
【蔵人交流会資料】酵母と乳酸菌とダイアセチル

◎ダイアセチル/ ジアセチル

どちらも同じものだが業界によって呼び方が違う。
ビール業界、醸造業界…ダイアセチル
日本酒業界、化学業界…ジアセチル
◎香りの特徴
バター、ヨーグルト、乳製品の香り。醸造業界では一定量を超えると不快なオフフレーバーとなると言われている。日本酒的にはつわり香。約25%の人が感覚的に鈍い。発酵乳製品(バター、チーズ、ヨーグルトなど)を長らく摂取してきた民族では好意的に捉える。閾値が高く幅が広い(10ppb~200bbp)。
◎ジアセチル生成
・酵母が生成する
酵母増殖→ピルビン酸→αアセト乳酸→(省略)→ジアセチル
※酵母の種類によって前駆体の生成量が違う。
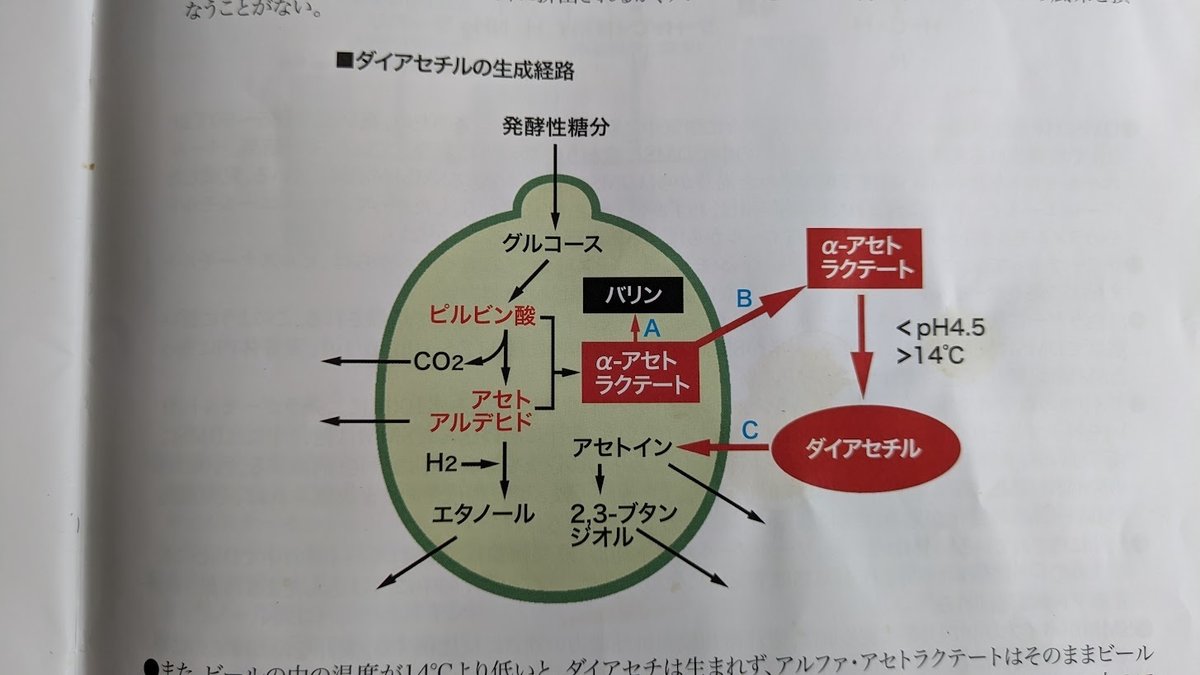
酵母増殖が旺盛なもろみ初期で前駆体が発生しやすい。
温度が低い、アルコール度数が低いと発生しやすい。
酵母増殖の際、アミノ酸であるバリンが必要。醪中に少ないと酵母自身でバリンをつくろうとしてアセト乳酸を出やすい(高精白、麹不足)。
醪中の酸素濃度が下がると酵母増殖が収まるためアセト乳酸の生成も収まる。結局、温度が高くても低くても増える。
上槽後にジアセチルが感じられなくても、酒の中にジア前駆体が残っていれば瓶詰め後にもジアセチルが現れる。
・乳酸菌が生成する。
乳酸菌増殖→ピルビン酸→アセトイン→ジアセチル
※乳酸菌の種類によって前駆体の生成量が違う。
・発酵しているもの(酵母・乳酸菌などの微生物が増殖するもの)には必ず存在する発酵臭。酵母や乳酸菌の種類によって前駆体の少ないものや多いものなどさまざま。その製品特性によって選抜されている。

・乳酸発酵と酵母発酵が絡むと単純に足し算でジアセチルが多くなる。乳酸菌発酵で酸性環境をつくって酵母発酵させる手法は果実酒や穀物酒を問わず全世界共通の酒造法であるし、糖分がそこにあれば放置するだけで乳酸菌が増えるので、酒=ジアセチルの香りがある液体とも言えるし地域性と相まって地酒の特徴的な香味となっていることもある。しかし過剰に多いのも困る場合がある。
◎ダイアセチルレスト

ジアセチルがもろみに溜まっても、酵母が活性していればジアセチルを吸着して無臭物質(2-3ブタンジオールやアセトイン)に変換する。ビール業界ではダイアセチルレストと呼ぶ。
日本酒業界では言葉はなく一般に認知されている様子はあまりないがダイアセチルやつわり香を調べるとちゃんと出てくる。呼び名としては、もろみ熟成?酵母レスト?吟醸?
ジアセチルはかならず出るしそのコントロールは難しい。
ならばジアセチルを無臭物質にするレスト期間を設ければ良い。
酵母数量が少ない=レストが弱い。
酵母数量が多い=前駆体が多いしアルコールが多くなる。
結局、官能評価で適度なポイントを探るしかない。
それはもう感覚的にやっているかもしれない。
・上槽後に酵母活性する時間をつくる。搾ってすぐにろ過や火入れをすると酵母活性が失われてジアセチルが残るため、上槽より3日程度そのまま置く。15.5度で12時間という話もあり。
・もろみ期間をのばして、もろみ期間中にレストする。
低アルコール期間の長いもろみ=吟醸造り
・ただし日本酒の場合はアルコール度数が高いので酵母溶解のリスクとの天秤になる。このあたりがレストの概念が広まっていない要因か。普通酒のような高温短期高アルコール速醸もろみにつわり香が出る理由がここにありそう。
◎火落ち菌(アルコール耐性のある乳酸菌の総称)

アルコール知性がありジアセチル(つわり香)を多く生成する乳酸菌。酒の火当て後(酵母活性が失われた状態)に乳酸菌が増えるためダイアセチルレストされずにジアセチルがどんどん貯まる。
もろみで乳酸菌が増えた場合は酵母も同時に活性しているためジアセチルはレストされていく。
また乳酸菌と酵母の同時発酵では高酸性状態などのため酵母のアルコール発酵が緩慢になり、おのずとレスト期間が長くなる。
俗称としては火落ち菌の増殖だが、火落ちはしていないので、火落ちとはまた別の現象。
◎もろみで乳酸菌が増えたら(経験談)
通常、酒母枯らし段階のアルコール濃度で乳酸菌は死滅する。酒母段階でアルコール耐性のある乳酸菌が増えていた場合、もろみでもそのままスムーズに初期段階から乳酸菌発酵して初期段階から酸度が上昇する。酵母発酵も緩慢になるため初期段階で気づくだろう。
酒母生酛系ではそもそも乳酸菌発酵を呼び込んでいるので、酒母段階では入られたらなかなか区別がつかない。生酛系では酸度が上がるため数値上でも気づきにくい。
酒母の使用ができるかどうかの判断方法としてはアルコールが10%程度の枯らし段階で火落ち菌検査を行う。通常の乳酸菌発酵であればアルコール8%程度で乳酸菌は死滅していると考えられるため、枯らし時期で乳酸菌が検出されれば火落ち菌であると言える。
火落ち菌検査キット(醸造協会)
ペトリフィルム(TM)培地 乳酸菌数測定用
https://axel.as-1.co.jp/asone/g/NC2-4226-15/
酒母段階ではアルコール耐性のある乳酸菌がおらず、醪の何らかの過程で混入して増殖した場合は醪の中ごろから酸度が上昇する。醪ポンプやホースなどの経路を探る。
もろみで乳酸菌が増えた場合は基本的には止められない。蔵の方針にもよるが酵母発酵を促していくことでアルコールの取得を目指す。アルコールが高いほうがその後の保存性やブレンドなどに有利に働くことが多い。酸度はアンモニア等で中和したり、蒸留することで二次利用が可能であり、そのままでもダイアセチルレストを駆使すれば割と美味しいので市場が受け入れてくれることもある。
もろみの物量が少ない場合は思い切って温度を上げて乳酸菌と酵母を死滅させ、冷やしてから再度、酵母を添加する手もある。
もろみでの乳酸菌発酵が確認されたら乾燥酵母を入れたり、15度程度をキープ、エアレーション(櫂入れ)、追水などしてアルコール生成を手助けする。道具経由や人経由の二次被害も十分に注意する。
生酛系で清酒酵母を添加していない酵母無添加の場合は野生酵母とのバランスでアルコール生成が弱いことも考えられるので乳酸菌優位となって酸度が相当に上る。
乾燥酵母を立ち上げて枝桶や麹四段などで物量を増やしてから添加してアルコール生成を促すと効果的。酵母添加していた場合は酵母発酵と乳酸発酵が同時に行われていると考えられるので清酒酵母の手助けをする。
もろみでの乳酸菌発酵はすぐに解決するものではない。醸造者の心身に相当のストレスを与える。一人で抱え込まず、まわりの人や、醸造仲間、先生方に相談しながら進めることをおすすめする。
この記事が気に入ったらサポートをしてみませんか?