
漉き機を整理し初心に帰る

発端はFortunaのモーターはやはり2個で駆動したほうが丸刃研ぎ仕上げ等が楽、とダブルモーターに戻しその翌日、この機械をジャンク起こししたときに塗装したクリーム色はFortunaに似合わないし、調色しておいたペイントを塗る→漉き機3台は要らないので整理することにした。Fotuna2台のうち1台は再塗装せず、2台についてきた部品で程度の悪いほうを寄せ集め手元に残す。タイトル画像のがそれ、わたしの初漉き機にあたります。
鉄のギザ送り荒で入門しました。ギザ送りでも細目が欲しいけどとうとう買えないまま死んでいくのかも。すんなり入門できたのはこれにほとんど芯ずれがなかったから。その後はウレタン送りを丸刃で剥いて使っていますが、この使わなくなった鉄ギザにボールベアリングを入れるついでに芯ずれゼロ加工をして数年そのままでした。今日初使用してみたら、なかなかよい。0.5ミリまで漉けますが、それより薄くしようとしてもダメ、送りのギザが全厚を引っ張りこみます。このとき真ん中から逝きやすいのは、押えのRが丸刃のRよりでかいせいだな、と思い立ちRを確認したら大きかった。

この機械をジャンクで買ったときは丸刃や送りブランコ一式が欠品、中国801系のブランコを切り溶接でつじつま合わせしたりとかしました。
中古で漉き機を買って入門時はわたしに限らずベタ漉きしようと幅50ミリの押えを買うと思います。こなれた中古機械についてくるのは20ミリ幅くらいのが普通ですが、現実世界ではベタ漉きにほぼ使われないからです。バンドナイフ漉き割機を持ってる人だとヘリ漉き、コバ漉き機って呼び分けしてますよね。
うちにある幅広押えのうち3つの状態を見てみました。真ん中がテカテカで好きな人居そうですね、けどこのなかで使える見込みのあるのは一番下。角Rを落とす必要はあります。丸刃に当ててフィットを確認すると上2個はRがデカすぎ、ベタ漉きはできません…具体的には幅の真ん中が厚く持っていかれてそこが薄く、つまり漉きを平行に重ねていくと平坦でなくわずかに波打った仕上がりになるわけです。

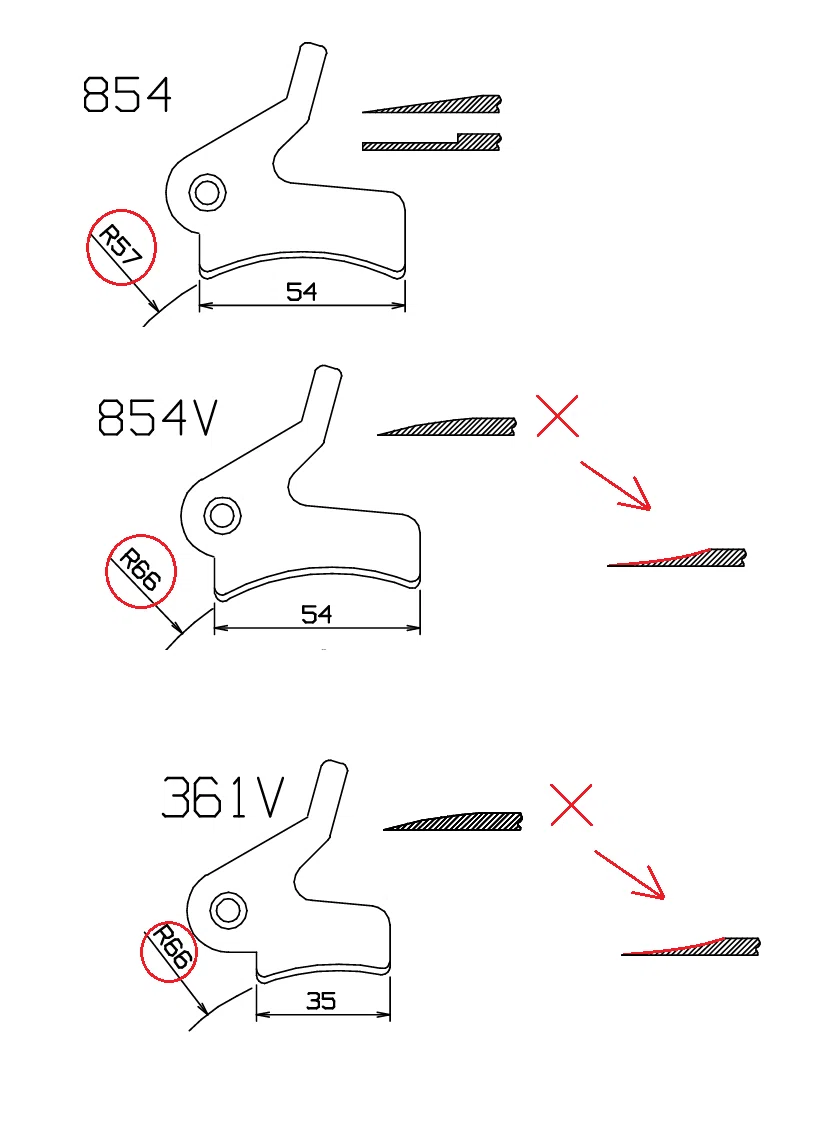
ダメな幅広押えのRは計測してないけど60くらい、というか真円でなく両端にいくにつれゆるいRのような。一方で丸刃の切っ先のRは57ミリ(直径114.5ミリ)くらいです。
5ミリ厚を4ミリに漉くのだったらこの押えでいい感じ…そんな作業はないですよね。そしてどういう感覚でこんな押えを売ったり漉き機の付属品として付けてるんでしょうね。みせかけの商品価値上げるためにバフ研磨してる場合じゃないよ
わたしも漉き機でベタ漉きは現実的に無理と思っています。限定条件でのベタ漉き可能とは思いますが、特定の押えは特定の厚さ仕上げにしか使えない。
幅広押えのRが丸刃よりデカいと下の図の仕上がりになりますね。上が銀面、漉いたあとの床面が赤線。みなさんこれは経験あるはず。押さえがダメなせいですが、ベタ漉きが波打たなくできるかどうかはRぴったりの押さえをもってるのを前提としてもウデより運の比率が多いです。10回に1回うまくいったのを自分の手柄に。「やはりウデだな」じゃないでしょそれは。

栃木レザーカードケース。まんなか縦に汚れ筋がかすかに見えると思います、漉いたとき目視でわかる、指で触っても検知できない程度だったんですけど、数か月くらい使用で線が出てきます(継続使用し、撮影時は2年以上経ってます)。ハンドメイド作家さんが漉き機を導入し、「ベタ漉きなかなかうまくできた」と売り渡した製品が数か月でこれってこともありうるわけ。

ベタ漉きをオーバーラップさせつつ広く漉くのではなく、幅50ミリ未満のパーツなら幅広押えの真ん中を使って継ぎ目なく漉けるから出番はゼロではないですよ。
漉き機押えのRを精密に削れる機械はミシン屋にもないとおもう。ものすごく根気があるなら手やすりで削っては合わせで適合できます。手持ちの電動ツールはどうだか…機械でやるとしたら、ローラー径で削るRを決めることができるベルトサンダーしかないと思います(もちろん5軸CNCならもっと複雑な曲線切削もできます笑)。
ローラー径が丸刃に一番近いのが日立BGM-50ですが、これでもローラー径がHIKOKIカタログ値122ミリにベルト厚×2を足すと125ミリで、上で見せたダメな50ミリ幅送りと同レベルの仕上がりになります。ベタ漉き用でなく幅が20ミリくらいの狭い送りを加工するのにならRが合っていなくても誤差としては小さいから、BGM-50のローラー無加工で使うことについて全否定はしません。


図の854V・361V押えの仕上げ断面図は間違ってますねRが丸刃切っ先のRより大きいので模式図のような漉き断面にはならず、わたしが下図中に改変追加したような漉き仕上がりになり、使い道ないですってば。854Vならば幅50ミリのベルトを仕上げ厚さ4.5ミリにベタ漉きの場合だけにドンピシャで使えますが361Vだと幅30ミリベルト用となり、存在意義があるのか疑問。なだらかに繋がる漉きをしたい場合は押さえのRが57より小さいものを使う必要がありますが、それは売ってない。
わたしは日立BGM-50のローラーを丸刃と同径を狙い旋盤で削りましたが、そうするとベルトが張れなくなり軸間距離を広げる切り貼り溶接加工で「漉き機押え用ベルトサンダー」に改造しました。わたし漉き機屋でないから、今はガレージに置いてます。
#80のまま研磨などしません、ニトフロンテープを貼るから。
【ひらめいた】専用で押えを削る機械、数値制御無しのマニュアル調整式を思いついたのでいつか作るかも。
【更新】↑のひらめきの内容を忘れました、もう作れません笑
手放す2台のうちこっちは普通の押えで、

ペイントしたFotunaにちゃんとした押えを付けないとだな。Fotunaを欲しい人ならベタ漉き用押えなどこの世に存在しないことを知っていそうだし。

連結棒ピンの交換も行いました。FotunaのそれはギアボックスとUジョイントでつながっていて本体から取れないからバイスの上に据えて叩き抜くのはでみないんでピンの交換をやったことなかったんですが、ギアボックスごと外してるとうまい方法に気づくもので、ローラーチェーンカッターで抜けました。ハンマーで叩くのではかなり固いくらい。圧入する際はギアボックスを筐体に組んだあと、送りブランコ一式外した状態でやりうまくできました。バラさずとも交換できるのがわかり今後はカジュアルに。φ4-20 B種h7平行ピンをたくさん買ってしまったし。A種m6だとFortunaの場合はキツくて入らないと思います。801系では確認してません。

Fortunaはサーボモーター2つ駆動で使っていましたが、手放すにあたり前後軸の間をK-21ベルトで繋ぎました。架けかえも可能
まとめ
漉き機を1台に減らす。
押えのRと仕上がり漉き断面の関連については革漉き屋や革漉き機メーカーでも大きな思い違いをしてるのが普通です。
売ってる機械やパーツはめちゃくちゃだったり、頼れる人も居なかったりマニュアルも参考書籍もおみくじ程度のことしか書いてない難儀な機械なのでいろいろがんばってください