
Part2 ガス圧接継手

建材試験センターの機関誌「建材試験情報」で2014年8月~2015年11月にかけて連載していた基礎講座「鉄筋継手の基礎講座」をNOTEにて加筆修正してUPしています。
Part2は2014年11月号から「ガス圧接継手」です。
Part1で紹介しましたが,鉄筋は,形状・寸法が規格化された工場製品であり,定尺物として建設現場に搬入されます。したがって,建設現場での加工や継手が必要不可欠となります。鉄筋の性能は,母材の品質に左右されますが,継手部分の性能も構造物の構造安全性に大きな影響を及ぼします。
そこで,Part2は,鉄筋継手工事で最も多く採用されている「ガス圧接継手」を取り上げ,接合原理,施工上の留意点等について概説します。
1.接合原理と基本条件
ガス圧接継手とは,鉄筋の接合する端面同士を突き合せ,軸方向に圧縮力を加えながら,突合せ部分を酸素・アセチレン炎で加熱し,接合面を溶かすことなく, 赤熱状態にし,ふくらみを形成する継手のことです。この継手方法は,接合面を超えて鉄筋の原子が移動し,マクロ的には接合面が金属結合されて一体となることが大きな特徴です。
ガス圧接継手の工程を図1に示します。
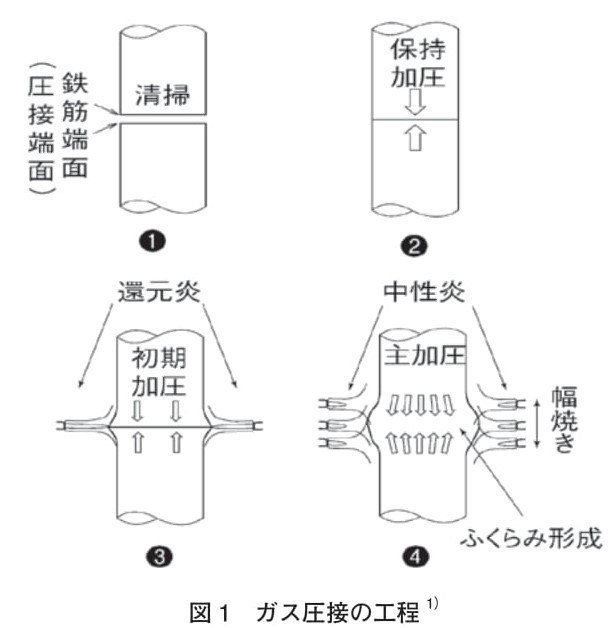
① 初めに,圧接しようとする鉄筋の両端部(圧接端面)は,(公社)日本鉄筋継手協会によって認定された鉄筋冷間直角切断機で切断します。これは, 圧接端面を直角かつ平滑に仕上げることで、圧接端面間の隙間をなくし,圧接継手の強度に影響を及ぼすフラット破面の発生を防止します。また,すでに直角である場合や鉄筋冷間直角切断機により切断した端面の汚損等を取り除く場合は,ディスクグラインダーで端面を研削します。また,圧接端面及びその周辺に錆, 油脂, セメントペーストなどが付着している場合はこれを完全に取り除きます。
② 次に,鉄筋に加圧器を取り付け,鉄筋端面を突き合せ,30MP以上の圧力を軸方向に加えます。
③ 加熱初期(圧接端面同士が密着するまで)は,加圧した状態で,火炎のフェザー長さが1R(R:バーナー半径)のアセチレン過剰炎(還元炎)を用い,突合せ部分を一様に加熱します。この時,火炎は圧接端面から外れてはなりません。加熱初期に過剰炎を使用する目的は,大気中の酸素が鉄筋の突合せ面に侵入し,鉄筋端面を酸化させることがあるので,この酸化を防止するためです。
④ 続いて,油圧ポンプにより,突合せ面を加力し,接合圧接端面が完全に閉じた後は,金属に対して酸化作用も還元作用もない中性炎で加熱します。さらに加圧しながら幅焼きに移行します。加熱・加圧による圧接部のふくらみの直径は,鉄筋径の1.4倍以上(SD490の場合1.5倍以上),ふくらみの長さは,鉄筋径の1.1倍以上(SD490の場合1.2倍以上)となるようになだらかな形状に仕上げます。
なお,加熱・加圧時の接合部の最高温度は1200℃から1300℃になります。

また,このような接合を実現するためには,3つの条件(適切な「加圧」,「加熱」,「圧接時間」)が必要不可欠となります。それぞれの条件が満足しない場合の形状不良の例を以下に記載します。
① 加圧:両圧接端面の原子間距離を近づけ,金属結合を促進させる。⇒ 幅焼き不足,加圧力過大などの原因により「つば形のふくらみ」となります。
② 加熱:変形抵抗を減らし,原子の動きを活発にする。
⇒ 加熱時間が長くなると温度上昇により鉄筋表面が溶融状態となり,その結果「焼き割れ」が生じます。なお, (公社)日本鉄筋継手協会「鉄筋継手工事標準仕様書 ガス圧接継手工事(2017年)」(以下,「標準仕様書」という。)では,「焼き割れ」は「その他有害と認められる欠陥」のなかに含まれます。
③ 圧接時間:圧接端面の原子がすべて金属結合する時間を確保する。⇒ 加熱時間の超過,バーナー操作不良により「垂れ下がり」が発生します。
2.施工時の留意点
適切な圧接施工条件が確保され,前述した接合のための3つの基本的条件が満たされれば,鉄筋母材の品質が確保できるガス圧接継手とすることができます。しかし,種々の原因で接合部の品質が低下する(欠陥が発生する)場合があります。
ガス圧接部の欠陥には,圧接部のふくらみの直径,長さ,圧接面のずれや,折れ曲がり,偏心,垂れ下がり,焼き割れなど外観で識別できるものと,外観では識別できない内部欠陥があります。一般に,内部欠陥があると接合面で破断し,写真2に示すフラット破面と呼ばれる平滑な破面が認められます。フラット破面の発生原因は多岐にわたるため,その発生原因の特定は容易ではありません。ただし,幾つかの施工条件とフラット破面との関係については概ね把握されています。

写真2 フラット破面
施工時の各種要因とフラット破面との関係を以下に紹介します。
(1) 圧接面の状態
鉄筋の圧接面の状態は,圧接部の品質に大きな影響を及ぼします。圧接面に異物が付着したまま圧接を行うと継手強度は著しく低下する場合があります。また,両圧接端面は軸方向に対して直角であること,更に,接合部の空洞をつぶれやすくすることが,フラット破面の低減に有効です(図3参照)。

図3 端面平滑化の効果
鉄筋を空気中に放置しておくと表層部から発錆します。これは,空気中の水分や酸素などにより, 鉄が酸化するために起こる現象です。この酸化膜(いわゆる錆)が鉄筋端面に残っていると原子同士の結合を妨げます(図4参照)。

図4 鉄筋端面の酸化膜
また,工場で製造された鉄筋は定尺にするためシャー切断(剪断による加工法)されます。この加工法は,切断時間の短縮,切り屑の発生防止,刃物の摩耗軽減など効率的な方法ですが,鉄筋の端面の状態は必ずしも平滑ではなく,曲がりやつぶれなど圧接に適さない場合があります。
そこで,圧接部の品質を担保するため,鉄筋の圧接面は,ガス圧接当日に(公社)日本鉄筋継手協会が認定した鉄筋冷間直角切断機を使用して切断し,グラインダーにより酸化膜及び他の付着物を研削除去することが極めて重要となります。
(2) 圧接端面のすきま
ガス圧接時の鉄筋端面のすき間とフラット破面率との関係は,すき間が大きくなるとフラット破面率が増加する傾向にあるといわれています。(公社)日本鉄筋継手協会の「標準仕様書」では,鉄筋に圧接器を取り付けて加圧し、突き合せた状態ですきま,偏心および曲りがないことと規定しています。
鉄筋同士を完全に金属結合するためには,圧接端面間をしっかりと接触させることが必要です。また, 両圧接端面の接合を妨げる酸化物などを除去する必要があります。
(3) 圧接時の温度(還元炎,中性炎)
ガス圧接の加熱には,酸素・アセチレン炎が使用されます。このガス炎は,圧接部分の加熱・昇温と大気中の酸素が鉄筋端面間に侵入することを防ぐシールドの役割を果たしています。
また, ガス炎は,酸素とアセチレンの混合割合によって還元炎,中性炎に変化します。
ガス圧接における適正温度は1200℃から1300℃とされ,一定時間内にこの温度に達するように鉄筋経に対応した適正なバーナーを使用し,ガス量を調整することが必要です。加熱初期には,アセチレン過剰炎(還元炎)を用い,加熱による接合部の酸化を防止しながら突合せ部を一様に加熱します。また,鉄筋の突合せ面に力を加え,圧接端面が閉じた後は,中性炎で加熱します。
(4) 圧縮(アプセット)量
鉄筋は,圧接時の加圧によりふくらみを形成するため縮み量が生じます。そのため,縮み代(圧接する鉄筋径とほぼ同じ長さ)を考慮しておく必要があります。
圧縮(アプセット)量の確保により,圧接面の空洞をなくすことができ,また,圧接面に残る異物などを加圧することで鉄筋の断面より外周部へ押し出すことにより,圧接面を一定の品質に確保することができます。
ここで,圧接面の面積拡大度,ふくらみ径の拡大度,圧接温度とフラット破面の有無との関係を図5に示します。

図5 圧接部の諸条件(拡大度)及び圧接時の温度とフラット破面の有無との関係
面積拡大度とは,圧接後に拡大した圧接面(ふくらみの直径)の元の鉄筋の断面に対する比で,圧縮量が多いほど面積拡大度は大きい値となります。
また,圧接温度が高くなれば面積拡大度が小さくてもフラット破面が発生しにくくなる傾向にあります。
なお,「標準仕様書」では,圧接部のふくらみは,面積拡大度を2.0倍以上とするため,鉄筋径の1.4倍以上と規定されています。また,SD490の場合は鉄筋径の1.5倍以上としています。
3.ガス圧接継手に要求される品質・性能と検査
ガス圧接継手に要求される品質・性能には,施工前に確認する品質・性能と実際の圧接部において確認する品質・性能があります。
JIS Z 3120:2014(鉄筋コンクリート用棒鋼ガス圧接継手の試験方法及び判定基準)では,圧接した試験片の引張性能と曲げ性能を規定しています。また,(公社)日本鉄筋継手協会の「標準仕様書」では,ガス圧接継手の性能として引張強度が要求され、,現場での実際の圧接部の品質・性能として外観が良好なことと内部欠陥がないことが要求され,SD490の場合には施工前の性能として強度の確認が要求されています。
3.1 施工前試験
(1) 引張強さ
JIS Z 3120では,引張試験の判定基準として「すべての試験片の引張強さがJIS G 3112の規定に合格しなければならない。」と規定されています。また, 「標準仕様書」の中でも,ガス圧接継手の性能は,「ガス圧接継手の引張強さは,鉄筋母材の引張強さの規格値を満足すること。」と記述され,鉄筋継手工事で施工される全てのガス圧接継手の要求性能は,鉄筋の引張強さの規格値以上の強度を有する必要があることがわかります。
(2) 曲げ性能
JIS Z 3120では,曲げ性能を「いずれの試験片も45°以下の曲げ角度で,圧接面が折損してはならない。」と規定されています。
ただし,ガス圧接継手の曲げ試験は,圧接継手の曲げ性能を検証するための試験ではなく,引張試験の代替試験として位置付けられています。
3.2 実際の圧接部の検査
「標準仕様書」で規定されている実際の圧接部の検査には,①外観検査と②超音波探傷検査があります。
(1) 外観検査
外観検査は,施工プロセスが正しく行われているかどうか判断するために行います。,外観検査は,圧接した継手全てを目視により確認することが原則で,必要に応じてノギス,SYゲージ,その他の適切な器具を用います。検査は,圧接部のふくらみの直径及び長さ,圧接面のずれ,圧接部における鉄筋中心軸の偏心量,圧接部の折れ曲がり,片ふくらみ, 過熱による垂れ下がり,へこみ,焼き割れ,その他有害と認められる欠陥を対象に行います。
(2) 超音波探傷検査
超音波探傷検査は,圧接部の強度に影響を及ぼす内部欠陥の検出を目的に行います。ガス圧接部の超音波探傷検査の方法は,JIS Z 3062(鉄筋コンクリート用異形棒鋼ガス圧接部の超音波探傷試験方法及び判定基準)によります。「標準仕様書」では抜取検査を原則とし,検査の数量は,同一作業班が同一日に施工した圧接箇所とし,その大きさは,200箇所程度を1ロットとして,30箇所を抜き取り,その中の不合格が1箇所以下ならそのロットは合格,2箇所以上ならそのロットは不合格とし,不合格となったロットは,超音波探傷検査により全数検査を実施します。
4.おわりに
工事材料試験ユニット工事材料試験所では,鉄筋ガス圧接継手の技量確認(施工前試験)および鉄筋工事現場において施工されるガス圧接継手の引張試験および曲げ試験を実施しています。
工事材料試験所は首都圏に4試験室および福岡県に1試験室を配置し,皆様からの試験に対応しています。また,首都圏の3試験室と福岡試験室ではJIS G 3112(鉄筋コンクリート用棒鋼)に規定されている異形棒鋼 呼び名D51の引張試験が可能な2000kN万能試験機を設置しています。詳しくは,建材試験センターのホームページをご覧ください。

【引用または参考とした文献】
・(公社)日本鉄筋継手:鉄筋継手工事標準仕様書 ガス圧接継
手工事(2017)
・(公社)日本鉄筋継手協会:鉄筋継手マニュアル, 2005
・(公社)日本鉄筋継手協会:鉄筋の熱間押抜ガス圧接法, 2008
・林静雄, 中澤春生, 矢部喜堂:鉄筋継手講座 ②ガス圧接継手,
コンクリート工学, Vol.49, No.3, 2011.3
≪執筆者:本部事務局 技術担当部長(当時) 小林 義憲≫
<試験の問い合わせ先>
工事材料試験ユニット 工事材料試験所
武蔵府中試験室
所在地:東京都府中市 TEL:042-351-7117 FAX:042-351-7118
浦和試験室
所在地:埼玉県さいたま市 TEL:048-858-2790 FAX:048-858-2838
横浜試験室
所在地:神奈川県横浜市 TEL:045-547-2516 FAX:045-547-2293
船橋試験室
所在地:千葉県船橋市 TEL:047-439-6236 FAX:047-439-9266
福岡試験室
所在地:福岡県糟屋郡須恵町 TEL:092-934-4222 FAX:092-934-4230
https://www.jtccm.or.jp/biz/kozai/tabid/705/Default.aspx