
Part3 溶接継手

建材試験センターの機関誌「建材試験情報」で2014年8月~2015年11月にかけて連載していた基礎講座「鉄筋継手の基礎講座」を加筆修正してnoteにUPしています。(一部加筆修正)
Part3は2015年2月号から「溶接継手」です。
溶接継手は,鉄筋の高強度化・太径化及び鉄筋工事の工業化の推進に伴って普及した工法であり,近年,超高層・中高層のRC集合住宅,沈埋函トンネル,RC高架橋,地下連続壁ならびに地震で被災した構造物の復旧工事等で採用されています。
1.溶接継手の概要
鉄筋などの金属をつなぐ方法には,「科学的接合」,「冶金的接合」,「機械的接合」があります。また,治金的接合法には,Part2で紹介した「圧接」の他,「融接」,「ろう接」などがあります。「融接」とは,用語の解説に記していますが,溶融状態において材料に機械的圧力を加えずに行う接合方法の総称であり,「溶融溶接」の略称です。
今回紹介する溶接継手は,この溶融溶接法によって接合された継手のことで,接合のメカニズムは以下のとおりです。
①金属材料を加熱すると結合力は少しずつ失われ,原子間の距離が長くなる。
②熱膨張の状態を超えて更に加熱すると原子同士の結合が失われ,原子が自由に動き回る液体の状態になる。
③接合しようとする2つの材料を溶融させることにより互いの原子が混じりあった状態になる。
④混じり合った相互の原子が引き合うため新たな結晶となって接合する。
溶接継手の主なものとしては,フレア溶接継手,突合せアーク溶接継手,突合せ抵抗溶接継手などがあります。また,ワイヤメッシュ筋に使用される重ね抵抗溶接継手,鉄骨梁に鉄筋を接合する場合等に行われるアークスタッド溶接継手などがあります。
フレア溶接継手は,比較的古くから使用されてきた継手工法であり,せん断補強筋やスラブ筋等の細径鉄筋の溶接に使用されることもあります。
突合せ溶接継手は,鉄筋端面間に開先を設け,軸心を一致させてセットし,開先間に溶接棒あるいは溶接ワイヤを溶融させて鉄筋を接合させる工法です。同工法は,高層建築物における鉄筋先組み工法やプレキャスト工法に伴って開発された継手方法であり,柱梁主筋等の太径鉄筋の接合に使用されています。
突合せ抵抗溶接継手は,圧接継手と同様なメカニズムで,鉄筋の端面同士を突き合わせて接合する継手工法であり,主に,閉鎖型せん断補強筋の接合に使用されています。フレア溶接継手以外は,(一財)日本建築センター等による審査を経てA級と認定された工法が採用されています。
2.溶接継手(シールドガス方式)の概要
溶接継手の中で,最も一般的な工法であり,(公社)日本鉄筋継手協会が取扱い対象としている「突合せガスシールドアーク半自動溶接継手」(シールドガス方式)の概要について紹介します。
この溶接継手は,鉄骨の溶接技術を応用して鉄筋を接合する工法として開発されたものです。接合する鉄筋の端部に所定の間隔の隙間を設け,溶融金属を介して鉄筋を一体化する工法です(図1参照)。
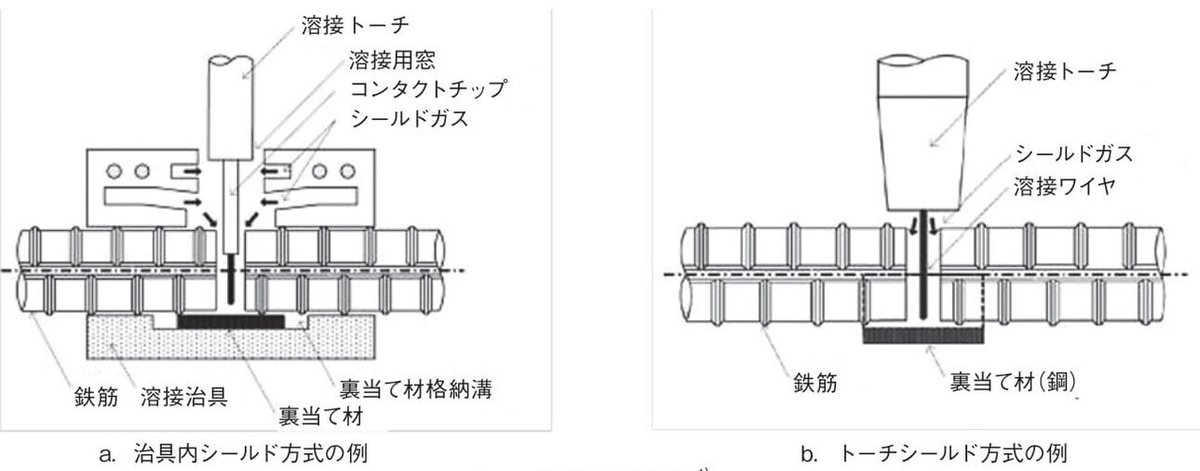
図1 溶接継手の原理 1)
この工法では,鉄筋端部に隙間を設けるため,溶融金属が流出しないように裏当て材が必要ですが,裏当て材には,銅製,セラミック,鋼製などが用いられます。なお,シールドガス方式は,治具内シールド方式とトーチシールド方式に大別されます。表1に溶接継ぎ手の種類を示します。
表1 溶接継手の種類 1)

ガスシールドアーク溶接法は,CO2(二酸化炭素)・Ar-CO2(アルゴン-二酸化炭素)混合ガスなど酸化性のシールドガスをアークの周囲に送り、溶融部を大気から遮断しながら,アーク長さを一定に保ち行う溶接方法です。
シールドガスはアーク溶接で溶融金属・アーク等を大気(空気)から保護する働きはご存知の方は多いと思います。他にもシールドガスはアークを安定的に維持し,持続し続けさせることができることです。
治具内シールド方式は、溶接治具で溶接部を囲むため,耐風性に優れ、通常の状態で5 ~ 6m/secの風速まで対応が可能です。一方,トーチシールド方式は,通常の状態で2 ~3m/secの風速まで対応が可能です。
それぞれの方式で裏当て材の種類が異なりますが,銅製とセラミック製は,溶接後に撤去できるため,溶接部の全周について外観検査が可能です。なお,溶接時の姿勢は,
①下向き姿勢
②縦向き姿勢
③横向き姿勢
④上向き姿勢
に分類されますが,下向き姿勢(梁筋)と横向き姿勢(柱筋)では,溶接の難易度が異なるため,それぞれの資格が必要です。
3.溶接継手の特徴
溶接継手は,鋼同士を溶融して接合する継手です。したがって,接合部分の材質は一様ではなく,溶接金属部,熱影響部,熱影響を受けない母材部といった,元々は同じ材質であったものが加熱することにより異なる材質に変わった連続的な接合体となります。
ここで溶接金属(weld metal)とは,継手の開先を充填する溶接材料と母材とが,約1500℃の高温で溶融し急冷され凝固した部分で,いわゆる鋳造金属の組織および機械的性質を持っています。また,充填する溶接材料は,通常母材とほぼ同成分で強度的には母材よりも若干高い強度の材料を使用します。
また,熱影響部(HAZ : heat affected zone )とは、溶接金属に隣接した母材部で局部的に1000℃以上までの急速加熱・急速冷却の熱サイクルを受けたるため粗大なオーステナイトからの焼入れ組織となり,一般的には靭性が著しく低下します(写真1参照)。

写真 1 溶接継手部の断面と組織の一例 2)
4.溶接施工時の留意点
①溶接施工時,鉄筋の切断は,原則として鉄筋冷間直角切断機を使用する必要があります。ただし、工事管(監)理者の承認を得た場合には,ガス切断を行うことができますが、切断面をディスクグラインダーなどにより研削する必要があります。
②溶接作業に先立ち,開先面に油脂,錆,土砂などが付着していないか確認し,付着物をディスクグラインダーなどを用いて除去し清掃します。
付着物は,溶接欠陥発生の原因につながります。
③各溶接継手工法の施工要領書で定められた開先形状,ルート開先であることを確認します。また,ルート間隔が狭い場合は,高温割れなどの溶接欠陥が発生するおそれが高くなります。
④電流,電圧,シールドガス流量及び溶接ワイヤは,溶接継手工法の施工要領書に定められたとおりであるか確認します。
⑤降雨時または強風時は原則として溶接作業を中止します。ただし、養生を行うなど対策を施した場合は、工事管(監)理者の承認を得て、作業を行うことができます。
5.溶接継手に要求される品質・性能と検査
検査は,告示第1463号に規定されている「構造耐力上支障のある欠陥がないものとする」ことを担保するとともに,継手の施工品質が設計で要求された性能を満足することを確認し保証する意味で重要な行為です。
溶接継手の検査には,溶接施工会社が工事管(監)理者に対して自主責任として行う自主検査と工事管(監)理者が工事発注者に対して責任として行う受入検査があります。
受入検査では、溶接欠陥を検出するための検査としては,外観検査と超音波探傷検査があります。外観検査は,溶接部のアンダーカット,オーバーラップ,偏心,曲がり及び割れなどについて必要に応じてノギス,その他適当な計測器具を用いて行います。また、超音波探傷検査は日本産業規格JIS Z 3063(鉄筋コンクリート用異形棒鋼溶接部の超音波探傷試験方法及び判定基準)に基づき行います。
6.用語解説
融接:溶融状態において材料に機械的圧力を加えずに行う接合方法の総称で,溶融溶接の略称。この溶接には,アーク溶接,テルミット溶接,一部のガス溶接,その他がある。(JIS Z 3001溶接用語 )
ろう接:ろう又ははんだを用いて母材をできるだけ溶融しないで,ぬれ現象で接合する,ろう付及びはんだ付の総称。(JIS Z 3001溶接用語 )
シールドガス:溶接中にアークと溶融金属とを覆い,空気が溶接雰囲気内に侵入することを防ぐために用いるガス。
熱影響部:溶接・切断などの熱で組織,治金的性質,機械的性質などの変化を生じた融接していない母材の部分。
機械的性質:金属など工業材料の諸性質のうち,硬さや対変形・耐熱・対疲労の強さなどの性質。
靭性:個体の持つ性質の1つで,材料の粘り強さ。
告示1463号:平成12年建設省告示1463号 鉄筋の継手の構造方法を定める件 (抜粋)
3 溶接継手にあっては,次に定めるところによらなければならない。
一 溶接継手は突き合せ溶接し,裏当て材として鋼材又は鋼管等を用いた溶接とすること。ただし,径が25ミリメートル以下の主筋等にあっては,重ねアーク溶接継手とすることができる。
二 溶接継手の溶接部は,割れ,内部欠陥等の構造耐力上支障のある欠陥がないものとすること。
三 主筋等を溶接する場合にあっては,溶接される棒鋼の降伏点及び引張強さの性能以上の性能を有する溶接材料を使用すること。
【参考文献】
1) 公益社団法人日本鉄筋継手協会
http://www.tekkin-tsugite.or.jp/tsugite_tech03.html (2020.12.25)
2) 日本鉄筋継手協会:鉄筋継手マニュアル,p.119,2005.10.7
3) 日本鉄筋継手協会:溶接継手監(管)理の手引き
4) 林静雄・中澤春生・矢部喜堂:鉄筋継手講座③
機械式継手および溶接継手 コンクリート工学, Vol49,No4,2011,4
5) 日本溶接協会:JWES接合・溶接技術Q&A10006)日本鉄筋継手協会:鉄筋継手工事標準仕様書 溶接継手工事(2017年)
6) 日本鉄筋継手協会:鉄筋継手工事標準仕様書 溶接継手工事(2017年)
≪執筆者:本部事務局 技術担当部長(当時) 小林義憲≫
<試験の問い合わせ先>
工事材料試験ユニット 工事材料試験所
https://www.jtccm.or.jp/biz/kozai/tabid/705/Default.aspx
武蔵府中試験室
所在地:東京都府中市 TEL:042-351-7117 FAX:042-351-7118
浦和試験室
所在地:埼玉県さいたま市 TEL:048-858-2790 FAX:048-858-2838
横浜試験室
所在地:神奈川県横浜市 TEL:045-547-2516 FAX:045-547-2293
船橋試験室
所在地:千葉県船橋市 TEL:047-439-6236 FAX:047-439-9266
福岡試験室
所在地:福岡県糟屋郡須恵町 TEL:092-934-4222 FAX:092-934-4230