
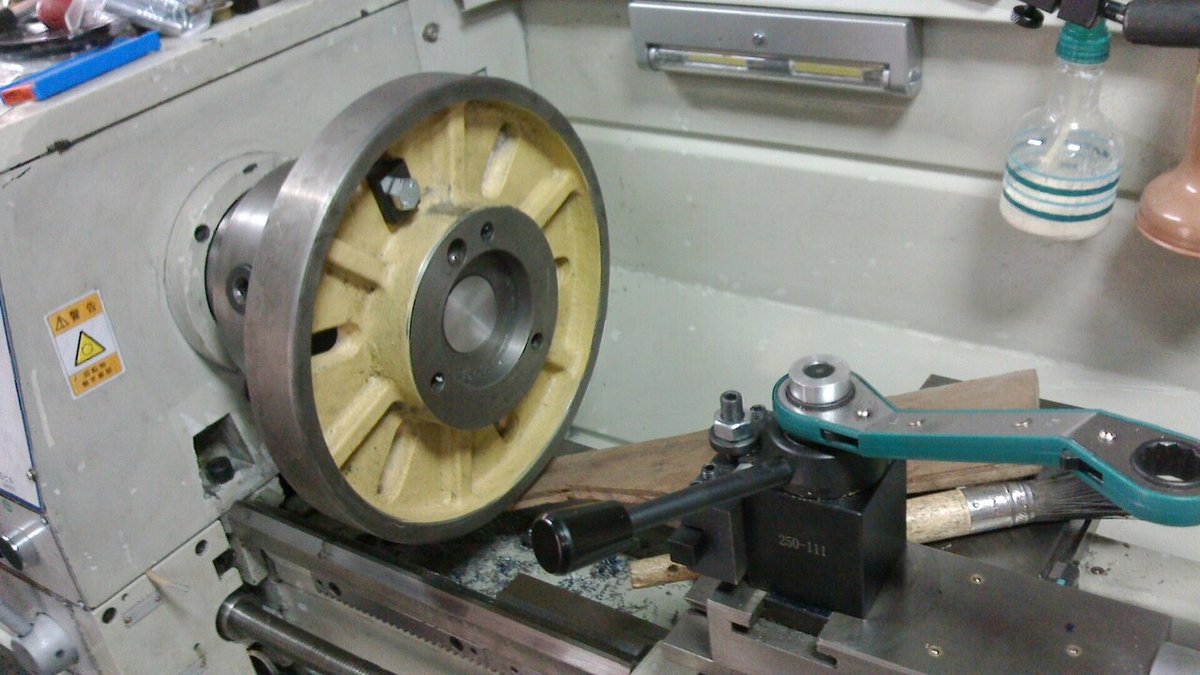
面板を旋盤に取り付けられるように加工

ガラパゴス日本産の機械には採用されなかった旋盤スピンドルの国際標準規格D1カムロック。D1-4は小さいほうから2つめ。5より大きいものは6スタッドになります。フランジにねじ込んであるスタッドは奥まで締めておらず、切り欠きにはまっている留めネジで回転方向にガタつきのある状態。スピンドル側にもスタッドと同様の半月型切り欠きがあり、カムをチャックハンドルで半回転弱回すとカッチリ固定できる、という仕組み。センター穴がテーパーになっています。穴位置決めもテーパー加工もかんたんではありません、沈めフライス加工も必要になります。それより難しいのはスタッドの製作。
4つ爪インデペンデントチャックをつけるためのバックプレートは大量に投げ売りしてある要追加工品をチャックに合わせて加工するつもりでいましたが、カムが締まりません。旋盤についてきた3つ爪チャックと並べるとわかるとおり、留めネジの配置が鏡像反転しており、スタッドのカムをかわす切り欠きがよそを向いているためでした。

チャックの固定ネジ穴は4つで透明PPシートをスキャンカットで切り出したテンプレートで穴位置を決めてポンチ打ちました。


この日本メーカーの4つ爪チャックはバックプレートが付けられたことすらなさそうな未使用品です。ネジピッチがインチなので、国内で作っていたのか怪しい。ネジ頭はミリ工具が使えるようにしてるとことかユーザーがインチ工具持ってないだろうしと見下してたのかじつは輸入してるのを誤魔化す気だったのかしらんけど。
面板もバックプレートでつけようとしていたんですが、うまいサイズのが売っていない(もちろん日本にあるわけなくて海外サイトです)ので作ることにした。削るのが大変すぎるスタッド3本セットだけは買えました。
デンスバーをチャッキングしたんですが、かなりの切削量になります。鋳鉄の切り子は嫌ですね、やめました。

面板のフランジは国産で普通の3穴ネジ留めタイプ、D1-4フランジと並べて比較して検討、バックプレートは使わず直接面板の裏を凹部の底まで削り取ってD1スタッド穴を掘ればいいわけで。

まずスピンドルのテーパーをコンパウンドスライドにコピーします。

面板の取付けは結構難儀なことになり、旧旋盤の面板と面合わせで固定してそれをチャックしました。飛び出してくるとヤバいので、2枚の面板のセンター径にあうアダプターをハメて、主軸貫通穴の向こうから長ネジで留めています。
最初に凹面まで掘りました。端面削りだけで、中心穴はこのあと精密に拡大するのでこの時点でのセンター合わせは不必要です。

センターのテーパー穴削りの適合をみるのにこれ一式を丸ごと外して裏返してはめてみる、ってのは腰つらい、というか面倒くさいので、こいつらはいったん外してまずスピンドルテーパーの複製を削りました。

太いのがありました。ただし、オスメステーパー向きの都合で、反対に削る必要があります。

これをバンドソーで切断し、チャックのテーパーに差し込んで適合を光明丹などで確認し、端面位置にケガキを入れました。


面板をチャッキングしなおします…3つ爪ではセンターにボスが入ってるのでセンター調整ができないので4つ爪チャックで、さらに、取付けのアダプターとして使用した旧旋盤の面板は表裏の平行が出てなくて、振れ取りに苦労しました。

鋳型センターズレのためバランスが悪く1000rpmあたりで振動が出るのでリムの内側を削れる範囲で落としました。

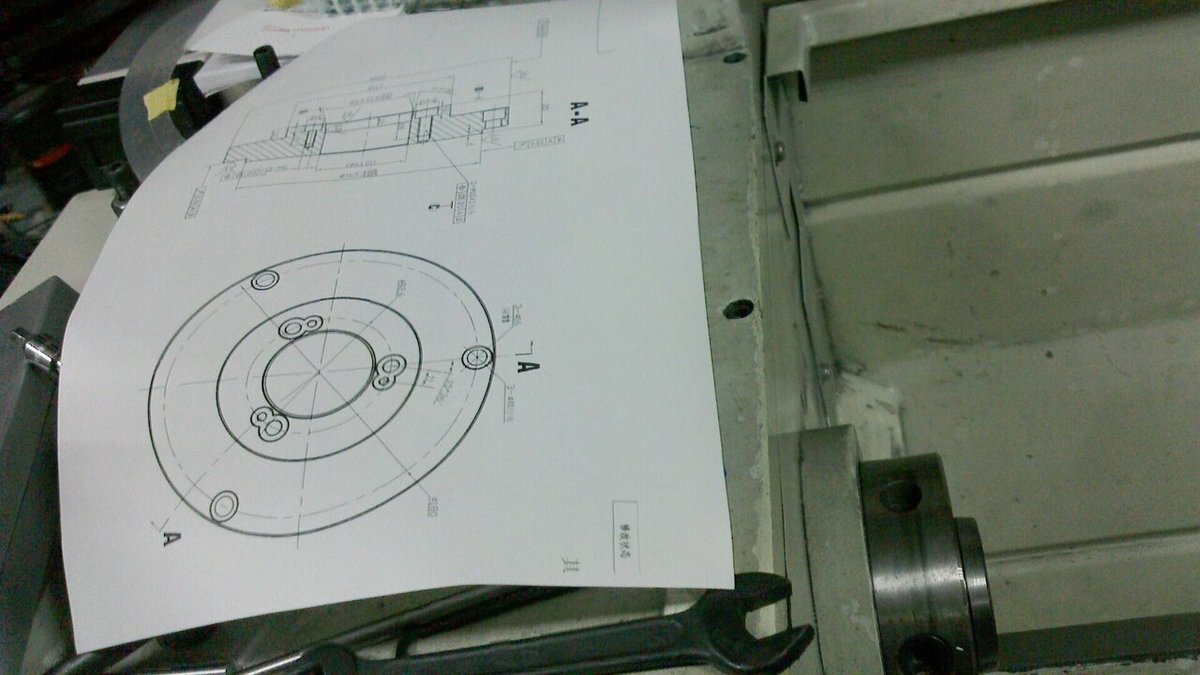
図面からネジ穴堀りPPシートテンプレート切り出し作図の際寸法を間違えました。

大小の穴の中心間距離が11ミリのところ10ミリにしてしまうミス、リカバリは留めネジの外径を8ミリまで細くしました。
沈め穴加工の12ミリはエンドミルで、16.2ミリはボーリングヘッド使用。旋盤では振り300ミリのφ280面板なので、オフセットして削るのは不可能で、ミニフライスの出番。

どのくらいの精度のものを自分が削ることができるかというのと、ネジ穴はさほどの精度は要求されないことがわかったので、4つ爪チャックバックプレートの留めネジ穴も追加工しました。

この一連の作業時は鋳鉄削りの養生をあえて行わず、ほぼ終わった時点でサドルをバラシてスライドへの鋳鉄紛の回りを確認しました。結果、「鋳鉄削りやサンドペーパー使用の際はばっちり養生しないと粉がスライドに入る」という当たり前の結果に。

キレイに清掃し、ここらをバラすのは最初だったので鋳鉄紛と関係ない蓄積した切り子や硬化グリスの掃除をやり、GIB調整もやって戻しました。汎用6尺旋盤ではないので各パーツはさほど気合を入れずとも持ち上がる重量ですす。
てなわけで最後の仕上げ、面板の面出し時は紙で厳重に養生。

こする程度の切削で振れ取りは終了。クロススライドでの切削は平面は出ず厳密には中心凹みになるそうです。気になる場合は向こう側からも逆回転で削るとか、径の目安となる溝が掘ってあるのでそれを境に一つずつZ軸高さを変えることで微妙にジグザグになり、頂点を結ぶ線は直線に並ぶ、というのが旋盤加工で可能な面板精度の限界です。
まとめ
日本で入手した未使用の面板を旋盤のD1-4スピンドルにつけるためセンターテーパー切削、スタッド穴加工を行いました。スタッドは作るのは大変すぎますが、既製品を見つけました3本3000円くらい国際送料込み。aliexpressやamazonには出回っておらず、ebay経由。
このクラスのD1-4スピンドル付き卓上旋盤は日本の会社で売ってますが、チャックや面板をあとから欲しい場合ほとんど流通しておらず、その会社から付属品として買うと高いですよ。D1規格は日本ではマイナー≒輸入チャックそのまま、信頼の国産のわけないし、高い理由が希薄です。