200機のドローンを3Dプリンターで作ってわかったこと-vol2-3Dプリント生産を前提にした設計のキモ

-vol2-3Dプリント生産を前提にした設計のキモ
ここでは、3Dプリンターを使用する際に主に気を使う部分について、記述をしていければと思います。
ちなみにモデリングの基本的なルールはオライリーさんのMAKE:で素晴らしく纏まっていますのでご参考ください。
実際自分も初めはこの記事を見て勉強しました。
上記のURLで紹介していただいていることとほぼ同じ内容になってしまいますが、実際の生産をした際の実情と併せてご紹介できればと思います。
3Dプリント生産を前提にした設計のキモ 7選
1:超重要45度ルール
2:設置面積は限界まで広くとる
3:荷重を想定し、必ず主荷重がかかる方に積層断面を持ってこない。
4:サポートは極限まで使わないようにする
5:大口径ノズルを使えるように寸法に気を使う
6:はめ込みクリアランスの実感
7:詰める設計よりも、出しながら考える
1:超重要!45度ルール
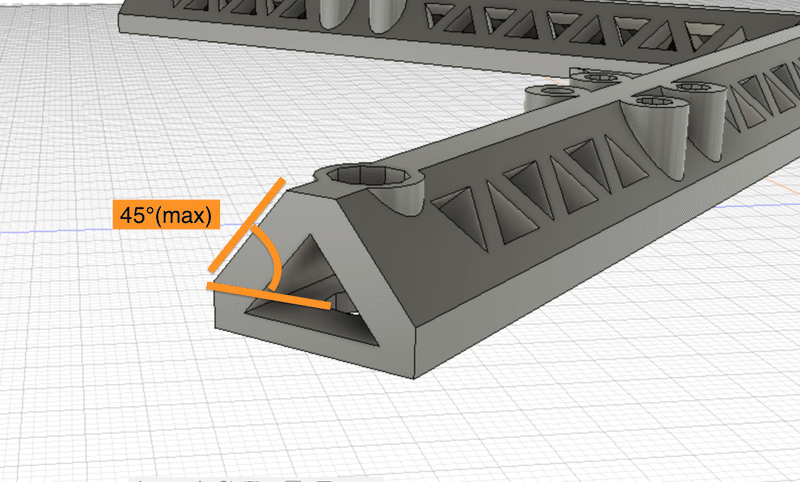
FDMは積み重ね式にて造形を行なっていきますが、当然地面のない空中に造形物を積み重ねていくことはできません。
積み重ねていく際にギリギリ積み重ねていける角度が「45°」となります。これ以下の角度になってしまうと積み重ねが困難になってしまうため、サポートなしでの造形ができなくなってしまいます。
イメージとしては、ジェンガで下のブロックから少しずつズラして積み重ねていって斜めを作っていけるギリギリの角度という感じです。
サポートとは、45°以下の角度での造形を行う際に仮の足場材として造形をサポートするための補助造形物のことを指します。
サポートを出力するということは、本来欲しい造形物に不必要な部分が造形されてしまうため、こちらを除去する必要が生じてしまいます。
除去作業に当たっては、ニッパーやカッターなどの切断具を用いて単純に手作業にて除去作業を行うため工数が発生し、コスト増に繋がります。
また、除去に当たっては非常に個人への技量に依存してしまうため見栄えという観点からも決して良いものを最終的に完成させられることへも懸念が残ります。
よって、極力サポートなしでの造形を意識して設計を行うことが最終的にコストの削減に繋がります。
2:設置面積は限界まで広くとる
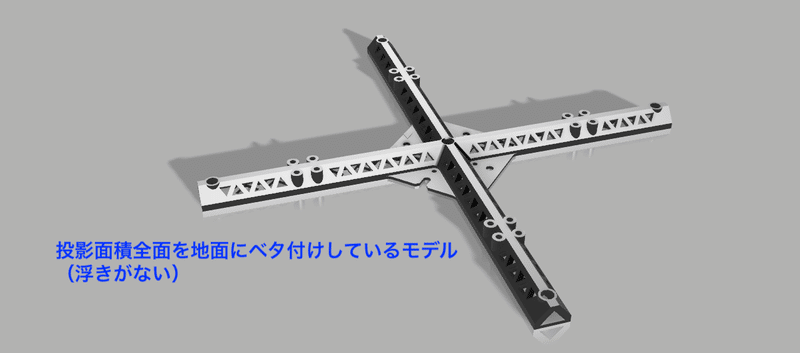
FDMでの出力を行うとき、出力を支える場所は造形物と直接接触しているホットベッドのみにて密着し固定がされています。
このホットベッドとの接触面積をいかに稼ぐかで造形の難易度が大きく変化します。
どれくらいのレベルで接触面を作っておけば良いかというと、実績値となりますが、投影面積の3割程度の設置面積がギリギリ安心できるというイメージです。
しかしながら、決して毎回そのような広い設置面積を確保できるとも限らないのが、現実かと思います。
その際に、有効になるサポートとして、「ラフト」と「ブリム」という2種類の接触面積を稼ぐ方法があります。
ちなみに個人としては、こちらのサポートを使用するのであれば後処理が簡単なブリムを可能な限り使用する方が良いかと思います。
繰り返すようですが、3Dプリンターでの最大の生産ロスは出力不良にあります。
しかも出力最初段階であれば、最低限のロスですみますが、出力中盤などで発生するロスは生産スケジュールにも精神的にも非常に大きなダメージを負うことになるので、できる限り設計段階でロスを発生させない先回りの努力を行うことをお勧めします。
3:主荷重がかかる方に積層断面を持ってこない。

造形物には、当然使用する上で荷重がかかりどの方面に強くするかという拾捨選択をすることになります。
が、3Dプリンタをでの出力をする際には、積層方面において強弱方向が発生するため、荷重方向と積層方向の強方向を一致させる必要があります。 ここを意識せずに設計をしてしまうと、出力の制約というところで想定荷重に対して持たない設計となってしまうことがあります。
簡単にいうと、さけるチーズをイメージしていただいた、一番力がかかる方向にさけるチーズがさける側を持ってきてはいけないということです。
本当にめちゃくちゃさけるので、ご注意ください。
4:サポートは極限まで使わないようにする

サポートを使用するということは、不要な部材を増やすということに直結して繋がります。
結果として、その後の除去作業においてサポート接合面を傷つけてしまう可能性がありリスクが発生します。
極限までサポートが必要のない形状にする頭で設計する必要がありますが、形状によってはどうしてもサポートが必要な場合があります。
そういった場合には、サポートを除去しやすい形で予めモデリングしておくと後工程など自身が想定できる形で設計ができますので、スライサーのサポート生成ツールと併用しながら見極めてサポートを付与していくことが対策の一つとなります。
5:大口径ノズルを使えるように寸法に気を使う

FDM式3Dプリンターでの出力精度はノズル直径と積層ピッチに依存するため、0.4mm以下の直径の細いノズルを使用することが一般的です。
しかしながら、量産するためには出力速度を担保するために出力直径1mm以上などの大口径ノズルを使用することで出力速度を担保することができます。
当然見た目の造形精度は出力直径に依存するものとなりますが、強度面で見ると接合面を大きく取っていたりと強度が出る条件を出しやすくなります。
出力速度・強度面での優位点がありますが、その反面細かい寸法指定ができなくなってしまうという難点も一方で存在します。
Φ1mmのノズルを使っていては、0.4mmの寸法は当然追うことはできません。設計段階からどの直径のノズルで出力するかを意識しておけると後々の手戻り削減に繋がるためこちらも意識して寸法設定を進めていくこともポイントの一つです。
6:はめ込みクリアランスの実感

FDM式3Dプリンターを使用してはめ込み形状を設計した場合、その出力特性から設計寸法よりも膨張し、寸法が大きくなってしまう傾向にあります。
はめ込み構造は特に膨張による寸法変動の影響を受けやすく、機械加工のような寸法公差を実現することはかなりの熟練を要します。
その中でも今回ドローン設計においてはめ込み構造を採用した際のクリアランスの実感について記載できればと思います。
※オス側PLA/メス側TPUでの条件においての実感になります。
また今回のモデルでの実感ですので、感覚値での話になるため他モデルでの参考にしていただければとなりますが、モデルや構造によって当然変わってきますので、予めご了承ください。
・クリアランスなし:かなりキツキツで嵌めることかなり手こずる。
一度つけたら外すのに破損の危険があります。メス側TPUでなければそもそも入らない。
・クリアランス0.2mm:保持力が強く、初見の人は外すときに、これって外れますか?ということを聴くレベル
・クリアランス0.4mm:そこそこの保磁力がありつつも、脱着が容易なレベルになる。一般的なはめ込みであれば0.4mm以上のクリアランスを確保したい。
7:詰める設計よりも、出しながら考える設計
開発速度を元々早めるといった理由で重宝されていた3Dプリンターですので、いかに詳細を詰めて完璧な状態で出力をするかよりも、とにかく出力することへのスピード感を意識してシンプルな形状を設計し機能検証を取り組むことが、3Dプリンターでの量産を意識した設計においては重要と言えるかと思います。
シンプルな構造は出力までの道のりを短くし、設計段階では気付かないエラーを未然に防ぎ、なおかつ出力上の難易度を同時に検証することにつながりますので効率が上がります。
何にでも言えることかとは思いますが、いきなりの詰めた設計は破綻することになりやすいので、いかにシンプルに検証すべき機能に着目できるかが設計上もキモとも言えます。
実例で言えば、特にこのメインフレームに関して最も試行錯誤しましたが達成すべき機能が重量/強度の条件をクリアし、なおかつサイズ感が決まっているという点で、最も検証しなければならない部分が重量でしたので、重量感を実際に持ってテストするために何度も出力をし完成へと至りました。
出力している間にも新しいアイデアがどんどんと浮かんだりもしますので、まずは自分が持っているアイデアを出し尽くし出力をしているときにやっぱりあの部分はこうしようなど出力後に新しいモデルを次々出せるようにドンドン設計を進め、途切れないアウトプットを生み出し続けることができるため開発もどんどん進みます。
出しながら考えるというという少し特殊な手法ですが、ハマるものにはハマって面白い設計方法になるかと思います。
上記それぞれ冒頭紹介した記事と被る部分がかなり多くありましたが、3Dプリンターを使用した生産というものは今までとは少し違うアプローチでの設計となるはずですので、押さえる部分を押さえてぜひスピーディーな開発体験をしていただければと思います。
vol3へ続きます。