており造形品も綺麗で本当に助けられております
この記事では半年間運用した中で得たもろもろのことをもとに、MARS PROの超入門編!ということで使い方やトラブルの対策などをつらつらと書いていきたいと思います。
自分自身もまだまだ初心者なので決して初心者以上のステップアップのための内容にはなっていませんし、自己流の部分も大きいので間違っている部分や勘違いしている部分もあるかと思いますが「光造形機を買ったのは今回が初めて」という方の少しでも助けになれれば幸いです。
ちなみに本文中でいくつかアマゾンへの商品リンクがありますがアフィリエイト的なものは一切ありません。なんと1円も入らねぇんだこれ。
各部の簡単な説明
まず各部の名称の簡単な説明になります。主にnote内で使われる名称で呼称しています。
レジンタンク

名前そのままにレジンを入れる容器です。左右のねじで固定されており取り外しができます。この底面に張られているのがフィルムです
プラットフォーム

造形物が定着する部分です。上のねじで本体と固定します。前面と画面向かって右側についている六角ネジはキャリブレーションを行う際に使います。
Z軸(リニアガイドとかその他名称いろいろ)

3Dプリンタの要とも呼べる部分。ここをトラブってるとだいたいひどい失敗をします。
液晶面(LCDスクリーン)
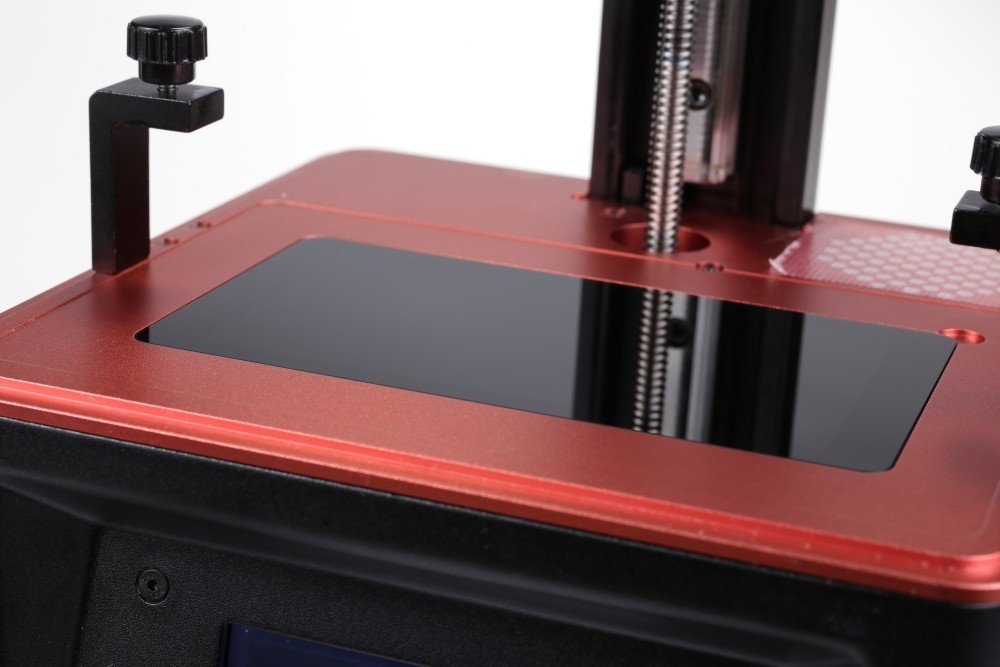
3Dプリンタの要その2。レジンを硬化させるためのUVをスライス画像通りに投影します。ここが汚れていたりそもそも破損しているとやっぱり失敗します。
本体の機能説明

まず起動するとこの画面になります。
順におって簡単に説明していきたいと思います
toolタブ

Manual
開くとこんな画面。Z軸の上下の操作を行う項目です。0.1mm、1mm、10mmは昇降する距離。ここを任意の距離に設定し矢印ボタンのどちらかを押すことでZ軸が動きます。
homeは設定した最下点までZ軸が下がります。主にキャリブレーションの際に使用しますが、これを使用する際は必ずフィルムを張った状態のバットを置くか、液晶面の上に紙などを置いた状態で使用してください。液晶面が傷つきますし最悪割れます。
Exposure

開くとこんな画面が出ます。200sというのはUVの照射時間で、+か-をタップすることで数を増減できます。

照射時間を設定したのち「NEXT」をタップすることでこんな感じでUVが照射されます。
用途的にはおそらくどれくらいの時間でプラットフォームに定着するのかのチェックのためのものかなと。終了する際は矢印をタップ。
Tank clean

タップするとExposureと同様の画面が表示されます。設定方法は同様。NEXTをタップすると液晶全面にUVを照射します。
主な使用場面は造形の失敗時。造形失敗時は結構な割合でフィルム側に造形物が張り付いて残ってることがあります。これが1箇所なら良いんですが2箇所3箇所とあるといちいち剥がすのも面倒だしフィルム傷つけるリスクが増します。なのでこの機能を利用しまとめて硬化させ剥がしてしまいます。照射時間はレジンによっても違いますが、SK水洗いレジンならだいたい10秒程度で大丈夫かと思います。
また、バットを取り外した状態で行えば液晶の欠けのチェックなんかもできます。もし造形品に謎の欠損があった場合は一度やってみると良いです。
Set Z=0
ゼロ点の設定を行います。あまり使いません
systemタブ
ここは正直あまり使う項目はないので割合します。
一つだけ使う所とすれば、informationをタップし左下のスピーカーボタンをタップすると消音モードになります。
消音モードにすると、プラットフォームが最下点に行った際、造形が終了の際に鳴るブザーが鳴らなくなります。
まず買ったらやること
この項目で必要な道具
・パーツクリーナー
・グリス(研磨剤なしのもの)
・繊維の出づらい布やウェス
まずZ軸のグリスをひっぺがして塗り直しましょう。
SK本舗さんverだと違うかもしれないんですが、Amazonで購入したMARSやMARS PROはZ軸とレール部分に青い謎グリスがべったりついています。
この謎グリス結構固めで、冬場はさらに硬くなって逆にZ軸の動きを阻害する場合があります。グリスなのに。
Z軸の動きが悪いと造形品に変なスジが入ったり縦に潰れたようになったりとロクなことないので、まずは綺麗さっぱりさせます。

パーツクリーナーをぶしゅーっと拭いて、繊維の出ない布でしっかり拭き取ります。このとき液晶面にはパーツクリーナーがかからないように厚手の布やビニールなどをかぶせておくと安心です。

拭き取りができたらグリスを薄く塗ります。この画像はグリスを刺してる感を出したかったのでとんでもない絵面になってますが、実際は指に少量取り軽く塗る感じでお願いします。そして最初にも書きましたがグリスは基本的には研磨剤などの含まれていないものを使用してください。
おすすめはベルハンマーのカートリッジグリス。少し値段は張りますが性能は非常に高く、一回に使う量もさほどでもないので一生モノです。
塗り終わったら4、5回Z軸を往復させグリスをなじませます。なじませ終わったらはみ出ているグリスを拭き取り完了です
塞げ!排気口!
この項で使う道具
・テープ(ビニール系かマスキングテープ)
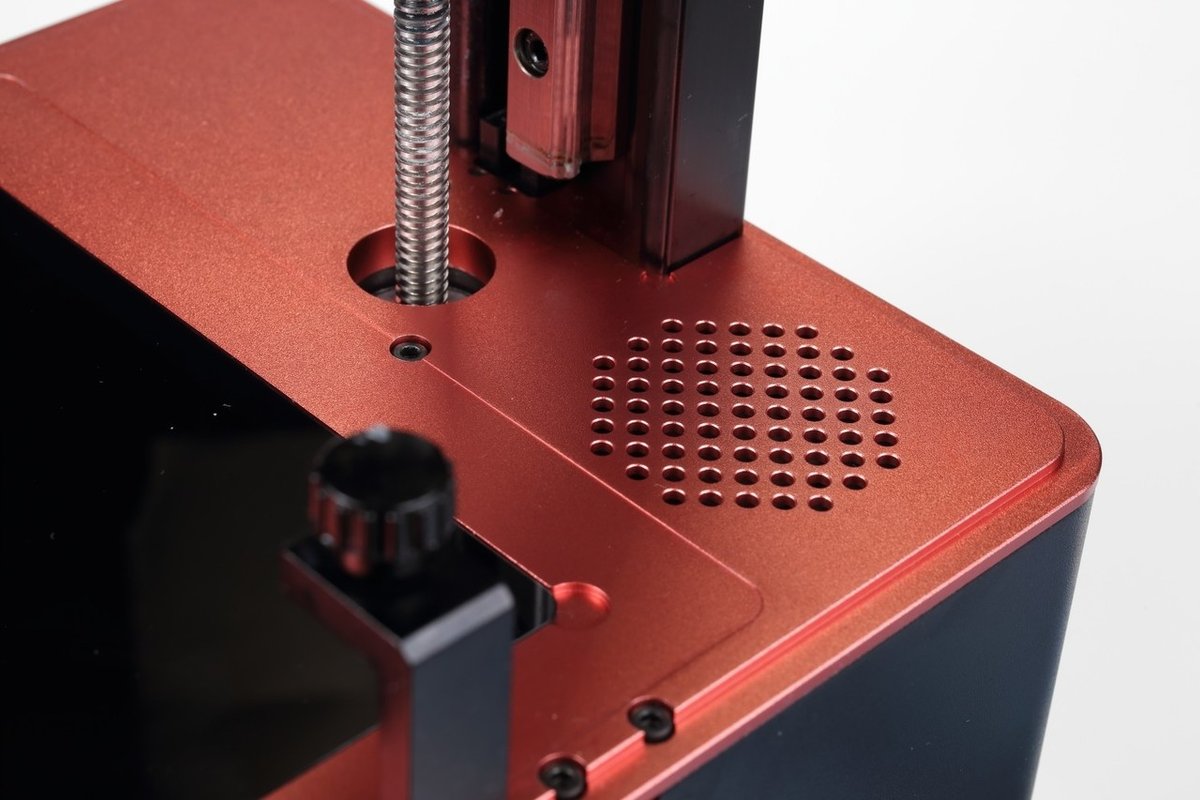
MARS PROはレジンの臭気対策にカーボンフィルターが設置されています。が!これ、見てわかる通りここにレジンが垂れる=機材の中にレジンが入るなので正直あんまりよくないです。
垂らさないしこぼさないが??って思ってる方、溢します。バット交換時、攪拌時、うっかり造形機本体にとぶつかったとき、意外と溢れるリスクは高いです。なので塞いでしまいましょう排気口。

方法は簡単。ビニール系なりマスキングテープなりレジンの染みづらいテープをぺたっと貼ります。心配なら少しだけ開けておくと良いです。ちなみに自分は完全に塞いで半年運用しましたが特に不具合はありませんでした。
造形開始!でもその前に!!
この項目で使う道具
・ドライヤー(できればヒートガン)
・湯煎(寒い時期の場合)
・腕力
・キッチン用温度計(任意)
まずキャリブレーションを行います。これに関してはSKショーコ様がアップされている記事が大変わかりやすいので参考にしてやってみてください。https://twitter.com/SK405chan/status/1279289828886974464?s=20
さあ記事を参考にキャリブレーションばっちり!!造形開始だ!!レジン だばぁ!!!とその前に!!!
光造形機は1度造形開始してしまえば後は終了までは何もできません。なので造形開始前にしっかりと準備をしてあげます。
まずレジンを注ぐ前に振ります。よく振ります。徹底的に振ります。これでもかというくらい振ります。最低でも1分くらい全力で振ります。
なんで振るかといいますと、色付きのレジンの場合は染料が沈殿している場合があるからです。これが攪拌不足だと妙な斑硬化になったりといいこと全くないので徹底的に混ぜます。
そして暑い時期で常温放置のレジンならあまり問題はないのですが、寒い時期で冷暗所に置いておいたレジンというのは当たり前だけど冷えています。
そして冷えているので粘度が高いです。そうなると振るときにかなり重く感じるうえに混ざりもよくないです。その場合は振る前に適当な容器に50℃
以上のお湯を貼って、そこにボトルごと入れます。そしてしばらくしたら軽く振ってみて、重みがなくなっていたら攪拌工程に移ってもらって大丈夫です。
攪拌が終わったらレジンタンクにレジンを注ぎます。よっしゃこれで造形 開始や!!!!!にはなりません。まだあります。
攪拌直後のレジンはだいぶ泡立った状態になっています。このまま造形を始めてしまうと造形物に気泡が噛んでしまい、変な欠けなどができてしまいます。なのでこの気泡をやっつけないといけません。そう、気泡は我らの永遠の敵なのです。
もちろん気泡が落ち着くまでしばらく放置してもOKですがドライヤーの温風を当てることで気泡を効率的に手早く処理することができます。バットからこぼれないように慎重に当てていきましょう。
しかもドライヤーの温風を当てることにはメリットがもう一つあります。それはレジンの温度を上昇させられることです。
光造形のレジンというのは製品にもよるのですが大体28℃~40℃くらいの温度の時に反応が元気になります。えっちな意味ではありません。より短い時間でバリっと綺麗に硬化してくれるという意味です。ただこれに関してはレジンによって最適な温度の違いがありますのでいろいろと試してみるしかないかなと思います。あくまで参考程度ですが SK水洗いレジンであれば自分は毎回35℃程度で行っています。
温度確認に関しては手袋して指つっこんで確認するストロングスタイルも ありますが、キッチン用の温度計を使うのが一番安心かなと。
ただキッチン用温度計はだいたい先端がとがってるので、フィルムを傷つけないように注意をお願いします。
レジン温まった!これで!すみませんまだ1工程ほどあります。プラットフォームの加熱です。
せっかく温めたレジンに冷えたプラットフォームが入るとどうなるか?そうですね、温度が下がります。なのでプラットフォーム自体もしっかりと温めてあげます。これに関してはドライヤーでやると結構な時間がかかってしまうため、できればヒートガンを使うことをおススメします。冬場であればストーブなんかの前においておいても良いですね。
ただあまりにも熱くしてしまうとフィルムや液晶面にダメージなってしまうので、50℃以下が塩梅だと思います。
もしストーブもヒートガンもない場合は、しっかりと水気をふき取るという条件つきですがお湯をぶっかけるという手もあります。
ただしあんまりおススメはしないです。自分は結構やっていますが自己責任でお願いします。
これで事前準備は終了!文章で書くと面倒くせぇ!!!ってなりますがなれてしまえば意外とちゃっちゃか終わります。
最後にネジのゆるみなどがないかすべて確認し造形開始ボタンを押します。一度押してしまえばあとは成功を祈るのみ・・・・
造形完了!後処理の手順について
この項目で使う道具
・スクレーパー(本体付属のもので可)
・刷毛
・塗料用ストレーナー
・PP製のコップ
祈りは通じましたか?成功していたなら大喜びしましょう!
造形品の洗浄手順に関しては検索すれば詳しい記事が山ほどありますので、ここでは機材の部分に焦点を当てて書いていきます。
プラットフォーム

定着面を軽く触り、取り切れなかったレジンによる凹凸がないかしっかり確認します。もし残っている場合は付属のスクレーパーを使いしっかりとそぎ落とします。
凹凸が残っている状態で再度造形を行うとキャリブレーションが狂ったり
造形物が定着しなかったり最悪の場合液晶が割れてしまうこともあります。なのでしっかりと行いましょう。
レジンタンク まず細めの刷毛などで軽くレジンをかき混ぜ、フィルムにゴミなどが定着していないか確かめます。もし定着している場合はTank clean機能を使ってまとめて固めたあとに剥がします。心配な場合や、かき混ぜた際に細かいゴミなどがレジン内に浮いているのを見つけた場合はレジンを一度ストレーナーで濾します。濾す際は100円ショップなどに売っているPP製のコップを使用します。
また、一度レジンタンクに居れたレジンは再びレジンのボトル内に戻すのはあまりお勧めしません。もし一時的に保管したい場合などは遮光がしっかりできる容器に入れましょう。
プラットフォームに!造形物が!つかない!
多分光造形機を初めてつかうと真っ先にぶち当たるトラブルだと思います。なお何年たっても、どんな機種を使っていてもそこそこある模様。
このトラブルに出くわした際に自分が行っていることを書いていきます。
・0点を確認する
まずこれが一番最初に確認するべき部分かなと思います。プラットフォームを取り付けレジンタンクを外し液晶面にコピー用紙を2枚重ねて敷き、その状態で本体のHOMEボタンをタップしZ軸を最下点まで下ろします。
きちんと0点が取れているならば最下点まで下りた時点で、プラットフォームと液晶面の間に挟まったコピー用紙は少し強めに引っ張らないと動かないくらいになっているはずです。これがあまりにもスカスカな場合はフィルムとの間にも同様の隙間があるということなので、造形物は定着しません。
この場合は再度のキャリブレーションを行います。
・レジンタンク内にゴミが残っていないか確認する
レジンの液内に硬化レジンの欠片などが残っていると、それがフィルムとプラットフォームの間に挟まり定着を邪魔している場合もあります。
もしゴミがあった場合はピンセットで取り除くがストレーナーで濾過を行います。
・プラットフォームがきちんと平滑が確認する
後処理の項目でも書きましたが、プラットフォーム上のゴミやレジンカスも定着を大いに邪魔します。しっかりとスクレーパーなどで除去します。
・キャリブレーションを行う
いや結局キャリブレーションするんかい!そうです。します。
そもそも0点が取れていない場合もありますが、いろいろな要因でプラットフォームがの六角ネジが緩んでしまい傾いてしまう場合もあります。その場合、フィルム面との平行が取れていないので当然ミスります。なので大体の場合キャリブレーションは行います。
・露光時間を見直す

ここからはCHITUBOXの設定の見直しになります。
まずは初期層の露光時間の部分を見直します。この部分の露光時間が足りないとだいたい定着しません。
ほぼすべての造形機に言えることなのですが、デフォルトの設定は自社の純正レジンないし推奨レジンをもとにしたものです。そのため他社製レジンを使う場合は、デフォルト設定だと露光時間が足りず落ちることが多々あります。
なので自分は0点とキャリブレーションを行い、それでも定着しなかった場合はここの時間を多めにします。
参考程度ですが、自分はSK水洗いレジンを使用する場合は75秒程度で行っています。
・初期層上昇速度を遅くする
これも露光時間と合わせて見直すことが多いです。
初期層上昇速度とはなんぞや?といいますと、積層の最初の数層(初期層の項目で設定した任意のレイヤー数)をフィルムからはがすときのZ軸の上昇速度です。
基本的にフィルムからはがす際は、速度速めで剥がすよりはゆっくりと剥がしたほうがフィルム側から剥がれやすい、つまりプラットフォーム側に定着しやすくなります。なのでこの部分の数値もデフォルトより小さい数字に設定して様子をみます。
・初期層リフト距離を多めにとる
これも露光時間、上昇速度と合わせて見直しています。
初期層リフト距離というのは、UVを照射後にどの程度の距離Z軸が上昇するかということになります。
この部分の数字を大きくするとZ軸とプラットフォームがよりぐいっと上昇するようになり、フィルムから造形物をはがす力が強くなります。
定着しない場合はこの部分も少し見直してみてもいいかもしれません。
・造形物のチェックを行う

ChituBOXのプレビュー画面で視点を下側からにし、底面がしっかりと緑色になっているか確認します。

ChituBOXでサポートつけを行っている場合はまずまず起きないのですが
これがまれに他のサポートつけソフトから持ってきたデータとかだとエラーで緑になっていない場合があります。この部分も一応確認します。
・スライス画像のチェックを行う

スライスを行ったらプレビュー画面で1層目にしっかりと最底面の画像が表示されているか確認します。
まれにスライスエラーがありますので、ここでしっかりと表示されない場合は再スライスを行います。
おまけ:設定を詰めてみよう
これは応用編になるので特に読まなくても大丈夫です。
ただし純正以外のレジンを使う方はもしかしたらちょっと参考になるかもしれません。
レジンは露光時間が足りなければ定着しないし硬化しきらない反面、露光時間が多すぎると太ってしまいます。
例えば3ミリで設計した丸棒を出力した場合、露光時間が多すぎると3.2ミリとかになってしまいます。凹軸なんかはさらに顕著で、3ミリで設計しても内径2.6ミリとかになること多々あります。
そして細いスジボリやモールドなんかも露光時間が多すぎると狭まったり、最悪消滅したりします。
なので硬化はしてしっかりと定着はするけども、太りは最小限に抑えられて綺麗に出力できる露光時間を詰める必要があります。どこまで攻めるかは人それぞれなのですが、個人的には新しいレジンを使った際は最低限凸軸が きちんと寸法通りに出る程度には設定を詰めています。

まずこんな感じのデータを用意します。そして一度適当な露光時間で出力します。
出力後、定着していなかったり剥がれがあれば露光時間を伸ばして再出力を行います。
出力が成功していた場合は洗浄を二次硬化をしたのち、スジボリと軸の太さ確認を行います。もしスジボリが埋まっていたり軸がデータ上より太かった場合は露光時間を減らして再度出力を行います。
これをひたすら繰り返して定着はするけど太りは最小限でスジボリも綺麗に出る露光時間を探していきます。
少し面倒だし時間はかかりますが、最適な時間を設定できると造形時間の短縮にもなり、一度決まればあとはずっと活用できるので時間があればぜひチャレンジしてみてください。
ただし注意があり、このデータでの露光時間はあくまで目安になります。
もしこれより大きなものを出力する場合は少し露光時間は多めに取ったほうが安定しますしもっと小さい物を出すのであれば、それはそれで少しテストが必要になります。
実はこれ以外にも上昇速度や上昇距離を詰めていくという部分もあるのですが、そこに関しては自分もまだまだ研究中なのでむしろ教えてほしいです。
やや面倒かもしれませんが個人的にはこれが光造形機の楽しいとこだと思いますので、機械弄りや設定弄り好きな方はぜひ楽しんじゃってください。
この記事が気に入ったらサポートをしてみませんか?