
【ABS反りまとめ】ABSの反り対策をやって効果があった簡単な5つの方法【3Dプリンタ】

ノブ@3Dプリンタ水耕栽培です。
最近はずっと3Dプリンタでホビーパーツや水耕栽培装置を作って遊んでます。
3Dプリンタは4台体制でフル稼働しています。
実際に4台でABSで作成して効果があったことを裏の裏の裏から書いていきます。
最初は反る原理から始まるので、具体的な対策方法は
目次から飛んでください。
最近作ったもの
例えば、ペットボトル水耕栽培のキャップ作りました。
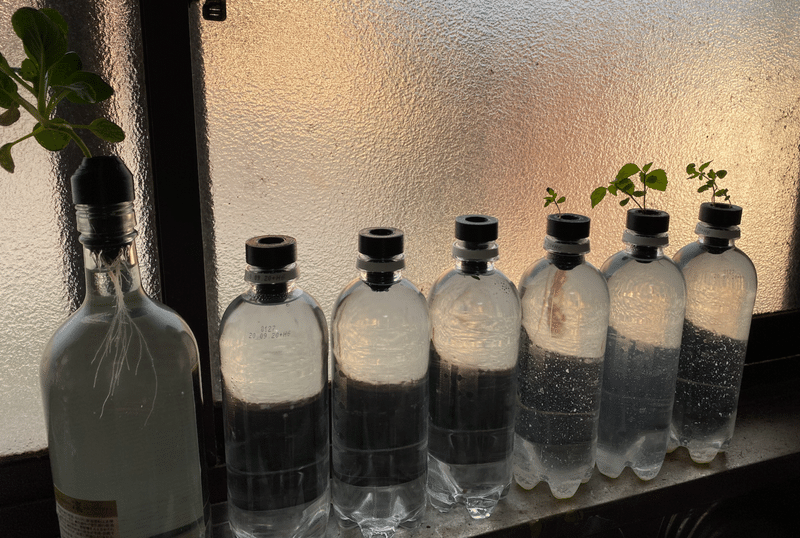
適当に種入れただけで生えるのかな?
と思って左の3個に100円ショップで買ったタネを3個くらいづつ入れてみました。
10日くらい経ちましたが、なんとか生えてきている感じでした。

さて、本題です。
反りの原理
3Dプリンタの材料(フィラメント)には大きく2種類使われています。
PLA と ABSです。
さくっと特性のおさらいです。
PLA → 柔軟性× 温度に弱い 55〜70度(ざっくり) 反りにくい
ABS → 柔軟性◯ 温度に強い 70〜100度(ざっくり) 反りやすい
今回は「反り防止したい」ということでしたね。
そもそもなぜ剃るのでしょうか?
その回答がこちらの記事です。非常にありがたい記事です。
よく作成時に参考にさせていただいております。
ABSはなぜ反る
ABSの印刷が難しいのは『ABSの成形収縮率が大きい』からというのが一般的に言われる理由です。
ABSの成型収縮率は出典により多少異なりますが、0.4~0.9%程度と言われます。一方PLAは0.3~0.5%程度です。しかし、成型収縮率はほぼ倍ですが、印刷は倍以上難しいように感じている人が多いと思います。
ざっくり要約すると、
・収縮率が違うから
・液体 ⇔ 個体 の変化の温度が違うから
ということみたいです。
収縮率が違うから
これに関しては、キュッと素材が縮まる割合のことです。
イメージとしてはこんな感じです。
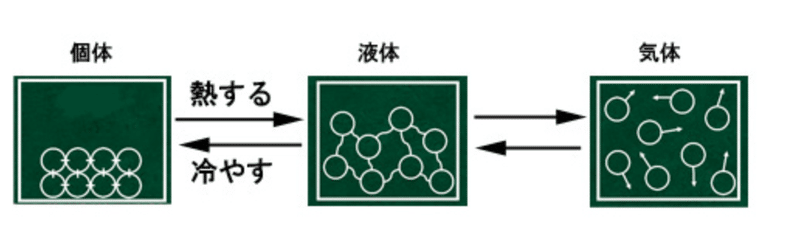
個体 →← 液体 →← 気体
痩る 普通 太る
みたいな感じです(物質によっては違うのでおもしろいですよ)
これがPLA、ABSの素材でも起きています。
その割合は
ABSの成型収縮率は出典により多少異なりますが、0.4~0.9%程度と言われます。一方PLAは0.3~0.5%程度です。
参考先:はるかぜポポポ様
のようです。
つまり、100mm(10cm)を印刷する場合、
ABS 100 → 99.6 〜 99.1 (mm)
PLA 100 → 99.7 〜 99.5 (mm)
PLAなら100mmで想定よりも0.3mm 〜0.5mm程度です。
ABSは100mmで想定よりも0.4mm 〜09mm程度になります。
ABSで最大で考えた場合、110mmが109mmになるんです。
1mmしかと思いますが、実際に体験するとわかるんですが、1mmも違うんです。
3Dプリンタの一般的な最大造形サイズの200〜250mmの場合、2mmくらい変わるので思った以上の衝撃を受けます。
それが反りとして現れるのでビビります。
たった11センチの造形物に対して、1ミリ誤差は実際にやると結構キツいです。
*
以前、水耕栽培ようの積立するポットを作ろうと作成しようとしていました。
PLAで150mm程度です。
作ってみたらこうなりました。
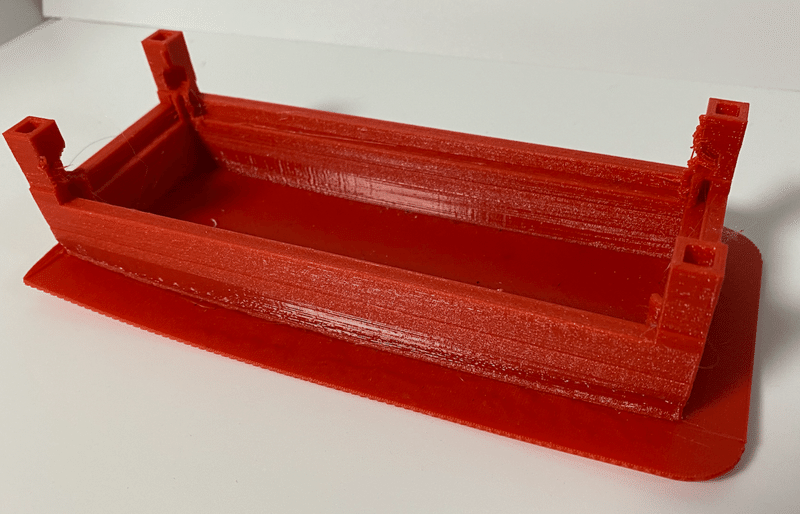
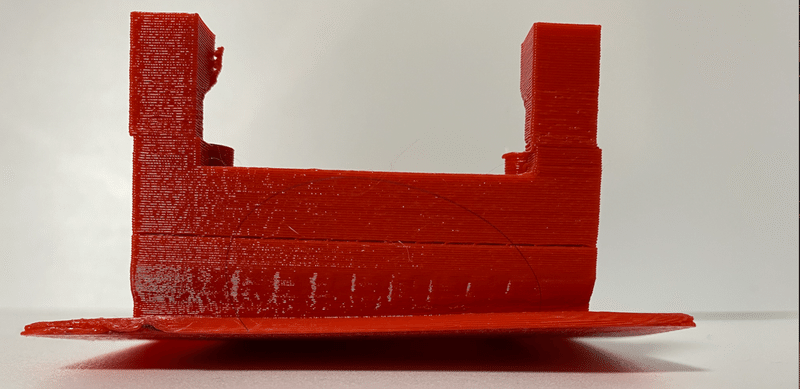
さて、みて分かる通り、下部が反りまくりです。
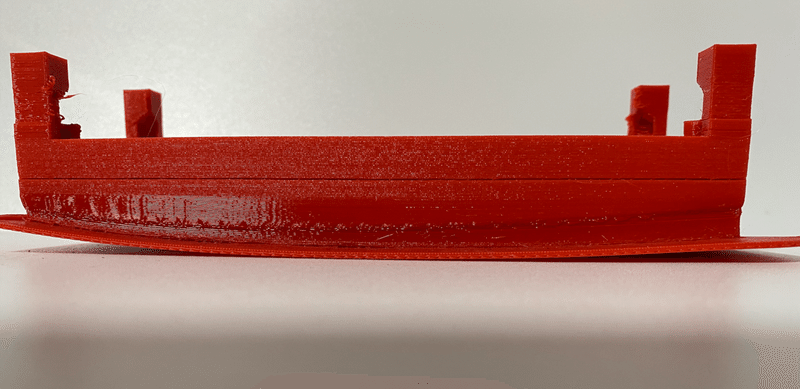
*
こうなると、上部のプリント部分にしわ寄せがいくので、次のようなエラーがおきます。
・ノズルが整形物にぶつかる。
・正常な位置に印刷できない。
・ノズルが整形物にぶつかる。
これに関しては、意外と印刷されます。
ぶつかった部分がノズルで溶けてなんかいい感じになったりしてます。
とはいえ、0.2mmではまだうまくは言っていますが、 おそらく0.3~0.4ではさらにぶつかる面積が増えるので、印刷できないのではないか?と想像しています。
・正常な位置に印刷できない。
これも同じように、ある場所に造形物はあると3Dプリンタは考えて作っています。
高性能であればセンサで認識することができますが、一般の性能であればセンサはついていないので、グニャリます。
どうなるかというと、さっきの写真のここです。
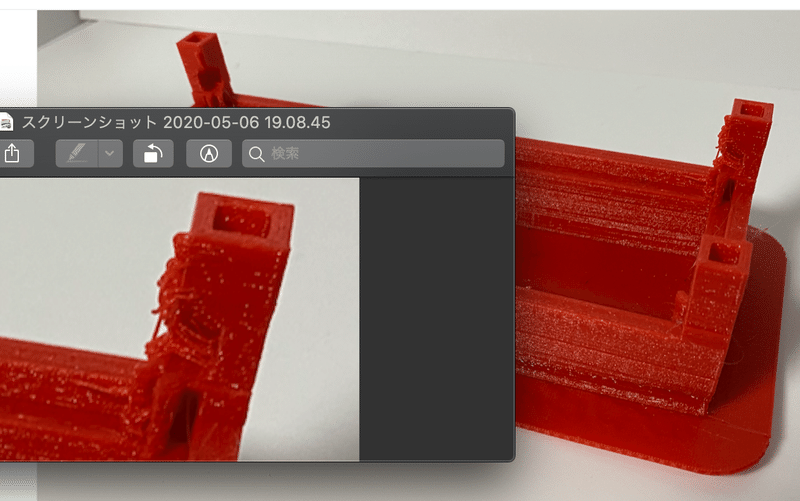
見事にグニャッてますね。
私がみてきたものは反りが発生すると大体この現象が起きます。
もしくはサティア・サイババ化します。もじゃもじゃですね。
あとは、もう一つありましたね。次はサクサクいきます。
・液体 ⇔ 個体 の変化の温度が違うから
これに関しては、最初に言っていた特性の温度のことです。
PLA → 柔軟性× 温度に弱い 55〜70度(ざっくり) 反りにくい
ABS → 柔軟性◯ 温度に強い 70〜100度(ざっくり) 反りやすい
さっきは、個体⇔液体⇔気体だけだったんですが、
さらにゴムのような概念がこの樹脂には存在しているようです。
個体⇔ゴム⇔液体⇔気体 ってことですね。
このゴムみたいになることを、ガラス転移というみたいです。
この温度に弱い、強いというのは、
ゴムみたいに柔らかくなったり(ガラス転移)、
液体みたいにサラサラになったり(溶融(ようゆう)温度)
する温度の高さのことです。
PLAの場合は、低い温度(55〜70度(ざっくり))でゴム化します。
ABSの場合は、高い温度70〜100度(ざっくり)でゴム化します。
実際にPLAを沸騰した水に入れてつついてみる実験をしたら、フニフニしてました。
私が使っているABSではまだ堅かったです。
ゴム的な変形はしませんでした。
メーカーによって違うので確かめたらよくわかります。
素材のガラス転移温度表です。
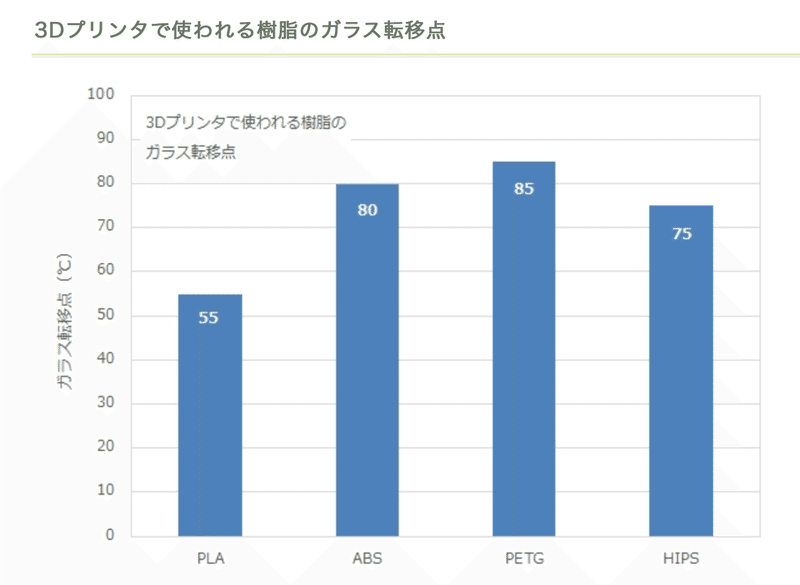
参考先:ガラス転移点の3Dプリンタ向け解説
で、このゴム状態から個体になる時をゆっくりにすれば良いといいます。
ガラス転移温度をゆっくりと通過すればまだ柔らかい部分に収縮が逃げることができるため、収縮する力にはあまりなりません。
ABSを抑え込め![FDM 3Dプリント]
柔らかい部分の概念がよくわからないですが、推測で話すなら印刷した樹脂と樹脂の間には若干の隙間があるので、そこに遊びがあって逃げることができるから?と解釈します。
それで、さらに反る原因として、
ABSの場合80度がガラス転移
PLAの場合55度がガラス転移
ということなので、ABSの方が個体になるのが早いというわけです。
具体的にします。
ABSの場合:80度ガラス転移点
・ノズルから240度で出てきた。
→80度になるまで16秒かかった(1秒10度温度が下がると仮定)
PLAの場合:55度ガラス転移点
・ノズルから240度で出てきた。
→55度になるまで19.5秒かかった(1秒10度温度が下がると仮定)
仮定した温度変化は適当に計算しやすいように作りましたが、実際にはもう少し遅いと直感的に思います。
(面積によりますが、1秒3〜5度くらいではないでしょうか)
といったわけで、PLAの方がゴムから個体になるのが遅いということがわかりますね。
ここまでが3Dプリンタにおける反りの原理でした。
反り防止の5つの方法
長くなったので、ここからは超サクサク行きます。
その対策で簡単に私がやったことでいい感じになったことと、失敗例やコツをご紹介します。
◯ヒートベット温度を上げる。
◯ケープ
△マスキングテープ
◎構造的に反りに強くする。
◎プラットフォームシート
◯ヒートベット温度を上げる。
純粋に効きます。
さっきの原理から論理的に考えれば温度が高いと反りは少ないですよね。
だからヒートベット温度を上げるのがいいのです。
あとは囲いを作るのが一般的ですが、そのやり方は他の方法でカバーできたのでまだやってません。
◯ケープ
ケープ、スーパーハード、無香料が最高です。
反りが発生するのは、引っ張る力がテーブルに固定される力に負けた時に始まります。
一度、香料付きを書いましたが、部屋と造形物がいい香りになってしまいました。
反らないためには固定される力を強くすればいいわけです。
この理論なら、剥がれたところを接着剤でくっつければいいことになりますが、既にやっているすごい人がいました。
39 ABS樹脂の特性と反り対策
面白いテクニックです。
剥がれたところにこれを塗って押さえつけるみたいです。
これは今思って、調べていて知ったのでやってみます。
これはかなり楽そうな予感です。
◎? プラモ接着剤
△マスキングテープ
これをテーブルに貼るんですが、コツがあります。
・貼るときはきっちり貼ります。
私が貼るときは、キッチンペーパーで貼った後にしっかりくっつけて、ちゃんとくっついていない場所をなくすように貼っています。
適当に貼って終わりだと、マスキングテープごと反りで剥がれます。
・テーブルの下まではる。
これは効果がありました。
表面だけではなく、潜らせることによってZ,X軸に潜らせた方向に若干引っ張られなくなります。
こんな感じです。
こうすると若干テープ自体をテーブルに固着させることができます。
この場合、左手前から右奥までの力に強いです。
右手前、から左奥に対しては若干弱いです。
ある程度は効果がありました。
体感的に100mmを超える大きいものはダメです。
このマスキングテープの上にケープするとテープから造形物が剥がれないのでいいです。
有名なこの二種類のマスキングテープがあります。
両方使いましたが、黄色いやつの方が幅が広いので楽です。
コツさえ掴めば、
△→◯です。いい感じになります。
最近は面積がそこまで広くなく、できそうなものはマスキングテープにしています。
私の体感として、双方ABS、PLAでの違いはありませんでした。
◎構造的に反りに強くする。
反りに強い造形というのが存在します。
例えば、この造形物を作るとします。
これをこうやって横に置くと、X軸に大して反りが発生します。
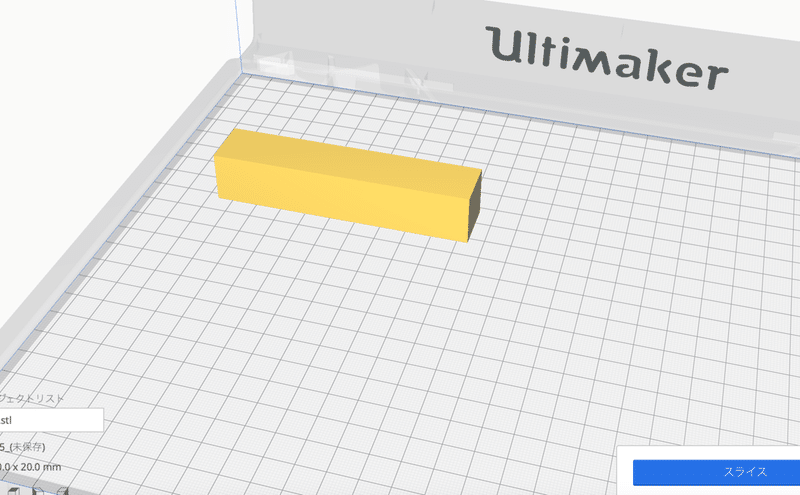
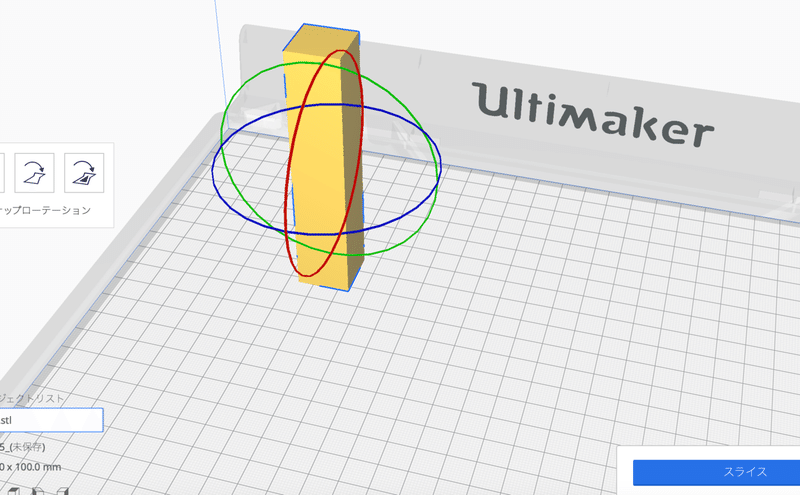
なので、そうならないようにこうやって配置すると、反りデメリットが起きにくいです。この場合Y軸で引っ張りが始まるのですが、造形には大きな変形は出にくいです。
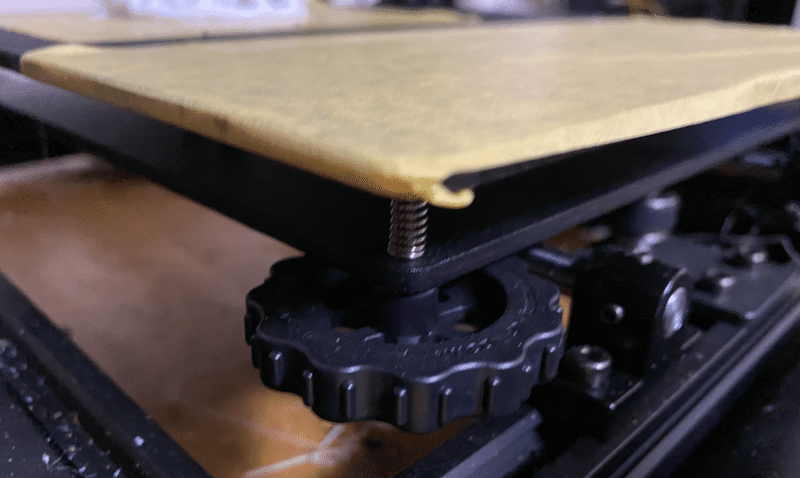
◎プラットフォームシート
これが抜群に効果◎です。
私はAmazonで買う時に一緒に買うものリストにあったので、必要なのだと思い一緒に買っていました。
それで、これを最初から使っていたのでABSが反ること自体気がつかなく、ABSの反り厄介なことを知らなかったレベルです。
原理としては、この表面にナノテクノロジーで吸着させているようです。
実際に剥がす時に大変です。
「吸着、半端ねえって」
そんな声が聞こえるくらいピッチリくっつきます。
これを長く持たせるコツがあります。
・剥がす時に一定の方向の力で剥がし続けることです。
・コツ1
具体的には、ヘラとかで隙間に刺した後に、テコの原理で一定の力でY軸(空の方向)に押し上げるようにしてください。
・コツ2(失敗しない方法)
最初は取れなさすぎたので、ヘラで隙間に無理やり突っ込んで、ハンマーで叩いて強引に剥がしていましたが、そうすると、プラットフォームシートの表面が剥がれます。
こうならないように、剥がす時に一定の方向の力で剥がし続けること。これが最重要です。
・コツ3
もう一つのコツが、最初に貼る際にはスマホのフィルムを貼るように埃が中に入らないレベルでやると良いです。
さっき言ったように、造形物とプラットフォーム自体の吸着力は半端ではないですが、ヒートテーブルとプラットフォームの吸着力がそれより負けることがあります。
あとは、中に気泡が入ると、そこの空気が膨れてボコボコします。
ある程度そのまま使っても意外と使えます。
これで今のところ2000時間程度の稼働時間は作成できています。
もう少し使えそうです。
・コツ4
粘着力が弱くなったりするので、違うところを使ったりするとさらに長く使えます。
終わりに
ABSはプラットフォームシートで意外と簡単に攻略できます。
冬は0度に近い環境で行っていましたが、私はプラットフォームさえやってれば、なんとかなっていたので、今のところ囲いの増設はないです。
人気記事 依存させてくるサイコパスの特徴 https://note.com/hiratagood/n/naf33536ef806 マウントしてくる人の特徴【対処法:褒めると簡単に落ちます。】 https://note.com/hiratagood/n/n5958d8604da5